Серебряный припой постоянно применяют для промышленных производств и в домашних условиях, ведь он является самым высококачественным. Однако стоимость его достаточно большая, ведь в составе присутствует материал драгоценного типа. Именно поэтому часто люди стараются самостоятельно сделать данный припой. Однако это могут сделать только те, у которых имеются специализированные знания в этой области, ведь необходимо сделать такой материал, который будет обладать всеми нужными характеристиками и свойствами.
Серебро в чистом виде довольно дорогой металл, поэтому для припоя его используют в редких случаях, в основном он необходим для ювелирного производства. У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы.
При содержании чистого серебра около 25 % материал качественно спаивает латунные заготовки. Поверхность в итоге получается аккуратно и выглядит привлекательно.
Очень часто припои производятся в виде сплошных листов. Перед работой его необходимо аккуратно разделить на полоски размером около 2 мм, ну а ширину можно сделать по собственному усмотрению, это зависит от того, как будет происходить применение материла. Зазорная пайка таким способом получается наиболее качественной. После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени.
Что такое серебряный припой?
Серебряный припой – дело особое и требующее специального внимания. Дело в том, что он великолепно подходит для так называемой ступенчатой пайки, которая относится к современным технологиям работы с металлами.
Некоторые серебряные сплавы выдерживают очень высокую температуру – вплоть до 600°С. Именно это свойство и объясняет высокое качество пайки с такими сплавами.
Припой из чистого серебра встречается редко. Прежде всего, это дорого. Намного дешевле и эффективнее использование его сплавов с другими металлами, это называется припой на основе серебра. В их состав чаще всего входят кадмий, никель, медь и цинк – отличные компаньоны.
Чистые серебряные припои, конечно используются, но только в ювелирном деле, что вполне понятно.
Сертификат на мягкие припои.
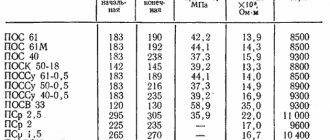
Свойства сплавов зависят, прежде всего, от доли серебра. Если, например, его содержание выше 50%, сплав становится пластичным и устойчивым к значительным нагрузкам. Все возможные варианты серебряных сплавов изложены в специальном стандарте – это ГОСТ 19738-74 «Припои серебряные».
Отличный вариант для экономии средств – домашнее производство серебряного сплава для пайки своими руками, которое мы также разберем.
Физико-химические свойства
В таких сплавах серебро далеко не всегда является главным элементом. Оно, к примеру, чрезвычайно популярно при пайке нержавейки или других сложных металлов. Всем известно правило – чем выше серебряный процент в припое, тем пластичнее и крепче получается соединение при пайке.
Кроме того, температура плавления серебряного припоя с высокой долей основного металла дает большую свободу в выборе температурного диапазона в использовании готового изделия.
Один из самых распространенных составов серебряного припоя следующий:
- серебро – 30%;
- медь – 20%;
- цинк – 16%;
- кадмий – 33%
В этом составе есть кадмий, а это означает довольно высокую хрупкость сплава. Такой серебряный припой используется в пайке изделий, которые не будут подвергаться каким-либо колебаниям.
Если вы повысите долю серебра для пайки свыше 50%, вы получите смесь металлов с высокой текучестью и отличной устойчивостью изделия к нагрузкам в дальнейшем.
Несколько рекомендаций
Не стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды.
Пайка любого металла основана на знаниях о его физических и химических свойствах. Это касается и серебра. Температура перехода этого металла из твёрдого в расплавленное состояние равна +960 градусам. Это идеальный показатель.
На практике при пайке дело приходится иметь со сплавами, и температура плавления здесь напрямую зависит от составляющих, а также их процентного соотношения. Пайка серебра требует аккуратности, и прежде чем к ней приступать, неплохо потренироваться на недорогих изделиях.
Как выбрать правильный припой?
Не так уж это и просто – выбрать самый подходящий вариант из огромного числа самых разных сплавов. Понятно, что, если для вас важнее всего устойчивость к вибрационным нагрузкам и высокое сопротивление к ударам, вам следует остановить свой выбор на опциях с высоким содержанием серебра.
Такой же выбор относится и к работе с холодильной и климатической аппаратурой.
Партнерские металлы ведут себя по-разному. Если, к примеру, свинец ни в коем случае нельзя добавлять в сплав при работе с изделиями, устойчивыми к высокой температуре, то медь при таких условиях ведет себя отлично и является прекрасным партнером основным компонентам.
Если в сплаве имеется кадмий, то имеет место повышенная хрупкость – именно поэтому он редкий элемент в припоях на основе серебра.
А вот фосфор – популярнейшая добавка благодаря своему свойству снижать температуру плавления, что полезно при работе с нержавеющей сталью, алюминием и другими сложными металлами.
Пайка медных труб: пошаговый разбор работ и практические примеры
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений
Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С.
Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении).
Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем.
При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм.
Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях
Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками).
Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок.
Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ.
Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва.
Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
https://www.youtube.com/watch?v=n1mQng5Okk8
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок.
Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью.
Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца.
Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик.
По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза.
При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком.
Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент.
Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли).
Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку.
Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении.
Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами.
Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе.
Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения.
После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
#1. Особенности высокотемпературной пайки меди:
#2. Как правильно паять медные фитинги:
#3. Какие бывают флюсы для пайки:
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника.
Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).
Кстати купить медные трубки можно недорого на сайте https://eurometalgroup.ru/
Серебряный припой своими руками
Слово «приготовить» — вполне подходящее выражение в этом разделе, потому что серебряный припой можно приготовить множеством способов, включая старинную технологию. Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
ГОСТ на серебряные припои.
В старинном рецепте нужны две монеты: медный пятак выпуска 1962 года и полтинник выпуска 1924 года, а к ним дополнительно металлы, газовая горелка для пайки серебра и ложка.
Начинается как в сказке: в ложке плавим серебро. Затем опускаем медный пятак и перемешиваем, покатывая ложку. Чем терпеливее вы будете катать ложку, тем качественнее будет перемешивание. После этого раствор выливается в форму для металла под названием «ингус» и вновь раскатывается.
Приготовленный таким примитивным способом сплав на самом деле обладает очень высокими качествами: это чистая проба №900.
Важным фактором в качестве приготовления является свежий флюс. За пламенем в горелке нужно следить самым внимательным образом: оно должно быть мягким, а не очень горячий огонь должен напоминать по очертаниям метлу. В этом случае шов получится по-настоящему качественным.
Для ремонта изделий припой делают легким вот в каком составе:
- серебро – 7 частей;
- латунь – 2,8 части;
- цинк – 0, 35 части.
Запасаемся для работы следующими материалами:
- ложка;
- горелка для пайки;
- шкурка или наждачная бумага;
- ножницы, фальцы, весы;
- лопатка для перемешивания;
- бура для добавки в готовый расплав.
С латунью нужно предварительно поработать – зачистить ее от оксидной пленки. Серебро с пробой №999 плавим в ложке, добавляем латунь и хорошо перемешиваем прямо в ложке. После полного расплавления добавляем цинк.
Можно добавлять цинк в чистом виде, а можно в сплаве с латунью или медью. Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Пайка при помощи горелки
Схема устройства газовой горелки.
Расплавить припой типа ПСр, чтобы спаять детали из серебра, лучше всего с помощью миниатюрной газовой горелки – газового паяльника.
Такой аппарат представляет собой маломощную горелку с температурой пламени до 1300ºС.
Поток газа идет от баллончика и регулируется специальной системой, одновременно производится воздушный подсос.
В качестве газовой среды используется бутан, пропан или ацетилен.
Насадка на сопло горелки может иметь разную форму, при пайке серебра целесообразно использовать насадку с плоским носиком.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру. Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие.
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Сортировка шихты проводится на специальных ювелирных весах, проверяется и взвешивается серебряный лом разных проб: 916 и 875, чистое серебро, металл, бура. Шихта делится на равные кучки примерно по двадцать грамм, ее чистят с помощью магнита от примесей железа и стали.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.
Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Среднеплавкие сплавы
Серебряный припой обладает уникальным качествами:
- высочайшая прочность;
- устойчивость к коррозии и в агрессивных средах;
- низкая температура плавления;
- высокая теплопроводность.
В дополнение он прекрасно заполняет все зазоры между спаиваемыми поверхностями и отлично ложится на любую металлическую поверхность.
Приготовление серебряного припоя – дело несложное, творческое и весьма увлекательное. А если учесть при этом значительную экономию средств, то пайка серебра – метод, которому стоит научиться.