What is cement
From the Latin “caementum” is translated as crushed stone or broken stone. This powdery material is an artificially created binder consisting of clinker, a certain amount of gypsum, mineral additives and various fillers. When cement is mixed with water or other liquids, a plastic mass is formed that, when hardened, can turn into a stone-like body.
Cement is the main component of concrete and cement-sand mortar. It has the unique ability to gain strength when exposed to moisture, which cannot be said about gypsum or air lime, which harden in dry conditions.
An interesting fact is that even the ancient Romans mixed volcanic ash or crushed stone with lime. This can be considered the beginning of the history of the appearance of cement.
Basic structures
An alloy of iron and carbon is the basis of steel and cast iron, called iron alloys, and these are the most important structural materials in technology.
The structure and properties of the alloy largely depend on the characteristics of the main components and additive elements, as well as the nature of their interaction.
Pure iron is a silvery-white metal, refractory. The melting point of iron is 1539°C. iron has 2 polymorphs a and G.
- At temperatures below 910°C, iron has a body-centered cubic lattice. This change is called A-iron. a-iron is a temperature up to 768°C (Curie point) magnetically.
When the iron is heated, the 910°C body-centered cubic lattice turns into a side-centered cubic lattice, and the A-iron turns into a G-iron. g-iron is present at a temperature of 910-1392°C
Carbon is a non-metallic element. The melting point of carbon is 3500°C. Carbon in nature exists in 2 polymorphic modifications: Diamond and graphite.
The diamond form is not found in the alloy.
In a carbon-iron alloy, the free carbon is in the form of graphite. The crystal structure of graphite is layered. Its strength and ductility are very low.
Carbon can dissolve in iron in a liquid or solid state, forming chemical compounds - cementite can be in free form in the form of graphite.
Metallurgy
Orthorhombic Fe 3 C. Iron atoms are blue.
Iron-carbon phase diagram
In iron-carbon systems (such as carbon steels and cast irons) it is a common component, since ferrite can contain no more than 0.02 wt.% Unfixed carbon. Consequently, in carbon steels and cast irons that cool slowly, part of the carbon is in the form of cementite. Cementite is formed directly from the melt in the case of white cast iron. In carbon steel, cementite is precipitated from austenite when the austenite is converted to ferrite by slow cooling, or from martensite during tempering. The intimate mixture with ferrite, another product of austenite, forms a lamellar structure called pearlite.
Although cementite is thermodynamically unstable and eventually converts to austenite (low carbon) and graphite (high carbon) at higher temperatures, it does not decompose when heated below (723 °C) into a metastable iron-carbon state. phase diagram.
Iron-carbon alloys
Iron-carbon alloys may contain the following structural components:
- Ferrite (F) is a solid solution containing carbon and other elements in iron. It has a body-centered cubic lattice. The solubility of carbon in ferrite is very low, up to 0.005% at room temperature. At 727°C, the highest solubility of 0.02% ferrite is very ductile, soft and workable by applying pressure under cold conditions.
Austenite (a) is a solid solution of carbon and other G-iron elements. It is present only at high temperatures. the maximum solubility of carbon in g-iron is 1147% at 2.14°C and 727°C at 0.8%. This temperature is the lower limit for the presence of austenite in the iron-carbon alloy. Austenite is very ductile, but harder than ferrite.
Pure form
Cementite changes from ferromagnetic to paramagnetic at its Curie temperature of approximately 480 K.
Dependence of the molar volume of cementite on pressure at room temperature.
Natural iron carbide (containing trace amounts of nickel and cobalt) occurs in iron meteorites and is called cohenite after the German mineralogist Emil Cohen who first described it. Since carbon is one of the possible minor components of light alloys of metallic cores of planets, the properties of cementite (Fe3C) as a simple substitute for cohenite are being studied experimentally. The figure shows the compression behavior at room temperature.
Components in the iron-carbon system
The components of iron-carbon alloys are iron, carbon and cementite:
Iron
Iron is a d-transition metal with a silvery-light color. Melting point – 1539° C. Specific gravity is 7.86 g/cm3. The most significant feature of iron is its polymorphism. In the solid state, iron can be found in two modifications - α and γ. Polymorphic transformations occur at temperatures of 911° C and 1392° C. At temperatures below 911° C and above 1392° C, Feα (or α-Fe) exists with a body-centered cubic lattice. In the temperature range 911…1392° C, Feγ (or γ-Fe) with a face-centered cubic lattice is stable. During the transformation α→γ, a decrease in volume is observed, since the γ-Fe lattice has a more dense packing of atoms than the α-Fe lattice. Upon cooling during the transformation γ→α, an increase in volume is observed. In the temperature range 1392…1539° C, high-temperature Feα is called Feδ. The high-temperature modification of Feα does not represent a new allotropic form.
At temperatures below 768° C, iron is ferromagnetic, and above it is paramagnetic. Point 768° C, corresponding to the magnetic transformation, i.e. The transition from a ferromagnetic state to a paramagnetic state is called the Curie point. The Feγ modification is paramagnetic.
Iron of technical purity has low hardness (80 HB) and strength (tensile strength – σв=250 MPa, yield strength – σт=120 MPa) and high plasticity characteristics (relative elongation – δ=50%, and relative contraction – ψ=80% ). Properties may vary within certain limits depending on the grain size. Iron is characterized by a high modulus of elasticity, the presence of which is also manifested in alloys based on it, providing high rigidity of parts made from these alloys.
Iron forms solutions with many elements: with metals - substitution solutions, with carbon, nitrogen and hydrogen - interstitial solutions.
Carbon
Carbon is a non-metal. It has a polymorphic transformation, depending on the conditions of formation, it exists in the form of graphite with a hexagonal crystal lattice (melting point - 3500 ° C, density - 2.5 g / cm3) or in the form of diamond with a complex cubic lattice with a coordination number of four (melting point – 5000° C).
In iron-carbon alloys, carbon is in a state of solid solution with iron and in the form of a chemical compound - cementite (Fe3C), and also in a free state in the form of graphite (in gray cast iron).
Cementite
Cementite (Fe3C) is a chemical compound of iron and carbon (iron carbide), contains 6.67% carbon. More precise studies have shown that cementite can have a variable carbon concentration. However, in the future, when analyzing the phase diagram, we will make the assumption that Fe3C has a constant composition. The crystal lattice of cementite is rhombic, specific gravity 7.82 g/cm3 (very close to the specific gravity of iron). At high temperatures, cementite dissociates, so its melting point is unclear and is approximately 1260° C. It does not experience allotropic transformations. The crystal lattice of cementite consists of a series of octahedra, the axes of which are inclined to each other. At low temperatures, cementite is weakly ferromagnetic, losing its magnetic properties at a temperature of about 210° C. Cementite has high hardness (more than 800 HB, easily scratches glass), but extremely low, almost zero, ductility.
Cementite is capable of forming substitutional solid solutions. Carbon atoms can be replaced by non-metal atoms: for example, nitrogen; iron atoms - metals: manganese, chromium, tungsten, etc. Such a solid solution based on a cementite lattice is called alloyed cementite.
If graphite is a stable phase, then cementite is a metastable phase. Cementite is an unstable compound and, under certain conditions, decomposes to form free carbon in the form of graphite. This process is of great practical importance in the formation of the structure of cast iron.
Martensite
| Three types of planes of the most dense packing in martensite with a periodic layered structure formed from the initial /32 phase of the CsCI type. The arrow denotes the displacement vector of each layer relative to layer A, taken as the origin.| Six types of layers of the most dense packing in martensite with a periodic layered structure formed from the initial ftt phase of the Fe3A type. |
Martensite with a 3H or 9R structure, consisting of three close-packed planes A, B and C, is formed in (32-alloys with an initial phase of the CsCI type. However, martensite with a 2H structure is found in all alloys.
Martensite, which for steels is a supersaturated solid solution of carbon in a-iron, decomposes under the influence of temperature - carbon is released from the o-iron lattice.
Martensite is a structural component of crystalline solids that arises as a result of martensitic transformation.
| Schemes of the main types of heat treatment of steels. |
Martensite is obtained by implementing only the first stage of secondary crystallization and has a characteristic plate-like structure, which under a microscope is needle-shaped. The growth of plates by shear occurs instantly at a speed of about 1000 m/s according to a diffusion-free mechanism, since the diffusion transition of atoms from austenite crystals to martensite at low temperatures is impossible.
Martensite has the largest specific volume compared to other structural components of steels and especially austenite. An increase in the specific volume during the formation of martensite leads to the occurrence of large internal stresses during quenching, causing deformation of products or even the appearance of cracks.
| The unit cell of martensite (a. martensite. |
Martensite is a very hard and durable structure. It is harder and stronger than bainite. But its plastic properties are low, especially impact strength. Martensite contains high residual stresses that arose as a result of an increase in specific volume as a result of transformations and are not eliminated due to the low plasticity of martensite.
Martensite, which after quenching has a crystal lattice with a tetragonal unit cell, begins to transform into cubic when heated above 80 C. Like any supersaturated solution, martensite is unstable. It decays at room temperature, but the decay rate is extremely low due to the low thermal mobility of the atoms. At temperatures above 80 C, the mobility of atoms is sufficient for carbon to partially transfer from a supersaturated solution into carbide plates with a thickness of only a few atomic layers in a relatively short period of time. This transformation occurs in the range from 80 to 170 C and is accompanied by a decrease in the distortion of the martensite crystal lattice. Internal stresses are reduced, the specific volume of martensite decreases, and the dimensions of the part are slightly reduced. Hardness and strength remain unchanged, but plastic properties increase slightly.
| Tetragonal cell of the a-phase in the crystal lattice of the austenent. |
Martensite in steel has a tetragonal lattice, apparently, even at a low carbon content (0-1%), if it is formed under conditions under which diffusion processes practically do not occur. But in low-carbon martensite (0 5% C), as a result of diffusion processes, the tetragonal lattice can transform into a lattice with cubic symmetry.
Martensite without internal twins has been observed in low-carbon steel (where these twins are usually adjacent to hexagonal e-martensite) and in manganese and chromium steel.
| Two methods of heating for hardening. |
During quenching, martensite is obtained only if it is cooled at a rate exceeding a certain, so-called critical rate. Each grade of steel has its own critical speed.
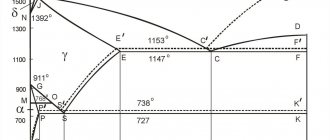
State diagram
Line ABCD is the liquidus of the system, line AHJECF is the solidus.
Since iron, in addition to forming the chemical compound Fe3C with carbon, has two allotropic forms α and γ, the following phases exist in the system:
liquid (liquid solution of carbon in iron) existing above the liquidus line, designated everywhere by the letter L;
cementite Fe3C - line DFKL, further denoted by chemical formula or letter C;
ferrite is a structural component that is α-iron, which dissolves carbon in small quantities; denoted by the letter Ф, α or α-Fe. The ferrite region in the iron-carbon system is located to the left of the GPQ and AHN line;
Austenite is a structure that is a solid solution of carbon in γ-iron. The austenite region in the diagram is NJESG. It is designated austenite A, or γ-Fe.
The three horizontal lines in the diagram (HJB,ECF and PSK) indicate the occurrence of three invariant reactions.
At 1499 °C (HJB line) a peritectic reaction occurs:
As a result of the peritectic reaction, austenite is formed. This reaction is observed only in alloys containing carbon from 0.1 to 0.5%. At 1147 °C (horizontal ECF), a eutectic reaction occurs:
As a result of this reaction, a eutectic mixture is formed. A eutectic mixture of austenite and cementite is called ledeburite (German scientist Ledebur)
This reaction occurs in all alloys of the system containing more than 2.14% carbon.
At 727 °C (horizontal PSK) a eutectoid reaction occurs
The transformation product is an ectectoid mixture. A eutectoid mixture of ferrite and cementite is called pearlite and has the appearance of mother-of-pearl, which is why this structure got its name.
All alloys containing more than 0.02% carbon, i.e., almost all industrial iron-carbon alloys, undergo pearlite (eutectoid) transformation.
There are three groups of steels: eutectoid, containing about 0.8% C, the structure of which consists only of pearlite; hypoeutectoid, containing less than 0.8% C. The structure of which consists of ferrite and pearlite, and hypereutectoid, containing from 0.8 to 2.14% C, the structure of which consists of pearlite and cementite.
Free cementite
Free cementite (Fe3C), which is formed when there is insufficient silicon, too much manganese and sulfur.
Structurally free cementite is undesirable.
Structurally free cementite, X 500: a – before deformation, 6 – after deformation.
Decomposition of structurally free cementite is achieved by heating and holding the casting above a critical interval; The heating temperature and holding time depend on the composition of white cast iron in terms of carbon content (Fig.
The amount of structurally free cementite. Inclusions of structurally free cementite located along the boundaries of ferrite grains (Fig. Inclusions of structurally free cementite coagulated and located inside ferrite grains are less dangerous. The scale is built according to the increasing size of cementite inclusions and the development of its distribution in the form of a network or chain.
Decomposition of structurally free cementite is achieved by heating and holding the casting above a critical interval; The heating temperature and holding time depend on the composition of white cast iron in terms of carbon content (Fig.
Particles of structurally free cementite should be small, as evenly dispersed as possible (Fig. Small particles of cementite are obtained at low temperatures of winding hot-rolled strip into a roll, and large ones - at high temperatures, when they have time not only to separate from the solid solution in ferrite, but also to reach large sizes due to coagulation and growth.
The amount of structurally free cementite in steel is determined by scores based on reference samples of microstructures.
In addition to structurally free cementite, there is also tertiary cementite at the boundaries of ferrite grains. It is impossible to prevent its release during the final heat treatment, since for this purpose the sheets for deep drawing must be cooled slowly.
Structurally free cementite is not allowed. Eutectic graphite and ferrite are allowed in the form of separate small inclusions in an amount of no more than 5% of the section area for each inclusion. The casting fracture must have a uniform fine-grained structure with a matte tint.
SE), the free cementite present in it will completely dissolve in austenite and the structure will become homogeneous.
Hypoeutectoid steels do not contain structurally free cementite.
C) Cast irons with structurally free cementite are classified as white cast irons. Ferrite may appear in them as a result of annealing, but such cast iron is not ferritic.
Structurally free cementite is not allowed in low carbon steel. It is formed as a result of slow cooling after rolling or heat treatment and, located along the grain boundaries, sharply reduces the plastic properties. This causes large rejects during cold heading.
Excerpt characterizing Cementite
The people of the Russian army were so exhausted by this continuous movement of forty miles a day that they could not move faster. To understand the degree of exhaustion of the Russian army, you only need to clearly understand the significance of the fact that, having lost no more than five thousand people wounded and killed during the entire movement from Tarutino, without losing hundreds of people as prisoners, the Russian army, which left Tarutino numbering one hundred thousand, came to Red in the number of fifty thousand. The rapid movement of the Russians after the French had just as destructive an effect on the Russian army as the flight of the French. The only difference was that the Russian army moved arbitrarily, without the threat of death that hung over the French army, and that the backward sick of the French remained in the hands of the enemy, the backward Russians remained at home. The main reason for the decrease in Napoleon's army was the speed of movement, and the undoubted proof of this is the corresponding decrease in Russian troops. All of Kutuzov’s activities, as was the case near Tarutin and near Vyazma, were aimed only at ensuring, as far as was in his power, not to stop this movement disastrous for the French (as the Russian generals wanted in St. Petersburg and in the army), but assist him and facilitate the movement of his troops. But, in addition, since the fatigue and huge loss that occurred in the troops due to the speed of movement appeared in the troops, another reason seemed to Kutuzov to slow down the movement of the troops and to wait. The goal of the Russian troops was to follow the French. The path of the French was unknown, and therefore the closer our troops followed on the heels of the French, the greater the distance they covered. Only by following at a certain distance was it possible to cut the zigzags that the French were making along the shortest path. All the skillful maneuvers that the generals proposed were expressed in the movements of troops, in increasing the transitions, and the only reasonable goal was to reduce these transitions. And Kutuzov’s activity was directed towards this goal throughout the entire campaign, from Moscow to Vilna - not by chance, not temporarily, but so consistently that he never betrayed it. Kutuzov knew not with his mind or science, but with his whole Russian being, he knew and felt what every Russian soldier felt, that the French were defeated, that the enemies were fleeing and it was necessary to see them out; but at the same time, he felt, along with the soldiers, the full weight of this campaign, unheard of in its speed and time of year. But to the generals, especially not Russians, who wanted to distinguish themselves, to surprise someone, to take some duke or king prisoner for something - it seemed to the generals now, when every battle was disgusting and meaningless, it seemed to them that now was the time fight and defeat someone. Kutuzov only shrugged his shoulders when, one after another, he was presented with plans for maneuvers with those poorly shod, without sheepskin coats, half-starved soldiers, who in one month, without battles, had melted to half and with whom, under the best conditions of ongoing flight, it was necessary to go to the border the space is larger than that which was traversed.
Pure iron
Cementite © is a carbonized compound of iron and carbon (fe3c). Cementite contains 6.67% carbon. The melting point of cementite is about 1600°C. It has a complex crystal lattice. Iron is the hardest and most brittle component of a carbon alloy. Cementite is unstable; under certain conditions, the reaction Fe3C> 3Fe + C causes the formation and decomposition of free carbon in the form of graphite.
The more cementite in an iron-carbon alloy, the higher the hardness.
Graphite is an allotrope of carbon. Graphite is soft and its strength is very low. Cast iron and graphitized steel are included in the composition in the form of inclusions of various shapes.
The shape of graphite inclusions affects the mechanical and technical properties of the alloy.
Perlite (P) is a mechanical mixture of ferrite and cementite containing 0.8% carbon. It is formed during recrystallization (collapse) of austenite at a temperature of 727°C. this decomposition is called eutectoid, and pearlite-eutectoid. Pearlite has high strength and hardness, which increases the mechanical properties of the alloy.
- Redebrite is a mechanical mixture of austenite and cementite containing 4.3% carbon. It is formed as a result of eutectic transformation at a temperature of 1147 ° C. At a temperature of 727 ° C, austenite turns into pearlite, and after cooling, the red briquette turns into a mixture of pearlite and cementite. Redebrite has high hardness and excellent brittleness. Everything white is part of cast iron.
characteristics
With prolonged annealing or extremely slow cooling, metastable cementite breaks down into iron and graphite. The crystal structure of cementite is relatively complex. There are twelve iron atoms and four carbon atoms in an orthorhombic unit cell, with the carbon atoms surrounded by eight iron atoms in a relatively irregular manner ( trigonal
prismatic double stub
). Cementite is very hard (= 800) and wear-resistant, but brittle, so it is difficult to deform plastically. It has a lower density than iron, and is below its Curie temperature of 215 °C ferromagnetic.
Dependence of the molecular volume of cementite on pressure at room temperature.
Since carbon is one of the possible light components in the iron alloys that make up the cores of planets, the properties of iron-carbon compounds are experimentally studied even at extremely high pressures and/or temperatures. The graph opposite shows molar volume as a function of pressure at room temperature for cementite as a simplified model substance for cohenite.
Needles of primary cementite
Processability is very poor. In practice, cementite cannot be machined (milling, drilling, etc.). It can occur in free form or as part of pearlite or bainite and affect the machinability of this structure. Due to its high hardness, it causes high. See also: Machinability of steel.
Chemical compounds
The main structures that make up iron-carbon alloys:
Ferrite is a solid solution of carbon in α-Fe. At 723°C the maximum carbon content is 0.02%.It will not corrode if there are any impurities.
Cementite is a compound containing iron carbon fe3c-6.67% carbon carbide. The eutectic is an integral part of the mixture and an independent structural component. Due to the substitution of atoms of other metals, a solid solution can be formed, which is unstable and decomposes during heat treatment. Cementite is very hard (HB 800) and brittle.
Austenite is a solid solution of carbon in γ-Fe. Carbon atoms are introduced into the crystal lattice, and the degree of saturation can vary depending on temperature and impurities. It is stable only at high temperatures, and stable even at normal low temperatures - impurities of Mn, Cr. Austenitic hardness HB 170… 220.
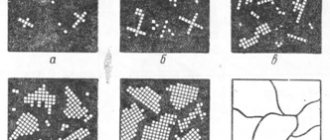
Microstructure:
- a-hypereutectoid steel-ferrite (light area) and pearlite (dark area) at 500X magnification, b-eutectoid steel-perlite (1000'), c-eutectoid steel-interlocking pearlite and cementite (200').)
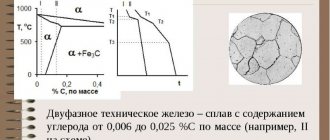
- The solubility of carbon in ferrite decreases from 727% at 0.02°C to 0.005% at room temperature.
Description
The carbon concentration in cementite—6.67% by weight—is the limit for iron-carbon alloys.
Cementite is a metastable phase; the formation of a stable phase—graphite—is difficult in many cases. Cementite has an orthorhombic crystal lattice, is very hard and brittle, and weakly magnetic up to 210 °C. Depending on the conditions of crystallization and subsequent processing, cementite can have different shapes - equiaxed grains, a network along grain boundaries, plates, as well as a Widmanstätt structure.
Cementite in different quantities, depending on the concentration, is present in iron-carbon alloys even at low carbon contents. Formed during the process of crystallization from molten cast iron. In steels it is released when austenite is cooled or martensite is heated. Cementite is a phase and structural component of iron-carbon alloys, an integral part of ledeburite, perlite, sorbite and troostite. Cementite is a representative of the so-called interstitial phases, compounds of transition metals with light metalloids. In the interstitial phases, the proportion of both covalent and metallic bonds is high.
Brinell hardness is more than 800 kg/mm2. Primary cementite crystallizes from a liquid alloy Secondary cementite - from austenite Tertiary cementite - from ferrite
Cementite unstable connection
At a carbon content of 0.8% and a temperature of 727°C, all austenite decomposes and turns into a mechanical mixture of ferrite and cementite-pearlite. Steel containing 0.8% carbon is called eutectoid. Steel containing 0.02-0.8% carbon is called po-eutectoid and 0.8-2.14% carbon-po-eutectoid.
At a temperature corresponding to the PSK line, the austenite remaining in the system alloy decomposes to form pearlite, a mechanical mixture of ferrite and cementite. PSK line is called pearlite conversion line.
At a temperature corresponding to the SE line, austenite is saturated with carbon, and as the temperature decreases, excess carbon (secondary) is released in the form of cementite.
- Vertical DFKL means that the chemical composition of the cementite does not change. Only the shape and size of the crystals change, which significantly affects the properties of the alloy. The largest cementite crystals are formed when they are separated from the liquid during the process of primary crystallization. White cast iron with 4.3% carbon is called eutectic. White cast iron with a carbon content of 2.14-4.3% is called overheated, and 4.3-6.67% is called overheated.
General information about the alloy
A distinctive property of steel is the presence of special alloyed impurities and carbon in the structure. Actually, the hypoeutectoid alloy is determined by the carbon content
Here it is important to distinguish between classical eutectoid and ledeburite steels, which have much in common with the described type of industrial iron. If we consider the structural class of steel, then the hypoeutectoid alloy will be classified as eutectoids, but containing alloyed ferrites and pearlites. The fundamental difference from hypereutectoids is the carbon level below 0.8%
Exceeding this indicator allows steel to be classified as a full-fledged eutectoid. In some ways, the opposite of hypoeutectoid is hypereutectoid steel, which, in addition to pearlite, also contains secondary carbide impurities. Thus, there are two main factors that make it possible to distinguish hypoeutectoid alloys from the general group of eutectoids. Firstly, it is a relatively low carbon content, and secondly, it is a special set of impurities, the basis of which is ferrite
The fundamental difference from hypereutectoids is the level of carbon, which is below 0.8%. Exceeding this indicator allows steel to be classified as a full-fledged eutectoid. In some ways, the opposite of hypoeutectoid is hypereutectoid steel, which, in addition to pearlite, also contains secondary carbide impurities. Thus, there are two main factors that make it possible to distinguish hypoeutectoid alloys from the general group of eutectoids. Firstly, it is a relatively low carbon content, and secondly, it is a special set of impurities, the basis of which is ferrite.
Materials for the production of silicate concrete
The main binder component in silicate concrete is finely ground lime or fluffed lime, which, in combination with aggregates, constitutes the main raw material for the production of silicate concrete. After adding water and subsequent heat treatment in autoclaves, the silicate concrete mixture turns into a durable concrete product.
Lime used for the production of silicate mixtures must meet the following properties:
- average hydration rate;
- moderate exothermic effect;
- the entire fraction must be equally fired;
- MgO less than 5%;
- Lime slaking time: no more than 20 minutes.
Underburning of the lime mass leads to increased consumption of material. Overburning reduces the hydration time of lime, which leads to swelling, cracks on the surface of products, etc.
Lime
Lime used for the production of silicate concrete is usually used in the form of finely ground lime mixtures of the following composition:
- calcareous-siliceous - a combination of lime and quartz sand;
- lime-slag (lime and blast furnace slag);
- lime-ash - fuel oil shale or coal ash and lime;
- lime-expanded clay and other similar components obtained from industrial waste of porous aggregates;
- lime-belite binders obtained by low-temperature firing of a lime-siliceous dry mixture and quartz sand.
The following materials are used as siliceous fillers:
- quartz ground sand;
- metallurgical (blast furnace) slag;
- thermal power plant ash.
Most often, quartz sands of medium and fine fractions are used as fillers, which in their composition should look like this:
- 80% or more silica;
- less than 10% clay inclusions;
- 0.5% or less mica impurities.
Large inclusions of clay in the structure of quartz sand reduce the frost resistance and strength of silicate concrete.
Quartz sand
Finely ground quartz sand has a significant influence on the formation of high performance properties of silicate concrete. Thus, with increasing dispersion of sand particles, the frost resistance, strength and other characteristics of silicate materials increase.
When choosing components for the production of silicate concrete, you need to know the following:
- Binder consumption increases in proportion to the increase in concrete strength.
- A decrease in the consumption of binders in the silicate mixture is observed with an increase in the dispersion of fine quartz sand, and increases with an increase in the molding humidity of the silicate concrete solution.
- The dispersion of ground quartz sand should be 2.5 times lower than the dispersity of ground lime.
Corrosion resistance
Destructive processes in cement stone occur due to the interaction of its components with acids and salts contained in water. Chemical compounds may dissolve in a liquid or crystallize. In any case, they lead to destruction due to the occurrence of internal stress. To protect against corrosion you need:
- approach the choice of cement responsibly;
- reduce the porosity of the material;
- waterproof cement;
- introduce pozzolanic additives into the composition of building materials.
Properties of silicate concrete
The main properties of silicate concrete are represented by the following indicators:
- Water absorption of silicate products, depending on the method of compacting the concrete mixture, is 10–18%.
- The frost resistance of high-strength silicate concrete reaches 100 cycles or more.
- High corrosion resistance - these parameters differ slightly from those of cement concrete.
- Heat resistance.
- Resistance to temperature and atmospheric influences.
- Low cost of production of finished products.
- Durability (up to 70 years).
Grinding degree/grinding
This property determines how long it will take for the cement to harden, and what strength this hardened material will have. It is better to choose fine grinding, since it is in this material that the reaction between cement and water quickly occurs and strength increases. But the finest degree of grinding has the opposite result - the cement’s need for water increases, and sedimentary deformations occur. All this entails a decrease in the strength of cement. In order not to make a mistake, builders recommend that the cement contain both large particles - 80 microns, and small ones - about 40 microns. To save money, you can add ultrafine cement to regular coarse cement. It is enough for the latter to be 15-25%.
Heat treatment General provisions for heat treatment
Heat treatment consists of heating to a certain temperature and subsequent cooling to cause the desired change in the structure of the metal.
The main influencing factors during heat treatment are temperature and time, therefore the mode of any heat treatment can be represented by a graph in coordinates t (temperature) - (time).
The heat treatment mode is characterized by the following main parameters:
— heating temperature tmax, i.e. the maximum temperature to which the alloy was heated during heat treatment;
— holding time of the alloy at heating temperature в;
— heating rate Vheat;
— cooling rate Vcool.
If heating (or cooling) occurs at a constant speed, then in temperature-time coordinates it is characterized by a straight line with a certain, constant angle of inclination.
Heat treatment can be complex, consisting of multiple heatings, intermittent or stepwise heating (cooling), cooling to negative temperatures, etc. Such heat treatment can be depicted in temperature-time coordinates.
Any heat treatment process can be characterized by a temperature-time graph.
Materials for the production of silicate concrete
The main binder component in silicate concrete is finely ground lime or fluffed lime, which, in combination with aggregates, constitutes the main raw material for the production of silicate concrete. After adding water and subsequent heat treatment in autoclaves, the silicate concrete mixture turns into a durable concrete product.
Lime used for the production of silicate mixtures must meet the following properties:
- average hydration rate;
- moderate exothermic effect;
- the entire fraction must be equally fired;
- MgO less than 5%;
- Lime slaking time: no more than 20 minutes.
Underburning of the lime mass leads to increased consumption of material. Overburning reduces the hydration time of lime, which leads to swelling, cracks on the surface of products, etc.
Lime
Lime used for the production of silicate concrete is usually used in the form of finely ground lime mixtures of the following composition:
- calcareous-siliceous - a combination of lime and quartz sand;
- lime-slag (lime and blast furnace slag);
- lime-ash - fuel oil shale or coal ash and lime;
- lime-expanded clay and other similar components obtained from industrial waste of porous aggregates;
- lime-belite binders obtained by low-temperature firing of a lime-siliceous dry mixture and quartz sand.
The following materials are used as siliceous fillers:
- quartz ground sand;
- metallurgical (blast furnace) slag;
- thermal power plant ash.
Most often, quartz sands of medium and fine fractions are used as fillers, which in their composition should look like this:
- 80% or more silica;
- less than 10% clay inclusions;
- 0.5% or less mica impurities.
Large inclusions of clay in the structure of quartz sand reduce the frost resistance and strength of silicate concrete.
Quartz sand
Finely ground quartz sand has a significant influence on the formation of high performance properties of silicate concrete. Thus, with increasing dispersion of sand particles, the frost resistance, strength and other characteristics of silicate materials increase.
When choosing components for the production of silicate concrete, you need to know the following:
- Binder consumption increases in proportion to the increase in concrete strength.
- A decrease in the consumption of binders in the silicate mixture is observed with an increase in the dispersion of fine quartz sand, and increases with an increase in the molding humidity of the silicate concrete solution.
- The dispersion of ground quartz sand should be 2.5 times lower than the dispersity of ground lime.
Primary, secondary and tertiary cementite
According to the method and field of education, it is divided into three main types:
- primary;
- secondary;
- tertiary.
The formation of primary cementite is observed during the crystallization of hypereutectic cast iron. At this moment, elongated crystals form. They form primary carbide. Primary formation can manifest itself in hypoeutectic cast iron in the composition of ledeburite during the crystallization of the melt. Studies have shown that this mixture of iron and carbon is present not only in white cast iron. It can appear in gray cast iron after completion of the so-called graphitization operation.
The process of formation of the secondary type is observed mainly during cooling of austenite. This phenomenon is observed when the temperature drops below 1147 °C. At this temperature, the carbon concentration in austenite decreases. The released carbon atoms enter into new bonds, and cementite is formed, which is called secondary. With a further decrease in temperature to eutectoid, its formation continues. Even at room temperature it is found in perlite. Under these conditions it can be found in hypereutectoid steel. It forms at the boundaries of the granular structure.
The cooling process of ferrite forms what is called tertiary cementite. This species is quite difficult to record, and further monitoring of its formation is being carried out. This problem is associated with the appearance of tertiary cementite in small quantities. Studies of the formation of this fraction have shown that it takes on several forms: plates, veins or in the form of needles. All these elements are formed in ferrite grains. Tertiary formation is quite difficult to obtain because as the percentage of carbon increases, tertiary cementite combines with perlite. As the cooling rate increases, the carbon content is retained in the metal solution and the formation of the tertiary fraction stops. A clear sign of formation is the result of gradual aging of ferrite. In this case, the carbon concentration in the ferrite content changes.
From the above description the following conclusions can be drawn:
- the primary fraction is formed as a result of crystallization of the melt;
- secondary – as a result of sequential cooling of austenite;
- tertiary – after cooling the ferrite.
In different grades of steel and cast iron, primary cementite has a high variability of shape. These can be plates of regular strip shape or needle-shaped formations. During the annealing operation, it can take the form of rounded formations. As a result, it transforms into granular perlite.
Chemical properties
As a chemical compound, cementite has its own physical, chemical and mechanical characteristics. It has a gray crystalline appearance at fracture and is relatively hard with high thermal stability. The main chemical properties of cementite are expressed in the following indicators:
- chemical formula Fe3C;
- decomposition of the structure occurs at temperatures above 1650°C;
- exposed to various acids (especially highly concentrated ones);
- quickly reacts with oxygen.
Based on the existing chemical properties, physical and mechanical properties are formed. The main physical properties include:
- melting point is 1700 °C;
- molecular weight is 179.55 amu;
- The density of cementite is 7.7 g/cm3 at a temperature of 20 °C.
The main mechanical properties include:
- hardness;
- resistance to impact (fragility);
- fracture resistance;
- plastic.
The hardness of this compound reaches high values and is equal to HB 8000 MPa or HRC 70. However, it has sufficient brittleness and low ductility.
Possessing the listed properties, cementite is actively used in the production of cast parts for various purposes. The formation of various types of cementite and its compounds with other forms leads to a change in the characteristics of the resulting steel or cast iron, therefore, to an improvement or decrease in individual consumer properties.
For example, to obtain white cast iron and give it high strength and ductility, they try to convert cementite into graphite. This is achieved during the annealing operation. As the temperature increases, it breaks down into two components: ferrite and graphite.
Depending on the required properties, they try to maintain the required amount of cementite in cast iron. This is especially true for the so-called free fraction of this compound. To reduce its concentration, various methods of chemical and thermal treatment are used. To solve this problem, use a solution of nitric acid in pure alcohol. Structurally free cementite precipitates as a result of boiling a cast iron pig in this solution. In addition, three types of processing are used: annealing, normalizing and hardening.
Technical iron contains tertiary cementite in combination with ferrite. It appears along the ferrite boundary at carbon contents from 0.01% to 0.025%. To improve the quality of steel, they try to reduce the content of free cementite. Its concentration is especially observed in soft steel grades. The content of this mixture and perlite per unit volume has a great influence on the quality of stamping. Excessive presence of tertiary cementite, especially in the form of a long chain or network, leads to the formation of breaks during stamping. Therefore, to obtain good forging steel, they try to reduce the amount of tertiary cementite. The structure of such formations should not exceed the second point on the established scale. The resulting hardness should not exceed HB 50 units.
Phases and structures on the iron-cementite phase diagram
Phase diagrams are plotted in “concentration – temperature” coordinates and provide a visual representation of the phase composition of alloys; structural transformations that occur during heating and cooling; are used to select the temperature during heat treatment, etc. To analyze the transformations occurring in steels and cast irons, the iron-cementite phase diagram is of utmost importance (Fig. 28.1).
Rice. 28.1. Iron-cementite phase diagram
In this diagram, ABCD is the liquidus line; below it crystallization begins. The point with the minimum crystallization (melting) temperature, corresponding to 4.3% C, is called eutectic (from the Latin “low-melting point”), after solidification of the alloy the structure of ledeburite corresponds to it. A similar point at 0.81% C, where the transformation occurs in solid form, is called the eutectoid, and the pearlite structure corresponds to it. AHJECFD – solidus line; At this line, crystallization ends, and below it all the formed phases are solid.
The iron-cementite phase diagram combines 6 structural components, including 4 phases (liquid, ferrite, austenite, cementite) and 2 mechanical mixtures (perlite and ledeburite).
Ferrite
(F) is a solid solution of carbon in α-iron. This is the softest and most flexible structural component. The limiting carbon content in ferrite at 727 °C (point P) is about 0.02%, and at room temperature (point Q) - 0.01%.
Austenite
(A) is a solid solution of carbon in γ-iron. This is a harder and more durable structural component. Exists at temperatures above 727 °C. The limiting carbon content (point E) is 2.14%.
Cementite
(C) - iron carbide - a chemical compound Fe3C (6.67% C) with a complex crystal lattice consisting of a series of octahedra (Fig. 28.2), and is the hardest and most fragile structural component. Based on their origin, they distinguish primary cementite CI - released from the liquid along the CD line, secondary CII - from austenite along the ES line, tertiary CIII - from ferrite along the PQ line.
Perlite
[34] (P) is a mechanical mixture of ferrite and cementite, containing on average 0.81% C. Due to the presence of cementite, it is stronger and harder than ferrite and austenite.
Ledeburite
[35] (L) is a mechanical mixture of ferrite and cementite, containing on average 4.3% C. Due to the larger proportion of cementite, it is harder and more brittle than pearlite.
Other iron carbides
There are other forms of metastable iron carbides that have been found in tempered steel and in the industrial Fischer-Tropsch process. These include epsilon carbide (ε)
, hexagonal close-packed Fe 2–3 C, precipitates in carbon steels with carbon content >0.2%, tempered at 100–200 °C. Non-stoichiometric ε-carbide dissolves above ~200 °C, and Hegg and carbides begin to form cementite.
Hegg's carbide
, monoclinic Fe5C2, precipitates in hardened tool steels tempered at 200–300 °C. It was also found naturally as the mineral Edscottite in the Wedderburn meteorite. Characterization of various iron carbides is not at all a trivial task, and often X-ray diffraction is complemented by Mössbauer spectroscopy.
Materials for the production of silicate concrete
The main binder component in silicate concrete is finely ground lime or fluffed lime, which, in combination with aggregates, constitutes the main raw material for the production of silicate concrete. After adding water and subsequent heat treatment in autoclaves, the silicate concrete mixture turns into a durable concrete product.
Lime used for the production of silicate mixtures must meet the following properties:
- average hydration rate;
- moderate exothermic effect;
- the entire fraction must be equally fired;
- MgO less than 5%;
- Lime slaking time: no more than 20 minutes.
Underburning of the lime mass leads to increased consumption of material. Overburning reduces the hydration time of lime, which leads to swelling, cracks on the surface of products, etc.
Lime
Lime used for the production of silicate concrete is usually used in the form of finely ground lime mixtures of the following composition:
- calcareous-siliceous - a combination of lime and quartz sand;
- lime-slag (lime and blast furnace slag);
- lime-ash - fuel oil shale or coal ash and lime;
- lime-expanded clay and other similar components obtained from industrial waste of porous aggregates;
- lime-belite binders obtained by low-temperature firing of a lime-siliceous dry mixture and quartz sand.
The following materials are used as siliceous fillers:
- quartz ground sand;
- metallurgical (blast furnace) slag;
- thermal power plant ash.
Most often, quartz sands of medium and fine fractions are used as fillers, which in their composition should look like this:
- 80% or more silica;
- less than 10% clay inclusions;
- 0.5% or less mica impurities.
Large inclusions of clay in the structure of quartz sand reduce the frost resistance and strength of silicate concrete.
Quartz sand
Finely ground quartz sand has a significant influence on the formation of high performance properties of silicate concrete. Thus, with increasing dispersion of sand particles, the frost resistance, strength and other characteristics of silicate materials increase.
When choosing components for the production of silicate concrete, you need to know the following:
- Binder consumption increases in proportion to the increase in concrete strength.
- A decrease in the consumption of binders in the silicate mixture is observed with an increase in the dispersion of fine quartz sand, and increases with an increase in the molding humidity of the silicate concrete solution.
- The dispersion of ground quartz sand should be 2.5 times lower than the dispersity of ground lime.
Sources
- https://alit-stroi.ru/tehprocess/svojstva-cementita.html
- https://lfirmal.com/cementit-strukturnaya-sostavlyayushchaya-zhelezouglerodistyh-splavov/
- https://intehstroy-spb.ru/spravochnik/diagramma-sostoyaniya-zhelezo-uglerod.html
- https://armatool.ru/cementit-struktura-svojstva-vidy/
- https://TechnoRama.ru/raboty/svojstva-cementita.html