Rosin for soldering certainly takes a worthy place among the home craftsman's tools. At all times, no matter the development of the service or its complete absence, there are people with bright heads and skillful hands, who love and know how to do many things on their own. A prominent place in the processes of application of skill is given to soldering during the installation and repair of electronic circuits, low-current electrical contacts and other work on creating permanent connections that do not require high strength.
What is rosin
Rosin (full name colophon resin) is a glassy solid similar to amber, which is obtained from the resins of coniferous trees purified in a special way.
It is absolutely insoluble in water, but easily soluble in alcohol, acetone, and gasoline. In addition to the main name, words are added to it by which you can understand how it was obtained: pine (harpius), tallow, extraction, etc. The softening and melting temperature of rosin (from 50 to 130 °C) depends on the method of production, raw materials and chemical additives in the composition.
Rosin got its name from the ancient city of Kolophon, where “resin for bows” was produced and sold in large quantities. There was no talk of using rosin for soldering; at that time there was neither such a process nor parts requiring such a connection. Rosin was actively used in a variety of everyday situations. It was used to lubricate bow arrows and musical instrument bows. They filled the gaps between the boards and impregnated the hulls of ships, and used them in the manufacture of lubricants.
Properties
Knowing the properties of the material for soldering, you can accurately determine under what conditions it is used:
- Does not wash off with plain water. To remove rosin residues, you need to use gasoline, alcohol-containing compounds or acetone.
- The softening temperature of the resinous material starts at 50 degrees. In rare formulations, this parameter can start from 130 degrees Celsius.
- The main component of rosin is abietic acid. This resin substance occupies 90% of the total composition.
- Boiling point - from 250 degrees.
- A brittle material that is easily destroyed by impact or strong movement.
By the color of rosin you can determine the quality of the finished material. If the shade is bright and saturated, the cleaning was not carried out according to the rules and foreign impurities remained in the composition. They have a detrimental effect on the properties and characteristics of rosin. The high-quality composition has a lemon tint.
Methods of obtaining
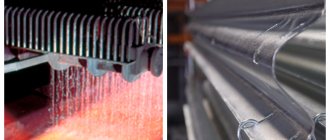
Resin on wood
There are three methods for obtaining rosin:
- Extraction. The wood is crushed and soaked in a solvent. This way the resin extract is released.
- Distillation of tall oil. This oil is a waste product generated during paper production.
- The most common method is to obtain rosin from resin. Softwood sap is processed using uniform heating. During the thermal process, moisture and turpentine will evaporate. Solid pieces of rosin remain in the container. Then they undergo a chemical cleaning process and go on sale.
Depending on the method of obtaining the finished material, its name also changes.
Rosin solubility
Ready-made rosin dissolves well in most chemically active solvents. This list includes gasoline, ether, acetone, and alcohols. At the same time, solid rosin does not react in any way to water.
Melting temperature
Rosin is excellent for soldering due to its low melting point. The exact value of a particular grade depends on the source and method of its preparation, but average figures indicate a range of 50-70 degrees. The indicator may be higher, but it does not exceed the melting point of any solder.
Main purpose of application
Most conductors are susceptible to oxidation, and fatty particles are quickly deposited on their surface. This greatly complicates the soldering process and degrades the quality of the connection. Being a chemically active acidic substance, rosin, when heated, cleans the surface of oxide film and foreign substances.
Composition of rosin
How does rosin work? It has excellent activity when adding chemicals.
Esters from rosin
This is possible due to the fact that it contains rosin acid, which makes it possible for its widespread use. It is widely used to obtain a wide variety of derivatives. We are talking about resinates, substances such as ether, condensate products, and so on. They are called prepared resins. They can be characterized from a chemical point of view as a series of compounds formed during the interaction of resin acid and other substances that are included in the product in question.
Here's how to make one of the substances in rosin, which is used in the paint and varnish industry. To do this, it is necessary to melt the rosin to two hundred or even two hundred and ten degrees Celsius, which is placed in an esterifier. A reduced pressure is created there. Glycerin is gradually introduced into the mass. The main thing is to keep the proportion correctly.
That is, you need to use one hundred parts of rosin for every ten or twelve parts of glycerin. The temperature should be raised to two hundred and eighty degrees. Such a high temperature should last up to one and a half or even two hours. While the mass is infusing. After this, it is raised even higher, to three hundred and five degrees, to get rid of glycerin. This is how this type of rosin is obtained.
But it is important to remember that heating to three hundred and five degrees is labor-intensive, because it causes an increase in essential oils containing acid, since its disintegration is possible, at least incompletely.
Where else can resin be used?
This resin is used not only as a flux for soldering. It is also used for many other purposes:
- in the production of various varnishes and paints;
- as one of the materials used in the manufacture of plastics;
- when processing strings and bows for musical instruments;
- for rubbing the soles of ballet shoes;
- to create a smoke screen effect and other effects in the film industry.
What it is
Rosin got its name from the ancient Greek city of Colophon, where at one time musicians used a special resin to make musical instruments. Rosin is a resin that is partially contained in pine resin. To obtain the desired substance, 25% of the substances (turpentine and other volatile components) were evaporated from the resin.
What does the substance look like?
According to the standard, rosin is used for soldering, since the substance is a binder when bonding mechanical damage to metal boards, wires and transitions. Due to its rich chemical composition and physical properties, rosin has other uses.
Varieties
Pine rosin can be divided into three types depending on its production. This changes the properties and characteristics of the soldering material:
- Zhivichnaya. The juice is extracted from the trees, from which crude rosin is released through heat treatment. Cleaned with chemicals. In the production of this type of material, pine sap is used. This makes rosin cheaper. The finished composition does not contain fatty acids.
- Talovaya. The starting material for producing melted rosin is sulfate soap. It is released during the paper production process. The highest category varieties resemble gum rosin in composition and properties.
- Extraction. This material is isolated using a solvent containing crushed wood. Visually darker than other varieties of rosin. The composition contains about 12% fatty acids. The material softens at a temperature of 58–60 degrees Celsius. To improve the characteristics of the extraction rosin, a chemical clarification process is carried out.
Depending on the type of material, the price also changes. Gum rosin is considered the best among other soldering compounds.
Preparing the soldering iron for use
In everyday life, “ordinary” electric soldering irons are used. There are those that operate from 220 V, there are from 380 V, there are from 12 V. The latter are characterized by low power. They are used mainly in enterprises in areas with increased danger. They can also be used for domestic purposes, but they heat up slowly, and the power is not enough...
You need to choose the one that fits comfortably in your hand
Power selection
The power of the soldering iron is selected depending on the nature of the work:
- For working with electronic elements - 40-60 W.
- With a thickness of soldered parts up to 1 mm - 80-100 W.
- Thick-walled elements - with a wall of 2 mm - require power of 100 W and above.
Soldering irons come in different capacities and operate on different voltages.
In a household, it is enough to have two soldering irons - one low-power one - 40-60 W, and one “medium” one - about 100 W. With their help, it will be possible to cover about 85-95% of needs. But it is still better to entrust the soldering of thick-walled parts to a professional - this requires specific experience.
Preparing for work
When the soldering iron is plugged in for the first time, it often starts to smoke. This burns out the lubricants that were used in the production process. When the smoke stops coming out, turn off the soldering iron and wait until it cools down. Next you need to sharpen the tip.
First you need to burn off the grease
Sharpening the tip
Next, you need to prepare the tip for work. It is a cylindrical rod made of copper alloy. It is fixed using a clamping screw, which is located at the very end of the heat chamber. In more expensive models, the tip may be slightly sharpened, but basically there is no sharpening.
How to prepare a soldering iron for use
We will change the very tip of the sting. You can use a hammer (flatten the copper as you need), a file or emery (just grind off the unnecessary). The shape of the tip is chosen depending on the intended type of work. It can be:
- Flatten it into a spatula (like a screwdriver) or make it flat on one side (angled sharpening). This type of sharpening is needed if massive parts will be soldered. This sharpening increases the contact surface and improves heat transfer.
- You can grind the edge of the tip into a sharp cone (pyramid) if you plan to work with small parts (thin wires, electrical parts). This makes it easier to control the degree of heating.
- The same cone, but not so sharp, is suitable for working with conductors of larger diameter.
Sharpening with a “spatula” is considered more universal. If it is formed with a hammer, the copper will be compacted and the tip will need to be adjusted less often. The width of the “shovel” can be made larger or smaller by trimming it on the sides with a file or emery. With this type of sharpening you can work with thin and medium-sized parts to be soldered (rotate the tip to the desired position).
Soldering iron tinning
If the soldering iron tip does not have a protective coating, it must be tinned - covered with a thin layer of tin. This will protect it from corrosion and rapid wear. This is done the first time you turn on the instrument, when the smoke has ceased to be emitted.
The first method of tinning a soldering iron tip:
- bring to operating temperature;
- touch the rosin;
- melt the solder and rub it along the entire tip (you can use a wooden sliver).
Second way. Moisten a rag with a solution of zinc chloride and rub the heated tip on the rag. Melt the solder and rub it with a piece of table rock salt over the entire surface of the tip. In any case, the copper should be covered with a thin layer of tin.
What is rosin used for?
Not many people know why rosin is used for soldering. To answer this question, you need to understand that this is a resinous substance that is a flux. When connecting parts with a soldering iron, an oxide film forms on the surface being processed. It prevents the solder from joining the parts. To remove this film, you need to use flux or rosin. The resinous substance effectively copes with this task at temperatures above 150 degrees.
Rosin is used in soldering to improve connection parameters. It will help cope with problems associated with insufficient solder fluidity. It can slowly fill the joint and reduce the strength of the joint. The resinous substance is used mainly for home renovation work. The production uses serious compounds with enhanced characteristics and properties.
Resin can be used not only for soldering radio components and wires. Varnishes and paints are made on its basis. It is one of the components in the manufacture of plastics. It is used to process strings on musical instruments. In the film industry, rosin is used to create effects.
Why is it needed?
The main reasons for the failure of household electrical appliances, drive equipment and tools are non-working boards, burnt capacitors and other elements that require replacement, the installation of which is carried out by soldering. Having certain skills in working with a soldering iron, every craftsman can repair electrical equipment on his own.
When metal melts, oxidation occurs. Non-ferrous metals react much more actively with oxygen when hot, forming oxides that worsen the connection. To remove the oxide film during soldering, fluxes are used; they are applied to the surfaces of the parts being soldered; they are necessary to protect against the effects of air components; they reduce the surface tension of the solder when coating the parts.
What exactly is rosin used for when soldering? Only as a flux. The environmentally friendly substance is characterized by a number of advantages:
- does not form harmful fumes when heated;
- does not impair the electrical conductivity of the solder;
- improves the strength of connections;
- prevents the spreading of liquid metals;
- used when connecting low-melting contacts.
Advantages and disadvantages
Rosin for soldering has strengths and weaknesses. Advantages:
- Does not conduct electricity.
- It is an accessible and inexpensive material for soldering. This is due to the fact that the materials for making rosin are distributed all over the world.
- Effectively removes oxide film from the surface of the processed material.
- It does not dissolve in water and therefore the liquid cannot wash away the resinous layer.
- Retains its characteristics at negative temperatures.
- Safe for the human body. The resinous material does not emit harmful fumes and does not require the use of additional protective equipment.
Flaws:
- For a resin-based composition to show its effectiveness, you must be able to work with it. It is recommended to practice on non-working parts or mechanisms.
- Rosin is not effective when working with large parts.
- A fragile material that must be transported and stored carefully.
Safe for the human body
Soldering technology
Almost everyone now uses electric soldering irons. Those whose work involves soldering prefer to have a soldering station, “hobbyists” prefer to make do with ordinary soldering irons without regulators. Having several soldering irons of different power is enough for different types of work.
To figure out how to solder correctly with a soldering iron, you need to have a good understanding of the process in general, then delve into the nuances. Therefore, let's start with a brief description of the sequence of actions.
Soldering involves a sequence of repeated actions. We will talk about soldering wires or radio parts. These are the ones you encounter more often on the farm. The actions are:
- Preparing parts for soldering.
- Flux treatment or tinning.
- Warming up the parts to be soldered to the required temperatures.
- Adding solder to the soldering area.
Correct soldering with a soldering iron
This completes the soldering. It is necessary to cool the solder and check the quality of the connection. If everything is done correctly, the soldering area will have a bright shine. If the solder appears dull and porous, this is a sign of insufficient temperature during soldering. The soldering itself is called “cold” and does not provide the required electrical contact. It is easily destroyed - just pull the wires in different directions or even pick it up with something.
The soldering area may also be charred - this is a sign of the opposite error - too high a temperature. In the case of wires, this is often accompanied by melting of the insulation. However, electrical parameters are normal. But, if the conductors are soldered when installing the wiring, it is better to redo it.
Soldering wires
connecting wires by soldering: an example of high-quality work
Soldering wires is carried out in several operations, and they depend on their type and insulation. In addition, we are only talking about copper or brass conductors; if they are aluminum, then a soldering iron will not help us (although this can be done with special fluxes) - they are connected with twists or special clamps.
The thickness does not affect the sequence of operations; soldering a thick wire is no different, except that if the diameter is excessively large, it will not warm up. In this case, you just need to take a more powerful soldering iron.
Attention! According to the current operating rules for electrical installations (PEU) and GOST, soldering of copper wires on power, grounding and neutral lines of electrical equipment is prohibited. In an emergency, they can become very hot and the solder will drain. Special clamps are used for connection.
If we solder single-core wires without insulation, we need:
- Remove oxides from the surface - we do this with sandpaper, a fine file or just a knife. You can also pull the wire between the jaws of the nippers several times, turning to clean the entire surface but without squeezing the handles too hard so as not to bite. We do not clean the entire wire, but only the section that we will connect.
- Cover the surface with flux - heat the wire, pressing it against the rosin, it should be completely covered with it. You can also apply liquid flux with a brush.
- Tin - take a little (no need to be greedy) solder on the tip (it should not be a drop, but a small dome, up to 1 mm high, on the working surface of the tip). Then, we touch the soldering iron to the wire and heat it. The solder should cover the surface itself, there is no need to make rubbing movements, just heat it up. If you need to tin a long length of wire, then touch it in several places.
- We connect the wires together , not end-to-end, but lay them parallel to each other for a length of at least 15-20 diameters (this will ensure the mechanical strength of the connection). Better yet, twist the wires.
- Cover the surface with flux again.
- We solder, just like when tinning, we take a little solder and simply warm up the connected wires. It is important that during the process and for some time after the soldering iron is removed (until the solder cools down), they do not move relative to each other.
In the video you can clearly see how the work is done:
Connection of wire, contact or terminal
All operations are carried out in exactly the same sequence. If the contact cannot be immersed in rosin, we use liquid flux.
Stranded wires
Everything is exactly the same. But if we want to increase reliability, then we do not tin the entire bundle, but fluff it up so that each conductor is tinned separately. Then we intertwine them, twist them and solder them.
Wires in insulation
In order to remove the insulation, they usually use wire cutters or a knife. But it’s more convenient to melt it in a circle with a soldering iron and just pull it off (does not work with heat-resistant insulation). This method eliminates the possibility of accidentally damaging the conductor.
Advice! If the wires are very thin, you can burn the insulation with an open fire (lighter).
Enameled wires
Such wire is usually used for winding transformer coils, etc., but sometimes they can be found under a layer of other insulation. They appear clean in appearance, but are actually covered with a layer of colorless enamel. We remove it in the same way as oxides.
Cables made of several insulated wires
When connecting these wires, you should not solder them all at once, as later it will be difficult to wrap them with electrical tape. We connect all the conductors in turn, after completing the insulation of the previous conductor.
Advice! Instead of electrical tape, it is convenient to use heat-shrinkable tubes (in common parlance, “cambrics”). We cut off a piece and put it on the wire, after soldering, we quickly pull them onto it so that the joint is still warm.
Heat shrink tube insulation
We have discussed soldering technology, but another question often arises - how to connect wires in cables connected to the most common types of connectors. Let's try to reveal it too.
Attention! There are wires in braided shielding. We work with it in the same way as with stranded wire. An awl or pin will help to unravel its section.
Making at home
You can make rosin yourself. The resin of all coniferous trees is suitable, but it is better to take pine. You can take a walk through the coniferous forest, taking with you a container for resin, a scraper, a spoon or a knife.
Only trees that have reached 30 cm in diameter are suitable for resin extraction. It is known that an adult pine tree produces no more than two liters of resin per year. Scientists have proven that resin is not a juice necessary for the normal functioning of a plant, but a means for healing its wounds.
A sufficient amount of resin can be obtained at logging sites, where it appears on cut trees and stumps, or it can be sent to a sawmill. Resin often appears on fresh lumber. The resin should be scraped with a scraper or spoon into a metal pot or jar.
The container filled with resin must be placed on fire. It makes sense to carry out this procedure outdoors since the resin will melt and boil when heated, releasing turpentine vapor. The contents of the pot must be stirred periodically to remove foam and debris. The resin must be heated until it stops boiling and the release of vapors stops.
After the boiling stops, a thick transparent mass of a characteristic yellow color, similar to amber, will remain in the pot. It needs to be poured into molds and allowed to cool. It is better to make forms from cardboard or stiff paper. You can also use plastic containers, but it’s easier to get ready-made rosin from cardboard containers. If inclusions of debris are visible in the resulting rosin, it can be filtered through a fine metal mesh.
Important Tips
Having figured out how to use a soldering iron, you should consider several recommendations for working with this tool.
- Before starting work, to ensure high-quality soldering of parts, you should always clean the tip of the tool. You need to understand that only thanks to the soldering iron tip the thermal conductivity and quality of the connection are enhanced. You can use a damp sponge for cleaning. After cleaning, the tip of the device should be immediately dipped in rosin so that it is covered with a thin layer of solder, which prevents oxide deposits from interfering with high-quality soldering of parts.
- You should always solder small and thin parts first, since the tip of the device at the beginning of its use will be as thin and precise as possible.
- Before soldering parts, their surface must be thoroughly cleaned of dirt and acid. Cleaning the surface of soldered objects is done using a sharp tool - sandpaper or a regular knife. This is done until the surface of the wires noticeably brightens. After which the contacts are tinned and connected using solder.
- If you need to solder some part without using a soldering iron, you can use rosin, previously dissolved in alcohol. The resulting mixture can be applied to the desired surface using any thin tool, such as a screwdriver.
- The highest quality soldering can be achieved by using solder with rosin.
- In order to correctly and tightly solder wires and other parts using solder, you first need to heat the joints with a soldering iron.
- The main mistake of many is poor heating of the soldering iron. If this happens, the parts do not connect well. Therefore, before you start using the tool, you need to warm it up thoroughly.
- However, severe overheating of a soldering iron with maximum power can also negatively affect the quality of work. You need to understand that there are different temperature conditions intended for a specific type of work.
- Soldering temperature is a very important nuance. For example, to seal various microcircuits, the temperature should be no more than 250 degrees. But in order to connect radio components, you will need to heat the soldering iron to more than 300 degrees.
- When working with electrical appliances, safety precautions must be observed. To do this, you need to make sure that the window is open and the socket is working. This is due to the fact that when working with solder, harmful chemical elements are released that negatively affect health. As for the serviceability of the outlet, this is also a very important point - in the process of severe overheating, fires often occur. Therefore, the workplace must first be prepared and secured, and only then can we begin to work.
If you take note of these little tricks , the process of soldering parts will go quickly, and most importantly, with high quality.
Sources
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
[collapse]
How to use?
Despite its apparent simplicity, it is important to know how to use a soldering iron correctly. The entire soldering process using any type of rosin as a flux can be generally represented as follows:
- thorough cleaning of the soldered surfaces (mechanical), if we are talking about circuits, then it is necessary to remove particles of debris and dust from the board;
- heating up the soldering iron;
- warming up the soldering area;
- treating the soldering iron tip with flux (rosin);
- treatment of joined surfaces with rosin;
- tinning with solder;
- the connection itself and covering the joint with solder;
- cooling of the solder joint.
Experienced specialists strongly recommend paying attention to several important points.
- Rosin, taking into account its characteristics, has the ability, by dissolving oxide films, to partially restore the latter to the state of metal. This function is relevant if there is significant contamination of the surfaces being joined.
- Despite the fact that the softening temperature of the described flux is 55-70 degrees, it is recommended to heat it to 100-130 degrees.
- The need and degree of heating of the surfaces to be soldered is determined primarily by their size. When connecting wires of small cross-section or when installing circuits, you can safely skip this step. However, it is worth considering that on a cold surface, rosin and solder will cool very quickly. As a result, it will be difficult to achieve the dissolution of oxides and the necessary spreading of the metal.
- When using a soldering iron for the first time or rarely, before starting work, it would be useful to go over its tip with a wire brush or fine sandpaper. However, such measures will be relevant in the most extreme, advanced cases. Most often, it is enough to simply warm up the tool well, carefully treat the tip with rosin and cover it with solder (tin it). After a short break in work, tinning the tip will not be necessary. You can simply dip it in rosin and start soldering.
- Particular attention should be paid to surface preparation. During the preheating process, if necessary, it is important to take into account both the dimensions of the elements being connected and the dimensions of the soldering iron tip. First, the surfaces must be rigidly fixed in the position in which they will be soldered. Then, if necessary, they are heated and coated with rosin. The next step is the actual application of molten solder and installation. Afterwards, it remains to cool the soldering area and wash off the remaining flux.
Separately, it makes sense to consider the use of solder with rosin. We are talking about rods wound into small coils. They are thin tin-lead tubes containing rosin inside. During the soldering process, such rods are used as filler material. At the initial stage, the elements to be connected are heated with a soldering iron, and then a solder tube with rosin is inserted into the soldering zone. The seam is tinned by simultaneous movements of the additive and the soldering iron. The joint is evenly coated with melting solder simultaneously with flux, which in itself significantly speeds up and simplifies the entire process.
This method is relevant in cases where there is no need for pre-processing of the parts to be joined. When performing the described work, you should always remember safety precautions. It is important to consider that the soldering process is inevitably associated with several harmful factors. One of the key points in this case is potentially dangerous fumes (rosin smoke, tin and lead fumes).
Also, if flux gets on your skin, it is recommended to immediately shake it off or wash it off.
Tallow
This type of rosin can be called a by-product. The fact is that we are talking about waste from sulfate-cellulose production. The raw material for obtaining this type of soldering flux is sulfate soap. At the same time, several are distinguished, taking into account the characteristics and properties of the material. By the way, the highest of them in its performance indicators is very similar to gum rosin.
Extraction
This type of rosin is obtained by extraction using, as a rule, gasoline and softwood. It differs from gum in its darker shade and lower softening point. The latter varies in the range from 52 to 58 degrees. The acid number of extraction flux for soldering is about 15 with a fatty acid content of up to 12%.
It is important to consider that after chemical clarification, the properties of extraction rosin are as close as possible to those of gum.
Zhivichnaya
The name of this variety of rosin appeared taking into account the raw materials for its production. We are talking about the sap (resin) of coniferous trees. In the vast majority of cases, pine is used as the starting material. This is largely due to its availability. The main distinguishing feature of gum flux is the absence of fatty acids in it.
Soldering with a soldering iron
In order to start soldering, you need to prepare a workplace and the necessary tools. Regardless of the type of proposed work, the following requirements are imposed on the workplace:
- The presence of good lighting will allow you not only to work comfortably, but also to notice small flaws in the soldered parts, which is difficult if there is a lack of light;
- No flammable items;
- Free working space on which you can easily place the part to be soldered;
- The presence of ventilation will make work not only more comfortable, but also safer; inhaling molten rosin has a negative effect on the respiratory system;
- A magnifying glass makes it possible to work even with small parts and thin wires;
- A simple stand solves the problem of placing a heated soldering iron.
The next stage of preparation will be the choice of tool, and a beginner is always faced with the question of what is needed for soldering with a soldering iron.
Soldering iron selection
The basis of high-quality soldering is heating metal parts to the soldering temperature; accordingly, for each type of work it is recommended to use soldering irons of different capacities:
- For soldering radio components and microcircuits, it is best to use a soldering iron with a power of no more than 60 Watts, otherwise you can overheat the part or simply melt it;
- Parts up to 1 mm thick will warm up better when using a tool with a power of 80-100 Watts;
- Parts with a wall thickness of up to 2 mm require greater power and some experience in operation, so soldering of such parts will not be considered in this article.
After choosing the power of the soldering iron, you should prepare it for work, or rather, prepare the tip . There are soldering irons with replaceable tips that are suitable for different types of work. Models with a copper tip are also available, which can be sharpened or given any desired shape using a hammer.
A serious disadvantage of such tips is the need to constantly tin them so that an oxide film does not appear on the surface, which prevents the solder from sticking. Manufacturers also produce a more expensive version with a nickel-plated coating, but it is afraid of overheating and requires careful handling.
What else do you need for soldering?
In addition to the soldering iron itself, you need the following for soldering:
- solder;
- rosin;
- soldering acids or fluxes.
Solder is the connecting material between the parts being soldered, and without it there is no way to work. Now stores sell specially prepared solders in the form of wires of various diameters twisted into a spiral, from which it is convenient to “pinch off” the required piece with a heated tip, but you can also use a piece of tin , but the work will not be so convenient.
Rosin is used to prepare the surface for the application of solder. Solder with rosin is distributed evenly, in the absence of the latter it rolls into drops, and does not stick to some surfaces at all.
Soldering acid, or flux, is necessary to prepare contacts for soldering. A beginner should know that the flux for each material being soldered is different, and you cannot use acid to solder aluminum on a copper wire, otherwise the solder simply won’t stick.
Fluxes and solders - how to choose the right ones
For the reasons described above, the correct choice of flux and solder is almost half the success in the soldering business. Fortunately, there are quite universal brands suitable for most tasks. The area of application of almost all fluxes and solders is clearly indicated on the labels, but some aspects of their use still need to be known.
Let's start with fluxes. They are used for etching parts, removing and dissolving the oxide film with further protection of the metal from corrosion. As long as the surface is covered with flux, you can be sure of its cleanliness, as well as that the molten tin will wet it well and spread.
Fluxes are distinguished by the type of metals and alloys of the parts being joined. Basically, these are mixtures of metal salts, acids and alkalis that actively react when heated with a soldering iron. Well, since there are quite a lot of oxide forms and contaminants, the cocktail must be specially selected for a specific type of metals and alloys.
Active flux for soldering
Conventionally, soldering fluxes are divided into two types. Active fluxes are created on the basis of inorganic acids, mainly chloric and hydrochloric. Their disadvantage is that they need to be washed off immediately after soldering is completed, otherwise acid residues cause quite severe corrosion of the connection and themselves have a fairly high conductivity that can cause a short circuit. But you can solder almost anything with active fluxes.
The second type of flux is created primarily on the basis of rosin, which can also be used in its pure form. Liquid flux is much more convenient to apply; it also contains alcohol and/or glycerin, which completely evaporate when heated. Rosin fluxes are the least effective when soldering steel, but for non-ferrous metals and alloys they are mainly used or other compounds of organic chemistry. Rosin also requires rinsing because in the long term it promotes corrosion and can become conductive by picking up moisture from the air.
Liquid and solid rosin
With solders everything is somewhat simpler. Lead-tin solders of the POS brand are mainly used for soldering. The number after the marking indicates the tin content in the solder. The more it is, the higher the mechanical strength and electrical conductivity of the connection and the lower the melting temperature of the solder. Lead is used to normalize the solidification process; without it, the tin may crack or become covered with needles.
Solder POS-61 with rosin inside
There are special types of solders, primarily lead-free (BP) and other non-toxic ones, in which lead is replaced by indium or zinc. The melting point of BP is higher than that of conventional ones, but the connection is stronger and more resistant to corrosion.
There are also low-melting solders that spread already at 90–110 ºС. These include Wood and Rose alloys; they are used for soldering components that are sensitive to overheating. Special solders are mainly used in soldering radio equipment.
Alloy Rose
How can I replace rosin for soldering?
There are situations in which you need to solder parts, but there is no rosin at hand. In such cases, you can replace rosin with the following substances:
Aspirin
You can replace rosin-based flux with acid-based flux. Take regular aspirin from the medicine cabinet (effervescent is not suitable), or, as it is also called, acetylsalicylic acid, and use a tablet of this drug to solder the necessary parts. The tablet can be crushed, this powder can be dissolved in alcohol or water, and the highest concentration of acid can be produced.
Use the solution as a liquid composition for treating surfaces; you can also use a dry tablet as a solid flux for soldering. It is necessary to take into account that when using aspirin, acrid smoke with a strong unpleasant odor is released, so the room in which the work is carried out must be well ventilated.
Soldering fat
You can also use soldering oil instead of rosin-based flux. It spreads very well, covering the entire surface. Using solder fat it is easy to connect the necessary contacts. Only after soldering it is necessary to wash the joint with alcohol to remove any remaining grease. If this is not done, corrosion may develop in the future. Also, when carrying out work, you need to ventilate the room; heating the solder fat provokes the release of a specific odor.
Resin
For soldering products, you can use ordinary coniferous tree resin. The soldering process is the same as using solid flux. The resin melts well. It is not aggressive, so when using resin as a flux, additional protective measures do not need to be applied.
Amber
For soldering, instead of rosin, you can use amber; it has similar characteristics to it and will be a better replacement. But it makes sense to use it only in cases of absolute necessity, since amber is quite an expensive material and therefore it is better to consider other options for replacement.
Rosin for musical instruments
Rosin for musical instruments is a good alternative. But you need to take into account that this type is much more expensive than ordinary rosin for soldering.
All analogues can replace rosin, as they have similar properties. But, before using them, it is necessary to study the characteristics of each material and the nuances of its use in soldering.
Secrets of soldering with rosin
There is no difficulty in soldering work, but, as in any type of work, it is necessary to master the basics and carry out a series of training solderings.
If you have never worked with a soldering iron before, try soldering copper wires using ordinary solder and rosin.
Video:
Free access to parts from all sides, the ability to combine them quite tightly are good conditions for developing soldering skills, and using rosin separately will teach you how to dose the required amount.
Please note the following points:
- The cleanliness of contacts for tinning before soldering must be ensured properly, this is the price of strong soldering. After cleaning the surfaces to be joined with a knife, go over them with sandpaper. The goal is to make the metal surfaces of parts brighter, and therefore free of copper oxidizing agents;
- Prepare as much surface as you need for soldering with rosin. If the first time you managed to tin a larger surface than required, redo it by taking new wires;
- If there is not enough solder or flux, leave the soldering to harden. When you try to rub hot compound over a surface, you break the solder joint, which will cause cracks. It is better to wait until it cools completely and solder the remaining surfaces using a new composition.
We looked at how to work with a soldering iron correctly, for what you can and should use fluxes and rosin, highlighted several points that will help you learn to solder better, and showed video instructions for working with a soldering iron.
Now you can easily master soldering with rosin at home.
How to solder with a soldering iron with rosin: 2 methods of using flux
In principle, the soldering technology in all cases has common features. The differences lie in the features of flux application.
Before soldering begins, it is necessary to prepare the workplace, tools and materials to be joined. Always pay attention to the cleanliness of the soldering iron tip and prevent the formation of carbon deposits and soot on it.
3 tips for dealing with carbon deposits and soot
If you do not consider expensive soldering stations, now you can find two types of soldering irons:
- old Soviet type with a copper tip;
- modern with Weller tip made of nickel coating.
If handled incorrectly, carbon deposits can form on anyone. However, in the first case, it is enough to take a file or needle file with a fine notch and simply strip the copper metal with it to a clean layer. When the tip is removable, it is better to lightly forge it on an anvil: the surface layer will become denser.
Then they begin to heat up such a soldering iron, but before bringing it to operating temperature, lightly lubricate it with rosin and, while it warms up, move it over the solder to tin it well.
In the second case, they act differently, because mechanical cleaning, even with a knife blade, can damage the outer surface of the nickel coating. Microcracks will begin to form in it, and the process of dissolution of the sting core will begin.
The safest method in this case is different: the contaminated soldering iron tip is heated to a high temperature of about 450÷480 degrees for about five minutes. During this time, all the carbon deposits will simply burn off. Then it is allowed to cool at a temperature of 280°.
After this, you need to take an ordinary cellulose pencil, which is used to clean the sole of irons, and dip the tip into it, followed by processing in a special activator. If it is not there, then simply treat it with a soldering sponge. The latter should be saturated not with ordinary water, but with a water glycerin mixture with a ratio of 7/3, where 7 parts are allocated to glycerin.
Cleanliness of the soldering iron tip is the first necessary condition for ensuring high-quality soldering.
Here it is important to choose the right soldering iron in terms of power, because each type is designed for connecting metals of different volumes and dimensions. Please note:
- Powerful models are good at creating high heating of the parts being connected, but they easily burn out small-sized electronic parts and board traces.
- Low-voltage soldering irons are used for precision soldering of low-power transistors and microcircuits, but they cannot properly heat the wires.
I give preference to transformer soldering irons: apparently the force of habit and the need to work in different places have an effect. Since Soviet times I have been using a factory Moment soldering iron.
Even, based on the method of simple calculation of the transformer, I made a more powerful analogue of 100 watts.
It is a little heavy, but for soldering 2.5 square wires it is ideal, and I make the thin copper tips that burn out myself. An electrician always has such source material at hand.
The tip heats up quickly. It is regulated by the duration of activation of the button on the handle, allowing you to control the process visually by the formation of smoke from the rosin.
In most cases, the home craftsman is helped out by soldering iron tip temperature regulators, which you can make yourself from available parts or purchase in a store.
I often began to observe that many radio amateurs began to use simple dimmers designed to regulate lighting.
They just select them according to the load and limit the output voltage in the range from 150 to 220 volts.
In all cases of soldering, it is necessary to take care not only of the cleanliness of the soldering iron tip, but not to forget about the quality of the surface of the parts being connected. Mineral and organic contaminants and moisture must be removed, and after cleaning, future contact connections must be tinned separately.
Features of soldering with solid flux
This option is considered as a classic soldering scheme. It can be presented in five steps.
Step #1. Preparatory stage.
Whatever the rush, always start with equipping the workplace, ensuring safety rules and preparing tools. Consider in advance the permanent fixation of wires and connected parts.
Remember that a wire fixed on one side acts like a spring and can, if accidentally pressed on the end with a soldering iron, throw molten solder into the eye. Wear safety glasses and do not solder overhead.
It is convenient to keep solid rosin in a special tin jar, which is shown in the photograph of my Soviet soldering iron. I have already drawn attention to the cleanliness of the tip and soldered surfaces above.
Step #2. Tinning of joined surfaces
The process boils down to covering the stripped copper cores and contact pads with a thin layer of solder.
To do this, start heating the soldering iron and immerse its tip in solid rosin. It melts and wets the tip, further cleaning it. Immediately quickly touch the solder. It turns into a liquid state, and a small droplet is attached to the end of the tip.
It is transferred to the cleaned contact pad, quickly heated with oscillatory movements and the soldering iron is removed to the side. The solder cools and hardens.
If you need to tin the regular end of the wire, you can simply heat it with a soldering iron in a jar of rosin, and then treat it with solder.
The process must be completed quickly, completed in just a couple of seconds. A properly tinned surface is distinguished by the uniform color of pure tin and is covered with an even thin layer.
New electronic parts are usually always tinned at the factory. They do not require additional processing with solder.
Step #3. Fixing parts
The elements to be soldered must be clearly connected and securely fixed to prevent their accidental displacement. For this purpose, use small vices, tweezers, and needle-nose pliers.
It is convenient to use a special device called the “third hand”.
There are many options for its factory design and home-made designs.
Step #4. Direct soldering
The prepared parts are connected and heated with a soldering iron with a drop of solder, and then quickly removed, providing natural cooling.
We work quickly, remember the two-second rule.
Step #5. Quality check and final operations
The created joint must be visually inspected and the connection of parts checked for mechanical strength by lightly tugging. The surface of the solidified solder should not have roughness or pores.
At this stage, many workers consider the process completed, which is wrong. It is necessary to remove traces of remaining flux from surfaces and paths.
The fact is that rosin, being a good dielectric, is hygroscopic. Moisture absorbed by it violates the insulating properties. As a result, leakage currents are possible in critical areas of microcircuits and small-sized electronic boards. They will lead to malfunctions of microprocessor devices.
And the appearance of the soldered area will change, it will become more neat, and traces of repair will be hidden.
Remove flux residues from the tracks with alcohol. It dissolves any stains that have arisen, after which the treated area is wiped with a dry, clean cloth.
On sale you can find tubular solder in the form of rods with rosin, located in the internal cavities. This material reduces soldering time and is convenient to use.
How to solder with dissolved and gel rosin
The technological process practically repeats the previous method. Only it uses liquid flux, which dictates the following features:
- An alcohol solution or rosin gel is initially used to cover the cleaned contact pads for tinning.
- They are treated with a heated soldering iron with a drop of solder, ensuring a uniform thin coating.
The tinned parts are firmly connected and soldered as described above.
Types of rosin fluxes for soldering: 3 compositions for different situations
Rosin for soldering metals is used in various physical states. It is produced by industry in:
- solid crystalline state;
- special liquid solution;
- in the form of a gel.
Each of these types has its own application features, advantages and disadvantages.
Colophon resin in a crystalline state has been used for a long time, is popular, is well stored, and is easy to handle. However, the solderer needs to develop precise practical skills and be able to correctly maintain proportions when applying such flux in hard-to-reach places.
Liquid flux based on an alcohol solution has more versatile abilities. It is well suited for soldering parts of various sizes, both large and small. It is easier to maintain the correct proportion here, and its application to metals is carried out with a simple brush.
It is easy to make such a solution yourself based on concentrated medical or industrial alcohol and rosin crushed into fine powder. Pour liquid into a glass jar and add powder. The ratio is approximately 70/30%.
Mix everything and place in a warm place to dissolve. Check and shake periodically. You can add a little powder if necessary. The final readiness time is several hours, but the solution can be used even earlier.
Rosin gel has a viscous consistency. It is easy to coat the surfaces to be treated with this substance. They are more convenient to use in hard-to-reach places. The flux dosage is more accurately observed. In addition, the gel does not dry as quickly as alcohol solutions. Gel is more technologically advanced than solid crystals.
An old proven technique: an exercise for mastering the quality of soldering from experienced
Anyone can test their skills and improve their practical skills. To do this, you will need a soldering iron with a prepared workplace and a piece of copper wire from the electrical wiring.
12 pieces of equal length, about a couple of centimeters, are cut from it. They will serve as the edges of the cube. And it will need to be soldered and tested for strength with a slight compression force in the palm.
Practice this exercise and master proper, high-quality soldering. I hope that my material about rosin: what it is will help you develop this skill well. If you know other ways or have a different opinion from me, then write it in the comments. I recommend watching the video by AlexGyver “How to solder with a soldering iron.”
How to use it correctly
To make high-quality soldering and get good contact, you need to use the substance correctly:
- Organize good lighting of the workplace. This will help connect fault locations more accurately.
- Places of rupture or fracture must first be cleaned. The procedure can be carried out using sandpaper or special solvents if it is rust.
- It is necessary to tinning the soldering iron. To do this, apply a little rosin to the hot tip of the tool. Simply press the tip of the soldering iron onto the piece of resin.
- After tinning, you need to immediately connect the parts. Additionally, you can perform tinning again.
Additional Information! To simplify the soldering process, you need to clear the workplace of foreign objects, and especially small particles and dust.
The soldering principle is completely simple. Flux, that is, rosin, serves as a connecting substance. Even a beginner can cope with the task. The main thing is to do everything carefully and in a timely manner.
Soldering
Rosin readiness
How to determine if a product is ready for use?
Factors determining the readiness of rosin:
- color,
- transmission of sunlight on a drop of rosin resin, which is placed on glass,
- number of acid derivative.
In order to speed up the process of isolating the product in question, the rate of its precipitation should be increased. Catalysts are used for this. This is usually zinc metal in small doses, but oxidized calcium can also be used. The oil is distilled off in a vacuum. The resulting substance is rosin, which consists only of resin acid triglycerides.
For the production of enamels, oil varnishes, nitrovarnishes, harpius ether is used, which is used in the production of semi-finished products of the listed building material.
You can also get pentaerythritol ether isolated from rosin. In this case, exactly the substance that is similar to glycerin is obtained. This ether is released only at lower temperatures. About two hundred sixty or even two hundred seventy degrees Celsius is required.
Methods of obtaining
Varieties of rosin come from the method of production, composition and physical state. The main differences in production methods are the substances from which the composition is extracted.
Obtaining rosin
The material is divided into three categories: gum, tallow and extraction resin for soldering.
- Gum rosin is produced by processing the resin of coniferous trees; the main plant is pine, due to its availability and prevalence. The main distinguishing point can be seen in the absence of fatty acids, the use of which is not available in some works.
- The extraction base is produced by extracting gasoline and the main component - a share of pine tree wood. It is distinguished by a lower temperature softening threshold and dark color. The melting point starts from 52 degrees, the acid number varies from 145 to 175. The presence of fatty acids in the composition is 10%; if the substance is chemically clarified, it will be more similar to a gum substance.
- In sulfate-cellulose production, a by-product is released - tallow rosin. It is divided into several grades according to quality and purpose, the method of production from sulfate soap. More expensive varieties are not inferior in properties to the natural product.
A detailed acquaintance with the basis of the craft leads to the conclusion that it belongs to the category of fluxes. In cases where the required item is not at hand, you can use a welding drill.
Soldering process
Depending on what composition was chosen and how the work was carried out, the quality of the seam will depend. Soldering method:
- Initially, the contacts are cleaned.
- Then they need to be tinned.
- After tinning, you need to melt the solder with a soldering iron and stretch it evenly over the joint.
When working with parts, it is necessary to secure them firmly in a vice or clamps to avoid movement during the soldering process.
Rosin for soldering acts as a flux. To use it, you need to choose the right composition and practice on unnecessary elements.
Purpose of rosin
Before describing the purpose of rosin, it is necessary to explain the difference between soldering and welding:
- During the welding process, the edges of the parts being joined are melted, the liquid phases mix and, when solidified, form a permanent connection.
- When soldering, the parts to be joined remain in a solid state, and only the metal used for the connection—the solder—melts. The molten solder spreads over the edges being joined and, when solidified, forms a permanent connection.
To guarantee quality, the edges of the parts to be fastened must be well wetted with solder. This is achieved by cleaning them from oxides and contaminants using fluxes - in this case, rosin.
Soldering methods
Having studied the properties and characteristics of Colophon resin and fluxes made on its basis, you can begin the soldering process. How does it happen?
The soldering process using rosin occurs in several ways.
First way.
- Heat the soldering iron to the required temperature.
- A small amount of low-melting substance used as solder is placed on the tip of the soldering iron. It could be tin, lead, copper, antimony, bismuth, zinc, cadmium.
- Dip the soldering iron tip along with the selected solder into the rosin to collect the resinous substance. It should be taken into account that when the soldering iron is fully heated, a slight smoke should appear.
- As quickly as possible - before the resin evaporates - the necessary parts are soldered.
The method described above requires speed, attention and high precision. To complete it, you need to have certain skills and abilities. Therefore, soldering can be done using rosin and another method.
- The most common ethyl alcohol is used as the basis for the flux.
- Rosin powder is added to the alcohol solution. The suspension is mixed well and left until the rosin is completely dissolved.
- An alcohol solution of colophon resin is applied with a brush to the parts that will be connected by soldering.
- The soldering iron is dipped into the solder and removed only when the soldering iron tip is completely covered with a shiny film.
- Grab a little more molten solder and quickly transfer it to the places of future soldering.
- Distribute the solder evenly over the entire surface - they deserve the place of future soldering.
- In the same way, the required mass of solder is transferred, which is required for strong adhesion at the junction points.
- After the joints have cooled, they are wiped with a damp soft cloth and allowed to dry.
- The resulting joint is processed using a file. You can use fine-grained sandpaper instead.
- Wipe the surface with a dry cloth.
Using these methods, parts are soldered using rosin.
Soldering wires
In order to correctly solder copper wires using rosin, you must follow a certain sequence of actions.
- First prepare the wires . To do this, the ends of the wires that need to be soldered must be thoroughly stripped of insulation. All wires spliced together are usually insulated using a special heat-shrinkable tube. If such a tube is present, then it must be cut using a sharp knife so that the length extends 2-7 mm beyond all seams. The insulating coating should be about two centimeters on each side of the wires being connected. The exposed ends of the wires must be burned to completely remove the insulation.
- Then the connected ends of the wires need to be provided with a high-quality mechanical connection. To do this, the two ends of the wire are twisted together so that their centers intersect tightly with each other. After this, the end of one wire should be twisted along the length of the cable. The same manipulation should be done with the second end of the other wire.
- Then you need to heat up the soldering iron to first tin the wires and then warm them up. To do this, a heated soldering iron is lowered into rosin and a little solder is taken, after which the device is passed a couple of times along the ends of the wire. During tinning, the wire should be rotated and heated, which will help ensure an even coating of rosin.
- At the end of the work, the finished wire should be insulated . To do this, you need to put the heat shrink back on the already soldered wires. This will not only help cover the connection, but also heat it, making the soldered wire strong and flexible.
As you can see, there are no particular difficulties with soldering wires using rosin. The main thing is not to forget to tin the wire and check the quality of the soldering. If necessary, tinning should be repeated several times until the wires are firmly connected with solder.
How to store rosin
To prevent rosin from melting and crystallizing over time, you need to be able to store it properly.
Here are the basic conditions regarding long-term storage of rosin:
- Do not store rosin in a rusty iron container. As a result of this, rust will come into contact with the acids contained in rosin;
- If rosin is added to white spirit, then turpentine is also needed, at least 4%;
- Before long-term storage, it is recommended to filter the rosin solution.
And although today there are new fluxes for soldering, rosin has been incredibly popular since the times of the USSR. It is still in demand today.
Types of soldering rosin
Rosin is sold in a diluted and pure form. Purified raw materials exist in the form of sticks or pieces. Liquid type fluxes are more expensive and difficult to produce. The simplest version is alcohol-containing, consisting of a solution of rosin and alcohol, diluted in almost equal proportions. This solution does not cause reactions when used, prevents corrosion and does not conduct electric current.
Gum rosin according to GOST 19113-84
Making an alcohol solution can be done at home. It is important to follow the sequence of actions:
- Ethyl alcohol is required in small quantities, with a strength of at least 70°. You can find it in a pharmacy or places where similar products are sold.
- Gum rosin is crushed to a sandy state with a mortar, after which alcohol must be added in a ratio of 70 to 30.
- If you don’t have alcohol on hand, you can use a similar solvent, such as gasoline or acetone. It is necessary to add the softened substance in small portions, stirring until completely dissolved.
A more modern model of the solution has glycerin instead of alcohol. Preparation takes place in the same way; this material is more convenient to use. It can be directly applied to parts to be soldered and has a more solid form relative to the solution. Some solders are sold with ready-made flux in the middle of the wire. The option is convenient for operation, however, the high price and absence in small retail outlets can lead to the exploitation of tallow rosin.
Obtaining liquid rosin
Pine rosin has the following characteristics:
- The boiling point starts at 250 °C, depending on the composition and added impurities.
- Softening occurs at the threshold of 52-72 °C.
- Thermal conductivity of the element is 0.1 kcal/m, calorific value is 9100 kcal/kg.
- Expansion in the molten state is equal to a coefficient of 0.05, acid number from 145 to 175.
The main type of material is transparent colophon resin, applied in a solid state, and has a light yellow tint. The basis for high-quality production of products is abietic acid, which occupies a large share in the composition of the substance.
Negative sides
The disadvantages include several factors that prevent the use of the material in certain situations.
- In the absence of experience, low activity of elementoa may require additional processing. Use requires some skill to reduce processing time.
- Hyperscopicity may prevent the substance from releasing visible vapor during processing, which will lead to corrosion of the compound in the future.
- Available for application to small-sized assemblies of a certain metal composition. The product is applied to simple metals; other types of fluxes are used to process larger joints.
- The fragile design of the material can cause problems during transportation. Easily crumbles under mechanical stress.
There are other types of fluxes that actively interact with metal. Such elements interact with metal and consist of zinc chloride or ammonium. After soldering, the substance is removed from the product as much as possible, because corrosion processes are possible. Neutral substances, such as rosin, do not interact with metal and do not conduct electricity.
General properties of solders
According to their intended purpose, consumables with or without rosin perform one task, soldering electronic elements. You can emphasize the same:
- Form, if the production produces solders in the form of wire.
- High degree of wetting of joined surfaces.
- Using one tool for work - a soldering iron.
- The process involves heating and melting the solder.
- Composition of alloys for low melting temperatures.
- Easy soldering.
There are many different types of solders on sale, which does not create difficulties in choosing them.
The second important component of soldering
As with the choice of soldering flux, solder also affects the result, durability and reliability of contact.
What kind of lighting do you prefer?
Built-in Chandelier
What does quality depend on and why is it important?
Contact degradation process
Let's look at a few examples schematically. A good contact shines and has no cracks or streaks.
And if the contact is poorly soldered or the solder is of poor quality, small stains appear on it immediately after soldering. The photo below shows solder with a high content of impurities.
These are microcracks that begin to oxidize over time and increase contact resistance.
As a result, the contact is broken and visible cracks form across the entire surface.
Contact with streaks does not always mean a sign of poor soldering or solder. If there are small stains on the contact, then this is within normal limits. It’s another matter when there are such stains on the entire contact surface.
Requirements for amateur radio fluxes
Regardless of what flux is used, the finished soldering must be wiped with a cloth soaked in rectified alcohol or acetone, and also cleaned with a stiff brush or brush moistened with a solvent to remove flux residues and dirt. In some exceptional cases, instead of rosin, you can use its substitutes:
- rosin varnish, available in hardware stores. It can be used as a liquid flux instead of a solution of rosin in alcohol. The same varnish can also be used for anti-corrosion coating of metals.
- resin - pine or spruce resin - is an accessible material, especially for amateurs living in rural areas. You can prepare this flux yourself. Resin collected from trees in the forest must be melted in a tin over low heat (the resin may ignite over high heat). Pour the melted mass into matchboxes.
- an aspirin tablet available in any home medicine cabinet. The disadvantage of this flux is the unpleasant smell of smoke released when aspirin melts.
Expert opinion
It-Technology, Electrical power and electronics specialist
Ask questions to the “Specialist for modernization of energy generation systems”
Technical characteristics of POS 61 solder with rosin 1 mm and 8 mm When choosing any composition for tinning copper parts or soldering wires, it is important to take into account a number of factors that will affect both the quality of work and the result obtained. Ask, I'm in touch!