During the metalworking process, the product is subjected to deformation, bending, twisting, etc. These operations are applied to both sheet metal and pipe blanks. The result of their implementation is a change in the original geometry of the object for its further use - either as part of a prefabricated structure or as a separate element. One of the methods of deforming metal in a certain, specified direction is rolling (or rolling).
This technological process is often used in the production of pipe blanks from sheet metal, but already finished pipes are also rolled if there is a need to give them new parameters. Rolling of pipes is the deformation of their walls without removing the metal. The most common rolling operations when working with tubular products (both round and profile) are:
- pipe bending by rolling;
- flaring to increase the cross-section;
- rolling as a way to reduce the cross-section.
Rolling of heat exchanger pipes: process features
Before considering the process of pipe flaring, let's pay attention to the definition of the word. The term “pipe rolling” means two things at the same time:
- Pipe deformation operation (pipe bending).
- Radial deformation of the pipe (increase in pipe diameter) to obtain a tight connection between the outer walls of the pipe and the tube sheet. The process is used mainly in the repair of heat exchange equipment (boilers, boilers, column and capacitive heat exchangers, evaporators, condensers, heaters, coolers). It is this process that we will talk about in the article.
What will you learn from this article?
:
- Pipe rolling: features of the process?
- Specifics of pipe rolling: 3 laws of a professional
- 5 stages of pipe rolling process
- Rolling pitfalls
Pipe bending by rolling
Pipe rolling is one of the cold bending methods. One of the most common types of profile bending machines that work on this principle is the classic three-roller roller pipe bender, which is capable of handling profiles made of any material:
- tin;
- steel, including corrosion-resistant (stainless);
- non-ferrous metals;
- alloys;
- polymers.
Rice. 1
The main operating mechanism of a rolling machine of this type is a structural unit of three rotating rollers (rolls). Of these, the leader can be one middle or two outer videos. A cylindrical or profile blank, inserted into a pipe rolling machine, is successively rolled between rollers and bent to obtain the required radius of curvature (Fig. 1).
When rolling a workpiece on such a machine, you can bend a small section of pipe, or you can produce a long bent profile with a length of 5 meters or more, which is in demand, for example, in the construction industry. By moving through the rollers, the workpiece is bent at a certain angle along the entire specified length. Another important advantage of such a machine is the ability to bend the pipe in a full circle, that is, at an angle of 360 degrees.
During pipe rolling, a process of mechanical deformation occurs, which can be divided into two stages:
- First, a preload is created to give the required bend radius. This is realized by creating a force with a central moving roller on a pipe resting against two other rollers, or by applying force to two lateral moving rollers on a pipe resting against a stationary central roller.
- The actual bending of the pipe occurs due to the friction force that occurs between the rotating rollers of the machine and the pipe being processed. The product, captured by the frictional force as the rotating rollers rotate, bends by the amount of the preset pipe tension radius.
If the required bending radius cannot be formed in one move, then the actions of both stages are repeated until the required bending curvature is obtained. The greater the wall thickness, the greater the bending curvature that can be realized. For such machines, the smallest bending radius in units of multiples of the pipe diameter is:
- for a very thick wall - 6;
- for a thick wall - 10;
- for a thin wall - more than 10.
The formation of the force generated during the process of pipe bending by rolling depends on the number of drive rollers, as well as the friction force between them and the wall surface. The rolling unit operates with high productivity; it is capable of processing pipes with square, rectangular, oval and even triangular profiles.
Rolling a profile pipe is, in essence, its deformation, which involves bending the material in a certain direction.
Rice. 2
Based on this feature, such a technological operation can be classified as one of the types of metal bending. Therefore, some experts replace the phrase “pipe rolling” with the term “roll bending”. Rollers for profile pipes when using this type of profile benders differ only in the shape (caliber) of the rollers or rolls (Fig. 2).
Industrial pipe bending machines are divided into four groups according to the control method:
- manual;
- hydraulic;
- electrical with mechanics;
- electric with hydraulics.
Their choice is determined by production tasks, the volume of mass-produced products and the financial condition of the enterprise.
Flaring to increase the pipe cross-section
When installing prefabricated structures, it is very often necessary to achieve a strong connection between two adjacent pipe fragments with different diameters.
To insert one pipe into another tightly and without gaps, you need to either widen the end of one pipe section or narrow the end of another. In rolling, this is called “end outward expansion” and “end crimping”. After such processing of products, the quality of joining approaches ideal, which is especially important in the manufacture of boiler equipment and pipelines for various purposes. Another common application of flaring is in the installation of an air conditioner, which involves joining one copper pipe to another without soldering, and then attaching the resulting assembly to the indoor and outdoor units of the air conditioner. To do this, you need to widen the end of one pipe in the form of a “skirt”. When connecting to an air conditioner, before flaring, put a nut on the pipe, which is tightened with the skirt part to the block receiver. This can be done using a hand rolling tool. The tool itself is also commonly called “rolling”.
The simplest rolling tools consist of a clamp with standard holes for clamping the pipe and a stop in the form of a cone, which, when screwed in, expands the end of the pipe, creating a so-called “skirt”. There are several types of manual rolling for copper pipes:
- rolling with a cone without an eccentric and a clamp with one universal holder for all pipe sizes and without a ratchet;
- rolling without a ratchet and with a cone without an eccentric and a clamp with a set of holes for standard pipe sections;
- rolling with an eccentric cone, with a ratchet and a clamp with a set of holes for standard pipe sections.
The best result is produced by reverse rolling of pipes with an eccentric cone and a ratchet mechanism (Fig. 3).
Rice. 3
The cone of such rolling is installed eccentrically and acts on the principle of a roll, distributing the rolling pressure evenly over the entire plane of the material, giving the output an almost mirror-like surface. This allows the flared fragment to fit as closely as possible to the hole of the fitting or connecting nut, ensuring the highest quality of connection.
It is worth noting that thanks to the eccentric cone and the presence of a ratchet, the cost of effort during rolling is reduced, which makes the work of the master easier and faster. This tool for processing copper pipes is designed for diameters of 4–22 mm (or in inch terms - from 3/16 to 3/4 inches). The use of this device is also possible for thin-walled aluminum and steel pipes, which can be seen in sports equipment, furniture structures, etc.
Rice. 4
Using another device (extender), you can expand the diameter in one action. This is a lever tool with replaceable expansion tips of various diameters (Fig. 4). It's like the chuck of a drill, only the legs of such a head expand rather than contract. The force is created using levers with significant leverage.
Flaring is widely used as a method of joining pipes with the grids of heat exchange devices, providing high strength and tightness of the joints.
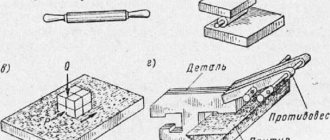
Rice. 5
The tool used for this operation is a full-fledged roller - cone-shaped rollers, which, rolling along the inner plane of the workpiece, pass after pass, increase its cross-section (Fig. 5).
The drive is reversible machines. They have automated torque control to ensure consistent connection quality. The depth of rolling can be fixed or adjustable, depending on the type of rolling.
Tools for heat exchangers. Yesterday and today
History of rolling
started with percussion instruments.
The tubes of the first steam boilers and condensers were sealed in tube sheets using ball mandrels and heavy hammers. Flaring
was carried out in several passes with the diameter of the mandrel ball increasing with each pass.
Then a mandrel began to be used - a long rod with cylindrical tides evenly distributed along its length. The diameter of the tides increased linearly from cylinder to cylinder. The mandrel was pulled through the pipe of the heat exchanger, flaring the pipe
in the grid. Later, the first representatives of cam and collet tools began to appear. In them, the rolling elements - split cams - were pulled by hydraulic pressure along a conical guide, deforming the pipe in the radial direction. The main disadvantage of this method was the inevitable occurrence of sliding friction at the point of contact of the cam with the pipe, and as a consequence the occurrence of local damage.
A breakthrough in rolling technology was the use of rotational motion, and self-tightening rolling machines appeared.
Instead of split cams, they used rollers or rollers, which rolled in a housing-holder along a conical guide-spindle, running into its larger diameter. Thus, with a rolling insert inserted into the pipe, the shank was set into rotation, the rollers, running onto the spindle, came out of the cage, rested against the pipe, rolled along it, simultaneously carrying out its radial deformation. The connection turned out to be uniformly deformed, sealed and reliable.
Currently, due to the growth of technological requirements for heat exchange equipment (pressure, temperature, medium flow, turnaround time), tube sheets of increased thickness, double tube sheets are used in the design of heat transfer steel; elements are added to the profile of the hole for pipes that increase the efficiency of the connection — grooves, the diameters of the holes in the tube sheets increase. The requirements for the roller drive are becoming more complex in terms of adjusting the rotational torque and weight and size characteristics.
Often, production does not require single tools; it requires equipment with a set of tools and devices:
- for preparing the rolling process ( rollers
and
groovers
with a drive, machines for removing fins at the ends of pipes); - for carrying out the rolling process (rolling with pneumatic or electric rolling machines
); - for post-rolling processing (devices for cutting off protruding ends, trimming tools, pipe cutters for steel pipes
); - for repair of rolling joints (tools for removing pipes from tube sheets, machines for processing and drilling pipes).
To meet the growing demands on tools, new types of rolling mills are being developed, such as:
- type CP - for securing pipes in thick tube sheets;
- type RA - for securing pipes in gratings located in closed chambers with limited access;
- type RT – with adjustable rolling depth.
And this is not a complete list. Thus, in the manufacture of heat exchange equipment, one of the domestic manufacturers uses rolling of the NITL
5k-205-210, allowing you
to roll pipes
with a diameter of just over 216 mm! The diameter of one roller is 58 mm, the weight of the tool is 26 kg. There are no analogues to this product in Russia.
Anyone who has ever worked with one or another processing tool, be it a regular drill for a drill stand
or high-tech rolling, knows the important role played by indicators of reliability and ease of use. If the tool is structurally simple and repairable, then it automatically acquires the status of irreplaceable.
Even in the manufacture of conventionally one- or two-component tools (drill, cutter, etc.), giving them the above qualities causes difficulties; everyone is familiar with the crude term “Chinese tool”, which characterizes a low production culture.
When considering a multi-component special tool ( pipe rolling
, flattener, groover,
end-cutter for pipes
, etc.) compliance with high indicators of service life, maintainability and ergonomics places strict demands on manufacturing technology, which is beyond the capabilities of many manufacturers. That is why there are no more than a dozen industries in the world that are capable of solving such a complex of engineering and technological problems.
It is gratifying to realize that in the field of tool manufacturing technologies for the production and repair of heat exchange equipment, Russia occupies one of the leading positions.
Rolling as a method of reducing cross-section
The need to reduce the cross-section is required when manufacturing pipeline elements for the purpose of their further connection. In this case, you have to crimp the end of the pipe, which is inserted into the sleeve. It may be necessary to reduce the diameter of the end part before manually cutting a thread on it, or creating a permanent, tight connection between the pipe and the fitting. For this, ordinary pliers can be used, although special vices designed in a special way are often used (Fig. 6).
Rice. 6
Hand tools for rolling pipes made of soft metals can be pliers with an enlarged lever arm or small rollers coupled with a screw feed. It is worth noting that to roll a steel water pipe, a device that is unique in its simplicity is still often used - an ordinary hammer. However, this work requires extreme care, since due to inexperience, you can get a completely different degree of deformation than was originally expected.