Какие встречаются?
Что же такое припой и как надо правильно его выбирать — на практике они могут быть мягкими или твёрдыми. Монтаж любой радиоэлектронной аппаратуры происходит с применением легкоплавких вариантов.
Компоненты неизвестного происхождения отличается по следующим признакам:
- Насыщенный блеск среза говорит о высоком присутствии олова.
- Преобладание свинца гарантирует субстанции тускло-серый цвет и матовую поверхность.
- При повышенном содержании свинца изделие становится пластичным, например, проволока сечением в 6 мм без видимого услия сгибается руками.
Иногда для качественной пайки применяется уже готовая смесь — это припой в виде проволоки, а флюс запаян внутри. Производители изготавливают аналогичные субстанции с допуском флюса в пределах 1—3% от общего веса, что благоприятно сказывается на процессе пайки и увеличивает производительность труда, т. к. отпадает необходимость постоянно макать жало паяльника в баночку с флюсом.
По консистенции выпускаются двух видов: мягкий или твердый припой, а по температуре плавления различают обыкновенные и тугоплавкие типы.
Мягкие припои
Для пайки печатных плат, проводов и других работ нужна невысокая температура. Многие радиодетали просто не переносят высоких температур, от перегрева выходят из строя. Не переносит нагрева и изоляция проводов. Поэтому припой для пайки этой категории выбирают из мягких и легкоплавких. Причем, желательно чтобы плавился припой при 200°C или чуть ниже.
Внешне отличить припои для пайка с большим содержанием свинца можно по серому цвету
ПОС: виды. типы, применение
Наиболее распространенный мягкий припой для пайки — ПОС (Припой Оловянно-Свинцовый). Состоит он из олова и свинца в разных пропорциях. Процентный состав отображается в названии — после ПОС идет цифра, в которой указывается процент олова. Например, в ПОС 40 содержится 40% олова. В ПОС 61 — 61%, в ПОС 90 — 90% и т.д.
Килограммовая бухта ПОС 40 — для солидных объемов работ. Выпускается по ГОСТу 21931-76
Для улучшения/изменения характеристик в состав могут вводиться в небольшом количестве добавки. Тип добавки и ее процентное содержание прописывается в конце маркировки припоя. Например, дописка к ПОС 61 Sn61Pb37Ag2 обозначает, что припой состоит из следующих компонентов:
- Sn61 — 61% олово;
- Pb37 — 37% свинец;
- Ag2 — 2% серебро.
Этот припой для пайки хорошо растекается и дает почти зеркальный блеск. Но серебро — недешевая добавка, что и отразится на цене.
ПОС и ПОССу: технические характеристики
Есть одна популярная разновидность ПОС — ПОССу. А обозначает оно «припой оловянно-свинцовый с добавкой сурьмы» (две последние буквы «Су» и обозначают наличие этой добавки в составе). Сурьма повышает прочность пайки, так что такие составы применяют там, где требуется повышенная прочность соединений.
| Марка припоя | Олово Sn в % | Сурьма Sb в % | Медь Cu в % | Серебро Ag в % | Температура плавления солидус/ликвидус | Временное сопротивление разрыву, кгс/мм2 | Применение |
| ПОС-90 | 89-91 | 0,05 | 0,05 | 0,02 | 183/220 | 4,9 | Пищевая посуда и медицинская аппаратура |
| ПОС-61 | 59-61 | 0,05 | 0,05 | 0,03 | 183/190 | 4,3 | Электро-радио приборы |
| ПОС-40 | 39-41 | 0,05 | 0,05 | 0,03 | 183/238 | 3,8 | Электро-радио приборы, оцинкованная сталь |
| ПОС-10 | 9-10 | 0,05 | 0,05 | 0,03 | 268/299 | 3,2 | Лужение контактных дорожек, пайка приборов, реле |
| ПОССу-61-0,5 | 59-61 | 0,05-0,5 | 0,08 | 0,03 | 183/189 | 4,5 | Аппаратура и детали с жесткими требованиями по температуре |
| ПОССу-40-0,5 | 39-41 | 0,05-0,5 | 0,08 | 0,03 | 183/235 | 4,0 | Жесть, обмотки, кабели, монтаж электроэлементов, радиодеталей, медных трубок |
Пару слов насчет характеристик, отраженных в таблице. Температура плавления дана двумя цифрами — солидус и ликвидус. Первая — это начало плавления. При нагреве до этой степени переходят в жидкое состояние самые легкоплавкие компоненты состава. Ликвидус — это температура полного плавления. Именно она нужна при пайке — жало должно быть чуть «горячее». Например, чтобы паять ПОС 61, паяльник надо разогреть до 190°C или около того. Точный нагрев паяльника подбирается экспериментальным путем, так как флюсы, детали, потери тепла отличаются. Но общий принцип одинаков: чуть выше чем точка плавления.
Как отличить, каким припоем выполнена пайка? По степени блеска контактной площадки. Чем больше олова в составе, тем более блестящей получается поверхность. Свинец придает тусклый серый цвет. И это видно невооруженным глазом.
| Марка припоя | Температура плавления солидус/ликвидус | Плотность, г/см3 | Удельное электросопротивление Ом*мм2/м | Временное сопротивление разрыву кгс/мм2 | Относительное удлинение % | Ударная вязкость кгс/см2 | Твердость по Бринеллю, НВ |
| ПОС 90 | 183/220 | 7,6 | 0,120 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183/190 | 8,5 | 0,139 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183/238 | 9,3 | 0,159 | 3,8 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268/299 | 10,8 | 0,200 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183/192 | 8,5 | 0,143 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142/145 | 8,8 | 0,133 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183/189 | 8,5 | 0,140 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183/216 | 8,9 | 0,149 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183/235 | 9,3 | 0,169 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183/245 | 9,5 | 0,172 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183/255 | 8,7 | 0,179 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183/266 | 10,0 | 0,182 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183/277 | 10,2 | 0,198 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234/240 | 7,3 | 0,145 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185/229 | 9,2 | 0,172 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185/243 | 9,4 | 0,179 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185/250 | 9,6 | 0,182 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185/260 | 9,8 | 0,185 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186/270 | 10,1 | 0,206 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184/275 | 10,3 | 0,208 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268/285 | 10,7 | 0,208 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240/290 | 10,5 | 0,207 | 4,0 | 43 | 1,,7 | 12,8 |
| ПОССу 5-1 | 275/308 | 10,2 | 0,200 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244/270 | 10,7 | 0,208 | 6,5 | 15 | 0,8 | 17,3 |
В этой таблице собраны припои на основе олова, которые можно встретить в магазинах. Как видим, самый легкоплавкий — ПОСК 50-18 — плавится при 145°C. Самый прочный и жесткий — ПОССу 4-6, самый «тягучий» — ПОССу 50-0,5, чуть менее растяжимый ПОС 40.
Легкоплавкие припои
Некоторые компоненты нагревать до температуры выше 100°C противопоказано. Другие едва переносят нагрев до 80°C, есть и еще более «нежные». Для таких применяют особо легкоплавкие виды припоев. Это сплав Розе (плавится при 94°C), Вуда (60,5°C), Д’арсенваля (79°) и некоторые другие.
| Название или марка припоя | Висмут Bi, в % | Свинец Pb в % | Олово Sn в % | Кадмий Cd в % | Температура плавления |
| Припой Вуда | 50 | 25 | 12,5 | 12,5 | 60,5 |
| Припой Розе | 50 | 25 | 25 | — | 94 |
| Припой д’Арсенваля | 45,3 | 45,1 | 9,6 | — | 79 |
| Припой Липовицы | 50 | 26,67 | 13,33 | 10 | — |
| ПОСВ 33 | 33,3 | 33,4 | — | — | 130 |
| ПОСК 50-18 | 32 | 49,8 | 18,2 | 145 |
Самая высокая температура плавления из этой группы у ПОСК 50-18. Он содержит много кадмия (буква К в маркировке именно об этом и говорит), что делает его токсичным. Его можно использовать только при хорошей вытяжке. Чуть меньше нагревается ПОСВ-33. Это олово, свинец и висмут в равных долях. Температура плавления — 130°C. Оба этих состава применяют для лужения дорожек печатных плат, пайки чувствительных к перегреву компонентов.
Для монтажа/демонтажа SMD-компонентов применяют припой Вуда и Розе. Они плавятся при температуре ниже 95°C. Применяют их и для лужения дорожек, но стоимость этих составов высока.
Основные свойства
Смачиваемость пайки
Такой термин означает сцепление молекул жидкого расплава с твёрдой поверхностью, от степени которой зависит текучесть пайки. Для хорошей пайки жидкий припой качественно смачивает поверхность, где происходит пайка, а граница его образует острый угол.
Высохший флюс удаляется только при помощи механической зачистки, потому что появился дополнительный сплав. Если капля расплавленного вещества образует тупой угол с поверхностью, то это указывает на неудовлетворительное качество смачивания, которому противодействуют загрязнения, жировые пятна или оксидная плёнка металла.
Варианты смачиваемости поверхности пайки расплавленным флюсом.
Температура плавления
Основной критерий выбора качественных сплавов заключается в том, что они должны приходить в жидкое состояние раньше, чем соединяемые структуры, при этом температура плавления припоя существенно отличается от аналогичного показателя другого вида, например, имеющего в составе примеси свинца.
Наличие разных примесей влияет на способность плавиться при одинаковой температуре, например, ПОС-40 расплавляется при достижении 238 0С, но встречаются тугоплавкие припои и для их плавления применяются специальные приспособления.
Иностранные марки
Существуют и составы иностранного производства. Маркируются они по-разному, но в марке можно определить состав сплава. В качестве примера можно привести сплав Sb62Pb36Ag2, производимый американской .
В его составе 62% олова, 36% свинца и 2% серебра. Серебро в состав очень часто добавляют, чтобы увеличить текучесть после того, как припой расплавился.
Еще одним примером можно назвать продукт, производимый канадской . Маркировка его SN62/36/2 NC. Это материал в виде пасты и из маркировки следует, что состав его: 62% олова, 36% свинца, 2% серебра. NC (No Clean – безотмывочный) означает, что шарики припоя находятся внутри геля из флюса.
Низкотемпературные варианты
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 0C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 0C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 0С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Преимущественные области применения мягких и полутвердых припоев:
О2
— лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса H, лужение ответственных неподвижных контактов, в том числе содержащих цинк;
ПОС90
— лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры;
ПОС61
— лужение и пайка электрои радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев;
ПОС40
— лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
ПОС10
— лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле;
ПОСК50-18
— пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем;
ПОС61М
— пайка пищевой посуды, медицинской аппаратуры, электрои радиоаппаратуры, печатных плат, деталей, чувствительных к перегреву;
ПОССу61-0,5
— лужение и пайка электроаппаратуры, пайка печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре;
ПОССу50-0,5
— лужение и пайка авиационных радиаторов;
ПОССу40-0,5
— лужение и пайка жести, обмоток электрических машин, для пайки монтажных элементов моточных и кабельных изделий;
ПОССу35-0,5
— лужение и пайка свинцовых кабельных оболочек;
ПОССу30-0,5
–лужение и пайка листового цинка, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, радиаторов, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С;
ПОССу25-0,5
— лужение и пайка радиаторов;
ПОССу18-0,5
— лужение и пайка трубок теплообменников, электроламп;
ПОССу95-5
;
ПСр3Кд
— горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения. Пайка трубопроводов и различных деталей электрооборудования.
ПОССу40-2
— припой широкого назначения;
ПОССу30-2
— лужение и пайка в холодильном аппаратостроении, электроламповом производстве;
ПОССу18-2, ПОССу15-2, ПОССу10-2
— пайка в автомобилестроении;
ПОССу8-3
— лужение и пайка в электроламповом производстве;
ПОССу5-1
— лужение и пайка деталей, работающих при повышенных температурах;
ПОССу4-6
— пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди;
ПОССу4
—
4
— лужение и пайка в автомобилестроении;
ПОСК2-18
— лужение и пайка металлизированных керамических деталей;
ПОСИ30
;
ПСр3И
— пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладает высокой жидкотекучестью и обеспечивает хорошее сцепление спаиваемых поверхностей.
Параметры мягких припоев с низкой температурой плавления приведены в табл. 3.3.
Таблица 3.3
Мягкие припои (сплавы) с низкой температурой плавления
| сплав | химический состав, % | температура плавления, °с | ||||||
| олово | свинец | кадмий | висмут | серебро | индий | солидус | ликвидус | |
| Вуда | 12–13 | 24,5–25,6 | 12–13 | 49–51 | – | – | 66 | 70 |
| Розе | 24,5–25,5 | 24,5–25,6 | – | 49–51 | – | – | 90 | 92 |
| Д’Арсе | 9,6 | 45,1 | – | 45,3 | – | – | – | 79 |
| Липовица с индием | 11,8 | 22,2 | 8,5 | 42 | – | 15,5 | – | 48 |
Примечание. Применяются в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя.
Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев приведены в табл. 3.4.
Таблица 3.4
Химический состав и физико-механические свойства твердых серебряных и медно-фосфорных припоев
| Марка припоя | химический состав, % | плотность, кг/м3 | температура кристаллизации,°с | предел прочности при растяжении, Мпа | ||||
| серебро | Медь | цинк | фосфор | начало | конец | |||
| ПСр72 | 72±0,5 | 28±0,5 | – | – | 9900 | 779 | 779 | – |
| ПСр50 | 50±0,5 | 50±0,5 | – | – | 9300 | 850 | 779 | – |
| ПСр45 | 45±0,5 | 30±0,5 | 25+1 –1,5 | – | 9100 | 725 | 660 | 300 |
| ПСр25 | 25±0,3 | 40±1 | 35±2,5 | – | 8700 | 775 | 745 | 280 |
| ПСр71 | 71±0,5 | 28±0,7 | – | 1 ±0,2 | 9800 | 795 | 750 | – |
| ПСр25ф | 25±0,5 | 70±1 | – | 5±0,5 | 8500 | 710 | 650 | – |
| ПСр15 | 15±0,5 | 80,2±1 | – | 4,8+0,2/–0,3 | 8300 | 810 | 635 | – |
| ПМФ7 (МФЗ) | – | Остальное | – | 7–8,5 | – | 860 | 710 | – |
Параметры медно-цинковых и медно-никелевых твердых припоев приведены в табл. 3.5.
Таблица 3.5
Медно-цинковые и медно-никелевые твердые припои
| Марка припоя | химический состав, % | физические свойства | |||||||||
| Медь | никель | железо | кремний | Бор | цинк | олово | температура кристаллизации, °с | плотность, кг/м3 | предел прочности при растяжении, Мпа | ||
| солидус | ликвидус | ||||||||||
| Л63 | 62–65 | – | – | – | – | Остальное | – | 900 | 905 | 8500 | 310 |
| ЛОК59-0,1-0,3 | 60,5– 63,5 | – | – | 0,2–0,4 | – | Остальное | 0,7–1,1 | 890 | 905 | 8200 | – |
| ПЖЛ500 | Остальное | 27–30 | 41,5 | 1,5–2 | 0,2 | – | – | 1080 | 1120 | 8630 | 600 |
Параметры серебряных припоев с пониженной температурой плавления приведены в табл. 3.6.
Таблица 3.6
Серебряные припои с пониженной температурой плавления
| Марка припоя | химический состав, % | плотность, кг/м3 | температура кристаллизации, °с | ||||||
| серебро | Медь | цинк | кадмий | олово | никель | начало | конец | ||
| ПСр50Кд | 50±0,5 | 16±1 | 16±2 | 18±1 | – | – | 9300 | 650 | 635 |
| ПСр40 | 40±1 | 16,7+0,7/–0,4 | 17+0,8/–0,4 | 26+0,5/ –1 | – | 0,3±0,2 | 8400 | 605 | 595 |
| ПСр62 | 62±0,5 | 28±1 | – | – | 10±1,5 | – | 9700 | 700 | 660 |
Преимущественные области применения твердых припоев приведены в табл. 3.7.
Таблица 3.7
Преимущественные области применения твердых припоев
| Марка припоя | область применения |
| ПСр72; ПСр50 | Пайка металлокерамических контактов и различных ответственных токоведущих соединений, подвергающихся изгибающим и ударным нагрузкам |
| ПСр45 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей. Пайка короткозамкнутых обмоток роторов и демпферных обмоток высоконагруженных электрических машин. Припой обеспечивает высокую плотность и прочность паяных швов |
| ПСр25 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей, заменяет припой ПСр45 при выполнении менее ответственных соединений |
| ПСр71 | Пайка деталей аналогично припою ПСр72, но где требуется большая жидкотекучесть |
| ПСр25ф; ПСр15; ПМФ7 | Пайка меди и ее сплавов, в том числе различных токоведущих частей машин и аппаратов, не испытывающих ударных и изгибающих нагрузок |
| Л63; ЛОК59-0,1-0,3 | Пайка меди и чугуна. Паяные соединения обладают высокой прочностью и хорошо работают в условиях ударных и изгибающих нагрузок |
| ПЖЛ500 | Пайка соединений, работающих при температурах до 600 °С |
Параметры медно-фосфорных припоев приведены в табл. 3.8.
Таблица 3.8
Медно-фосфорные припои
| Марка припоя | химический состав, % | температура плавления, °с | |
| Медь | фосфор | ||
| ПФМ-1 | 90,0–91,5 | 8,5–10 | 725–850 |
| ПФМ-2 | 92,5 | 7,5 | 710–715 |
| ПФМ-3 | 91,5–93,0 | 7,0–8,5 | 725–860 |
| ПМФ7 (МФ3) | Остальное | 7,0–8,5 | 710–860 |
Примечание. Для медно-фосфорных и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью.
Параметры припоев для пайки алюминия приведены в табл. 3.9, 3.10.
Таблица 3.9
Химический состав и физические свойства припоев для пайки алюминия
| Марка припоя | химический состав, % | температура плавления, °с | предел механической прочности при растяжении, Мпа | |||||
| алюминий | Медь | олово | цинк | кадмий | кремний | |||
| Кадмиевый | – | – | 36 | 40 | 24 | – | – | 85 |
| АВИА-1 | – | – | 55 | 25 | 20 | – | 20 | – |
| АВИА-2 | 15 | – | 40 | 25 | 20 | – | 250 | – |
| ВПТ-4 | 55 | – | – | 40 | – | 5 | 410 | – |
| 34-А | 66 | 28 | – | – | – | 6 | 545 | 180 |
| 35-А | 72 | 2,1 | – | – | – | 7 | 540 | 140 |
| А | – | 2,0–1,5 | 40 | 58,5 | – | – | 425 | 80 |
| В | 12 | 8 | 80 | – | – | 410 | 185 | |
| ЦО-12 | – | – | 12 | 88 | – | – | 500–550 | – |
| ЦА-15 | 15 | – | – | 85 | – | – | 550–600 | – |
Таблица 3.10
Другие припои для пайки алюминия
| Марка припоя | химический состав, % | температура полного расплавления, °с | температура пайки, °с | плотность, кг/м3 | ||||
| олово о1 | цинк | кадмий | алюминий а7 | Медь М0 | ||||
| П250А | 79–81 | 19–21 | – | – | 0,15 | 250 | 300 | 7300 |
| П300А | – | 50–61 | 39–41 | – | 0,045 | 310 | 360 | 7730 |
| П300Б | – | 80 | – | 8 | 0,5 | 410 | 700–750 | – |
Преимущественные области применения припоев для пайки алюминия П250А, П300А и П300Б приведены в табл. 3.11.
Таблица 3.11
Преимущественные области применения припоев для пайки алюминия
| Марка припоя | область применения |
| П250А | Лужение концов алюминиевых проводов, а также пайка погружением алюминиевых проводов с алюминиевыми и медными наконечниками |
| П300А | То же, пайка соединений с повышенной коррозионной стойкостью |
| П300Б | Пайка заливкой алюминиевых проводов с алюминиевыми и медными деталями |
Марки мягкого вида
Припой для пайки из этой категории применяется с уже готовым флюсом, находящимся внутри проволоки, поэтому расплавление происходит одновременно. Большое распространение получило изделие с названием Третник, потому что в нём содержится треть свинца от общей величины состава. Олово, входящее в состав сплава для пайки, отличается чистой в плане экологии, поэтому разрешается применение этого вида в пищевой промышленности.
Мягкие виды припоев применяются для пайки деталей, боящихся перегрева, например: транзисторов или предохранителей. Сплав ВУДА из-за токсичности применяется в ограниченных сферах человеческой деятельности.
Отечественные сплавы маркируются аббревиатурой ПОС, но при наличии других веществ в конце добавляется буква, соответствующая названию, например, ПОСВ-33 — этот припой содержит равные части олова, свинца и висмута.
Основные технические параметры
Материалы для пайки разделяют по таким параметрам:
- Проводимость, например, припои с содержанием алюминия обладают лучшими аналогичными значениями, нежели с маркировкой ПОС.
- Прочность на усилие растяжения, единица измерения кг/мм. Этот параметр напрямую зависит от процентного содержания олова.
- Температура плавления, которая зависит химического состава.
Таблица зависимости температуры и применения от химического состава припоя.
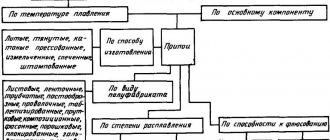
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:
- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;
Рис. 1. Самофлюсующиеся и с подачей флюса
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;
Форма выпуска припоя
- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм2. Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.
Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретом
Однако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;
Рис. 4. Размешивается до однородной смеси
- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Флюс
В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Популярные составы
Существуют три основных категории:
- Светлого цвета канифоль применяют при соединении меди и других мягких цветных металлов; спиртовой раствор с концентрацией один к пяти применяют в труднодоступном месте спайки; а смесь глицерина и канифоли применяют для герметичной пайки.
- Флюсы, включающие спирт, вазелин или хлористый цинк, используются для прочного соединения цветных и драгоценных металлов. Применение пасты оправдано тем, что её удобнее наносить в требуемом количестве на изделие.
- Кислотно активные вещества производятся в жидком виде, например, ортофосфорная кислота, имеющая плотность 1,7.
Хранить жидкие флюсы надо в герметически закрывающихся ёмкостях, для исключения испарения.
Пастообразные
Большое распространение получила паста Тиноль, которая применяется для пайки разных изделий в труднодоступных местах. Наносится лопаткой, с последующим активным нагреванием паяльником или другим, более мощным электрическим инструментом. Часто используется неопытными исполнителями, у которых нет навыков в работе с оловом и канифолью.
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Использование ПОС
Первооткрыватели этого сплава были приятно удивлены, что он превращается в расплавленное состояние при меньшей температуре, а эвтектическая смесь способна играть роль растворителя для добавленного металла. Так и были разработаны самые первые марки припоев ПОС.
Свинцовые варианты
Такие смеси с содержанием свинца, отличаются мягкостью, быстрым расплавлением и лёгкой обработкой, поэтому получили название свинецсодержащие припои. Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.
Специальные припои и пасты для пайки фитингов труб
Для пайки фитингов используются припои с содержанием серебра. Это особенно важно при монтаже трубопроводов для подачи питьевой воды. Универсальные составы предназначены для работы с медью, латунью и бронзой.
Разогреваются они с помощью газовых горелок. Температура плавления у мягких составов — 230-250 C°. У специальных твердых может достигать 710 °C и выше. Такие используются для пайки трубопроводов, в том числе собранных без фитингов, по которым движется разогретый теплоноситель. Твердый припой также применяется в гидравлических системах, эксплуатируемых при высоких температурах и повышенных механических нагрузках.
Эффективная пайка фитингов труб достигается использованием твердых и мягких припоев с флюсами и пастами от одного производителя. Широкая линейка есть у бренда ROTHENBERGER, товары которого представлены в каталоге интернет-магазине Тул Импэкс.
При работе с мягким припоем Ротенбергер 1S используется паста РОСОЛ 1S. А с твердым составом номер 3 — паста ROSOL 3.
В ассортименте компании есть специализированные твердые составы для капиллярно-щелевой пайки труб. Например, Ролот S 2.
Без содержания свинца
Бессвинцовый припой не должен содержать вредного металла и считается экологически чистым, не причиняющим вреда окружающей среде и исполнителям работ по пайке. Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
В. И. Блинов, образование ПТУ, специальность сварщик шестого разряда, допуск от НАКС к НГДО и ГО, опыт работы с 2004 года: «При отсутствии подходящего по всем параметрам варианта, во время пайки используйте марку ПСР-45, в которой содержание вредного свинца минимальное и составляет не более 0,5% от общего веса».
Общее разделение
Припои разделяются на две группы. Это мягкие и твердые.
Мягкие имеют температуру плавления до 300 °C. Такими припоями паяют радиодетали, и к ним можно отнести оловянно свинцовые и бессвинцовые материалы. Основной рабочий инструмент с такими материалами это паяльники до 50 Вт и паяльные фены.
Твердые плавятся свыше 300 °C. Это прочные материалы с высоким пределом прочности по сравнению с мягкими.
К ним относятся медно-цинковые и серебряные. С такими припоями можно работать только с мощными паяльниками, паяльными лампами или горелками.
В данной статье будут подробно описаны мягкие припои, которые используются для радиодеталей и ремонта техники.
Колофонская смола
Именно так называется общеизвестная канифоль — аморфное вещество с характерным изломом и стеклянным блеском сколов. Кроме того, что она обладает природным свойством диэлектрика, известны и такие особенности:
- хорошо растворяется в бензине, спирте, эфире и ацетоне, но остаётся безразличной к воздействию воды;
- температура плавления варьируется в пределах 50—70 градусов, но иногда повышается до 130 0C;
- в химическом составе присутствует до 90% смоляных кислот, основой является абиетиновая кислота;
- легко разрушается при незначительном механическом воздействии.
Цвет изменяется от светло-жёлтого до тёмно-бурого оттенков, что зависит от степени очистки и указывает на количество посторонних примесей. Отличные электроизоляционные свойства принадлежат смоле с лимонным окрасом.
Чем заменить флюс
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
- канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
- живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
- таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.
- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.
Выбор припоя для пайки
Выбор припоя производят в зависимости от таких факторов:
- соединяемых металлов или сплавов
- способа пайки
- температурных ограничений
- размера деталей
- требуемой механической прочности
- коррозийной стойкости и др.
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов. В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).