GOST-9467-75, E6013 and other standards, quality certificates, passport
All ESAB welding materials undergo strict quality control. This is confirmed not only by certificates of the National Welding Control Agency, Maritime and River Registers, but also by reviews of the welders themselves.
Certificates:
- NAKS (National Agency for Control and Welding)
- ABS - American Bureau of Shipbuilding Standards
- BV – French Bureau of Standardization in the field of shipbuilding Bureau Veritas SA, Paris
- DnV – Norwegian shipbuilding standardization company Det Norske Veritas, Oslo
- DS – Danish Standard Certificering A/S, Denmark
- GL – German Marine Insurance Association Lloyd's Register, Hamburg
- PRS – Polish Register of Shipping, Gdansk
- PPP – Russian River Register
- RS – Russian Maritime Register of Shipping
- Sepros – Certificate in the Ukr SEPRO system, Ukraine
- SS – Singapore Standard, Singapore
- UDT – Office of Technical Inspection, Warsaw, Poland
- U – German building requirements
- VdTUV – Association of Technical Inspection Agencies, Berlin, Germany
Welding electrodes ESAB OK 46.00. Photo by ESAB
Approvals:
- ABS 2
- BV 2
- DB 10.039.05
- DNV 2
- DS EN 499 E 38 0 RC 11
- GL 2
- LR 2
- PRS 2
- RS 2
- Sepros UNA 485154
- SS EN 499 E 38 0 RC 11
- UDT EN 499
- Ü 10.039/1
- VdTÜV 00623
Standards:
- SFA/AWS – E6013
- EN – E 38 0 RC 11
- ISO – E 38 0 RC 11 / E 43 3 R 11
Specifications:
- TU 1272-024-55224353-2006
- TU 1272-137-53304740-2007
- TU 1272-137-53304720-2009
Explanation of markings, designations of welding rods
ESAB OK 46 electrodes have fairly simple markings. First of all, these are products of an internationally renowned company. The ESAB industrial plant has over 110 years of experience in the manufacture and development of welding consumables. The abbreviation OK used in international markings is nothing more than the initials of the founder of the manufacturing company, Oscar Kjellberg. 46, or 46 00 - the maximum load that a seam resulting from the use of these electrodes can experience.
OK 61.35 for pipelines and vertical joints
- Electrodes with basic coating . They are called so because of the addition of chemical elements with low ionization potential, such as calcium and fluorine. ESAB produces grade OK 61.35 , which corresponds to this type. OK 61.35 electrodes are used for cooking only with DC current in different positions. How to cook pipes? This is an excellent option for laying vertical seams and welding pipelines, since slag-forming elements have a positive effect on the ability to control the pool and root penetration. Slag is more difficult to remove than rutile, visually it looks worse, but the filler metal contains a small amount of harmful impurities, and such a weld characteristic as plasticity is preserved even in severe frosts.
Additional information on the topic in the articles:
- Stainless steel welding for beginners: welding electrodes, inverter and semi-automatic technology
- Selecting an electrode holder for MMA welding
Description of consumables for welding, photo
Electrode packages OK 46.00
A unique electrode in its class, with excellent welding and technological characteristics, designed for welding structures made of low-carbon and low-alloy steels with a yield strength of up to 380 MPa in all spatial positions on direct current of any polarity and alternating current.
The electrode is characterized by relatively low sensitivity to rust, primer, zinc coatings, etc. contamination of the surface of products, ease of slag separation and the formation of a smooth surface of the weld bead with a smooth transition to the base metal.
Due to the ease of both first and repeated ignitions, the electrode is indispensable for welding with short seams, tack welding and welding with periodic arc breaks. Unlike most rutile electrodes, thanks to the ability to weld in the “vertical downhill” position, combined with significantly lower threshold values of the minimum current at which the arc burns stably, OK 46.00 allows you to weld thin-walled products. Low open circuit voltage and stable arcing at extremely low currents allow the use of these electrodes for welding from household sources.
Features and Limitations
The breaking load of the seam is determined to be 500 MPa with an additional margin of safety . At the same time, technological features introduce restrictions into the practice of application: for domestic brands of this type, only OZS-28 is available in a circular seam with a vertical descent from top to bottom. For others this is unacceptable.
UONI-13/55T, OZS-28, OZS-33 operate on welding machines with direct and alternating currents. Large group: UONI-13/55, UONI-13/55G, OZS-18, OZS-25, OZS-29, TMU-21U - are adapted exclusively for the use of direct current of reverse polarity.
The protective functions of alkaline coatings are based on the reaction of carbonates CaCO3, MgCO3 releasing carbon monoxide CO, which, as a reducing agent, absorbs oxygen, turning into carbon dioxide. Carbon dioxide gas protection is retained until the solidifying slag sets.
For electrodes of the E50A type, a short arc is generally recommended . An hour-long drying of the coating is considered mandatory. Use is limited to 3–4 days. Wet electrodes burn unstably. Triple calcination is the limit. Heat treatment destroys the coating.
The criterion for selecting externally coated arc electrodes for welding structural alloys should take into account network capabilities and personal skill. OZS-12 are considered easy to ignite and operate, while UONI 13/55 requires an experienced hand, especially during intermittent actions.
What are they intended for, what can be cooked, what metals and steels, areas of application
Welding electrodes OK 46.00 are recommended for MMA welding of carbon marine and structural steels . They are ideal for both tack welding and root and short welds. Considering the reduced heat input, these welding electrodes are widely used when welding wide gaps, including during installation . In addition, ESAB OK 46.00 electrodes are widely used when welding galvanized sheets.
Advantages of OK-46
Universal electrodes for general purpose are easy to use. To work with them, an initial level of qualification is enough. Successfully used in various welding modes. Forms smooth seams, a small amount of slag and minimal spattering. The first and a number of repeated ignitions are easily accomplished. Excellent for both basic filler materials filling joints and for tacking parts of parts.
Copes with contaminated and corroded surfaces. Can be used for thin-walled materials. You can weld downward with the seam in a vertical position. Household energy sources are suitable for operation. These electrodes are of consistently high quality. Just like the compounds they form.
Peculiarities
A distinctive positive feature of OK 46 electrodes is the ability to easily ignite, including when re-igniting. They can be used for welding galvanized (galvanized) products. The low heat input of the electrodes allows them to be used for welding wide gaps, and their insensitivity to surfaces with rust and dirt ensures their high manufacturability.
Due to their high quality indicators, electrodes have found wide application in various branches of industrial production, where the use of effective welding materials is necessary . Minimal spattering and ease of slag removal give the seam a good aesthetic appearance. Despite the universal use of electrodes, they provide good seam properties and are ideal for short and root seams, as well as for tack welds. The ability to use electrodes in all positions in space makes them indispensable when working in confined spaces.
Features of application
Actions with OK 46 are carried out following several rules:
- For welding, alternating and direct current is used;
- the seam is applied in all directions: horizontal, ceiling and vertical;
- the rod is used to connect parts with galvanized and other coatings;
- easy to set on fire;
- the electrode serves as the main material for filling voids in structures;
- It is not recommended to make long seams.
At the factory, consumables are placed in sealed packaging to protect them from moisture, and then in a cardboard box. In this form, products can easily withstand multiple shipments and are stored for a long time in warehouses.
Convenient one-kilogram pack.
Advantages and disadvantages
Welding electrodes OK 46.00 are universal electrodes and have a number of advantages that facilitate their use in different welding modes:
- provide good formation of the welding seam and easy initial and re-ignition of the welding arc;
- create a reduced heat input compared to other welding electrodes;
- insensitive to contamination of the welded surface and rust on it;
- it is possible to apply a seam in a vertical position in the direction of descent;
- excellent quality of both consumables and the resulting connection;
- ease of use;
- low splashing;
- low slag formation;
- suitable for beginners.
OK 46 has only two disadvantages: high price and frequent counterfeits. But we do not consider these disadvantages significant. After all, the price is not much higher than analogues, and the final quality of the seams is much better. Well, to avoid counterfeits, you need to buy electrodes from certified representatives or in large stores.
Available operating and welding modes
The correct operating conditions are created by observing the selection of rods depending on the direction of the seam in space. A wide range of parameters helps in this search along with tables and graphs. The device does not require much voltage and connects to your home network.
We recommend reading Description of ANO-21 electrodes
Users note the disadvantages of consumables:
- high prices;
- workpieces with thick walls are poorly cooked;
- The coating quickly absorbs moisture.
These shortcomings do not spoil the overall impression of the universal electrodes.
Technical characteristics: type, which group they belong to, constant or variable, and others
- OK 46.00 welding electrodes allow welding on alternating (with an open circuit voltage on the transformer of at least 50 V) and direct (any polarity) current in any spatial position.
- electrode coating: rutile-cellulose;
- welding steel wire Sv08 and Sv08A is used as the rod material;
- welding wire diameter 2; 2.5; 3; 4 and 5 mm;
- type – E46;
- consumption coefficient of electrodes with a diameter of 3 mm. g/Ah – 8.5;
- consumption of electrodes per 1 kg of deposited metal, kg – 1.7;
- surfacing productivity (for diameter 4.0 mm), kg/h. – 1.4;
- flow coefficient group – 4.
Types of electrodes
OK 46 have analogues in the form of E46, SEOK-46. They support arc burning and operate with alternating and direct current in any spatial position. Hot metal spatters moderately. Dimensions vary between 300-450 mm.
A replacement can be OZS-12, ANO-4, MP-3 with rutile coating.
Many indicators are the same, but there is a difference:
- They only need straight polarity;
- individual fragments of the slag crust are difficult to remove;
- the seam surface appears concave.
Analogues are recommended for welding T-bars and pipe structures.
In terms of seam quality, electrodes coated with cellulose and rutile are close to OK 46 00 - SZSM 46 and SE-46, in which the number indicates the tensile strength of the seam in kg/mm². Before use, it is recommended to calcinate the rods in order to eliminate lack of penetration.
The procedure takes place at a temperature of 300°C for at least an hour. Masters do not advise doing this more than 3 times to avoid destruction of the coating.
OK 46 is also produced by a company located in Penza. In the manufacture of electrodes, the same materials are used as the original. Externally, the products are no different. Practice has shown that the coating on an analogue rod holds up worse, the arc burning is less stable, but the seam is the same.
We recommend reading Composition of electrode coating
Craftsmen replace ESAB OK 46 with the following brands: OZS 6, ANO with indices 6, 23 and 29 M. With their help, welding quality cannot be achieved, but the cost of materials is much lower.
Analogues are not very high quality.
Diameter, length, weight of rod and pack, quantity, how many pieces in a package, tables
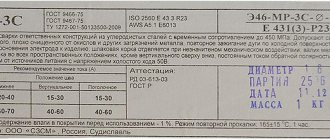
Information from the manufacturer's website:
| Amps | IN | Melting time per electrode at 90%, sec. | Electrode diameter x length, mm. | kg deposited metal/kg electrodes | Number of electrodes per kilogram of deposited metal | Coeff. surfacing, kg/hour |
| 30-60 | 26 | 36 | 1.6 x 300 | 0.63 | 263 | 0.38 |
| 50-70 | 25 | 38 | 2.0 x 300 | 0.60 | 172 | 0.55 |
| 60-100 | 22 | 50 | 2.5 x 350 | 0.65 | 86 | 0.80 |
| 70-140 | 32 | 46 | 3.0 x 350 | 0.51 | 77 | 1.0 |
| 80-150 | 22 | 57 | 3.2 x 350 | 0.65 | 53 | 1.30 |
| 80-150 | 22 | 63 | 3.2 x 450 | 0.64 | 43 | 1.33 |
| 100-200 | 26 | 64 | 4.0 x 400 | 0.60 | 33 | 1.69 |
| 100-200 | 23 | 76 | 4.0 x 450 | 0.58 | 33 | 1.94 |
| 150-290 | 24 | 87 | 5.0 x 350 | 0.60 | 24 | 2.30 |
| 150-290 | 30 | 71 | 5.0 x 400 | 0.56 | 22 | 2.2 |
| 150-290 | 24 | 114 | 5.0 x 450 | 0.60 | 31 | 2.30 |
Welding parameters, information from suppliers' websites:
1)
| Diameter, mm | Length, mm | Welding current, A | Arc voltage, V | Weight (kg) of deposited metal / weight (kg) of electrodes | Number of electrodes / mass of deposited metal ( pcs/1 kg) | Weight (kg) of deposited metal / arc operating time (hour) | Combustion time, sec/electrode |
| 1.6 | 300 | 30-60 | 20 | 0.63 | 263 | 0.38 | 36 |
| 2.0 | 300 | 50-70 | 21 | 0.60 | 172 | 0.55 | 38 |
| 2.5 | 350 | 60-100 | 22 | 0.65 | 86.0 | 0.8 | 50 |
| 3.2 | 350 | 80-150 | 22 | 0.65 | 53.0 | 1.3 | 57 |
| 4.0 | 450 | 100-200 | 22 | 0.60 | 39.0 | 1.6 | 65 |
| 5.0 | 450 | 150-290 | 24 | 0.60 | 24.0 | 2.3 | 87 |
| 5.0 | 450 | 170-220 | 24 | 0.60 | 31.0 | 2.3 | 114 |
2)
| Diameter, mm/Current, A | Lower | Vertical | Ceiling | Length, mm | Number of electrodes in 1 kg, pcs. |
| 2,0 | 40…80 | 40…60 | 50…70 | 300 | 50 |
| 2,5 | 60…110 | 60…90 | 60…110 | 350 | 45 |
| 3,0 | 80…160 | 80…140 | 80…180 | 350 | 39 |
| 4,0 | 110…210 | 110…200 | 90…220 | 450 | 19 |
| 5,0 | 150…300 | 150…280 | 150…270 | 350 | 13 |
Chemical composition of the deposited metal
Packaging of electrodes ESAB-SVEL OK 46.00
For reliable storage, OK 46.00 electrodes are packaged in a pack of micro-corrugated cardboard, sealed in plastic film. The pack is yellow in accordance with ESAB standards. The number of ESAB electrodes in packages and packs is given in the following table:
| Diameter of electrodes, mm | Electrode length, mm | Weight of a pack of electrodes, kg | Pallet weight, kg | Number of packs on a pallet, pcs. |
| 1.6 | 300 | 24,0 | 1848 | 77 |
| 2.0 | 300 | 2,0 | 640 | 320 |
| 2.5 | 300 | 5,3 | 954 | 180 |
| 3.2 | 350 | 5,3 | 954 | 180 |
| 3.2 | 350 | 2,5 | 900 | 360 |
| 4.0 | 450 | 6,6 | 950,4 | 144 |
| 5.0 | 450 | 6,6 | 950,4 | 144 |
How to choose by diameter: 1.6; 2; 2.5; 3; 4 and 5 mm.
| 1.6-2 mm. | Suitable for working with carbon steel. In case of cracks in the seams, they can be easily cleaned. They are not afraid of large overheating. Not suitable for pipeline work. |
| 2.5 mm | Suitable for working with carbon steel and stainless steel. Used for surfacing metal, with low consumption. Moderate sensitivity to rust and severe sensitivity to dirt. It is better not to use it for DC welding. |
| 3 mm | They are distinguished by increased viscosity. Suitable for working on pipelines and various metal structures. |
| 4 mm | This diameter allows you to perform work of increased complexity. Consumption when surfacing metal is within normal limits. Often used for work on pipelines. Not for use with AC voltage. Sensitive to rust. Impact strength approximately 77 J. |
| 5 mm | Excellent for metal surfacing. Not suitable for short arc welding. Maximum tilt angle 75 degrees. Moderate consumption. |
Properties
Electrical network elements of the Askaynak are characterized by low sensitivity to various contaminants. Accordingly, the working surface does not need to be particularly carefully prepared. The grade is suitable for arc welding. This brand has a coating made of cellulose. The tensile strength indicator varies from 300 to 340 MPa. According to welders, the seam remains neat or even almost invisible. The comparative elongation of the Askaynak model ranges around 25%. It should be noted that it is sensitive to slag flow. These products also have problems with metal splashes.
Askaynak is definitely not suitable for carbon steel. In stores it costs between 800-1400 rubles.
How to cook cast iron, instructions
Cast iron. Welding should begin with deposition of the first cladding layers in the groove. Further, it is possible to continue welding with OK 46.00 electrodes.
The cladding layers are fused with special electrodes of the TsCh-4 brand. In order to reduce material costs, it is possible to use a homemade copper-iron electrode. It is made from a cheap steel electrode (for example: UONI 13/45, ANO-4, etc.). To do this, a spiral of copper wire (note: you cannot use brass wire - when heated, toxic zinc and its oxide will be actively released into the air) with a diameter of 1.5...2 mm. The amount of copper wire should be calculated in such a way that the mass of copper is 4...5 times greater than the mass of the steel rod. It is allowed not to wind copper wire, but to use it as a filler rod. The resulting seam will be of acceptable quality.
Who are the manufacturers: ESAB (Sweden) and not only
The high quality of OK electrodes produced in Sweden has enabled ESAB to conquer the market through joint ventures in many other countries around the world. In Russia, such enterprises have been created in St. Petersburg and Tyumen. The popularity of the St. Petersburg brand ESAB-SVEL exceeds the SEOK-46 electrodes manufactured using its own technology by the SpetsElectrod enterprise in Moscow.
ESAB has an official website registered in the Russian Federation (esab.ru). In it you can find data on electrodes produced not only in Sweden, but also in joint ventures in Russia. The website contains information on how to place an order.
Manufacturers/brands: ESAB, LEZ, Penzaelectrod (PE), Goodel and others, where they are produced
The production of electrodes of the OK 46.00 brand is carried out by the Swedish concern ESAB. Many companies produce analogues of Swedish products, for example:
- GOODEL-OK 46 – for welding critical structures made of carbon and low-alloy steels with a tensile strength of at least 490 MPa. Used for tack welds, short and root seams, and when welding wide gaps. Manufacturer: GOODEL plant, Shadrinsk.
- LEZ 46.00 are intended for manual arc welding of ordinary critical structures made of carbon steel, when increased demands are placed on the formation of seams in various spatial positions. Manufacturer: Losinoostrovsky Electrode Plant, Moscow.
- PE OK 46.00 – rutile electrodes are intended for manual arc welding of structures made of carbon steel (with carbon content up to 0.22%) in all spatial positions. Manufacturer: Penzaelectrod, Penza.
- SZSM-46.00 are intended for welding carbon and low-alloy structural steels of the pearlitic class with a minimum yield strength of no more than 360 MPa. Manufacturer: Sudislavsky Welding Materials Plant, Kostroma Region.
All brands/varieties
ESAB's spirit of innovation leads to the constant introduction of new types of coated electrodes for manual arc welding. Therefore, the already large range of OK consumables is constantly growing . Below we present the most well-known OK electrode brands on the welding materials market.
- For low-carbon steels: OK 46.00; OK 48.00; OK 48.04; OK. 48.15; OK 43.32; OK 50.40; OK 53.05; OK 53.16 special; OK 53.70; OK Femax 38.95; OK Femax 39.50 and others.
- For low-alloy steels: OK 48.08; OK 55.00; OK 73.08; OK 73.68; OK 73.79; OK 73.46; OK 74.65N; OK 74.70; OK 74.78; OK 74.86 Tensitrode; OK 75.75; OK 75.78; OK 76.16; OK 76.18; OK 76.26; OK 76.28; OK 76.35; OK 76.96; OK 76.98 and others.
Electrodes OK 76.18. Photo Company TND
- For stainless steels: OK 61.20; OK 61.25; OK 61.30; OK 310Mo – L; OK 61.80; OK 61.85; OK 61.86; OK 62.53; OK 63.20; OK 63.30; OK 63.35; OK 63.80; OK 63.85; OK 64.30; OK 67.13; OK 67.15; OK 67.43; OK 67.45; OK 67.50; OK 67.55; OK 67.56; OK 67.60; OK 67.70; OK 67.75; OK 68.15; OK 68.25; OK 68.53; OK 68.55; OK 68.81; OK 68.82; OK 69.25; OK 69.33 and others.
- For nickel alloys for special purposes: OK 95.55; OK Ni-1; OK NiCrMo-5; OK NiCu 1; OK NiCu 7 and others.
- For aluminum alloys: OK AlMn 1; OK AlSi 5; OK AlSi 12 and others.
- For welding cast iron: OK Ni-Cl; OK NiFe-Cl; OK NiFe-Cl-A and others.
- For hardening surfacing: OK 13Mn; OK14MnNi; OK Tooltrode 50; OK Tooltrode 60; OK Weartrode 30; OK Weartrode 30HD; OK Weartrode 35; OK Weartrode 40; OK Weartrode 45; OK Weartrode 50; OK Weartrode 50T; OK Weartrode 55; OK Weartrode 55HD; OK Weartrode 60; OK Weartrode 60T; OK Weartrode 62; OK Weartrode 65T and others.
Characteristics of some electrodes OK
- Electrodes OK 46. Universal electrodes with rutile coating, which provide high properties of the welded joint . The welding process is characterized by reduced heat input, which makes the electrodes attractive for welding wide gaps when installing metal structures. They are ideal for tack welding and for short and root welds . Widely used when welding parts with galvanic coating. Not sensitive to surface dirt and rust.
- Electrodes OK 48. General purpose products, have a basic type of coating, used for welding low-alloy and carbon steels. The weld metal has high toughness. The welding process using these electrodes has a high speed on vertical planes. Recommended for welding heavily loaded structural elements made of the above steels, as well as marine steels and galvanized sheets.
- Electrodes OK 74.78. Electrodes with the basic type of coating are intended for welding low-carbon and carbon steels, ensuring high impact strength of the weld at low temperatures down to -60°C. They are widely used in welding rails and elements on railways, structures operating at low temperatures, including when storing natural liquefied gases. The electrode coating is characterized by low hygroscopicity and high resistance to cracking.