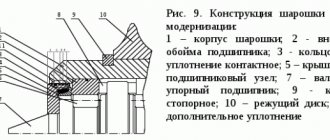
Purpose
A hog file is used to remove a layer of material of large thickness (up to 0.15 mm) from the surface of a workpiece in one pass of the tool as a result of a reciprocating movement. This effect occurs due to the presence of relief notches on the canvas of the product, forming sharp teeth. The fewer notches applied per unit length of the product, the larger the tooth. Bruiser files have the coarsest notch.
The following operations are performed with files:
- cleaning electrical contacts;
- sharpening of other tools;
- removal of burrs and scale;
- removing dirt, rust and old paint;
- adjusting parts to size.
The grooved surface provides a specified level of precision and cleanliness with minimal physical effort.
Which bastard file, round or flat, will be useful at home?
A fairly common question is whether a flat or round tool is useful in everyday life. Among the wide variety, it is difficult to choose the most suitable design option. That is why the selection recommendations are characterized by the following features:
- When carrying out major home renovations, a good set of tools should be preferred. This is due to the fact that low-quality products will not last for a long period.
- If the initial task is to make a construction set for a child or other small products, then you can purchase inexpensive files or a rasp.
In general, we can say that the basic option is a flat file. It is suitable for almost all types of work.
Types of files
According to their purpose, files are divided into several large groups:
- general purpose;
- special purpose;
- machine;
- rasps;
- files.
General purpose files are used for general metalworking work. The notching for instruments of this group is carried out using the notching method, equipping them with a double (cross) notch. They can be of different lengths (from 100 to 450 mm), have different bar shapes and almost all notch numbers.
Bench files for special work are used mainly in industrial settings, since their purpose is to eliminate large allowances when fitting grooves and different curvatures of surfaces; they can be used for processing non-ferrous metals. Depending on the work performed, they can be flat, lumber, grooved, double-ended and other shapes.
The most numerous group of needle files - there are as many as 11 types of them: flat, round, semicircular, square, triangular, oval, hacksaw, etc. Needle files can be distinguished by the short length of the bar (40, 60 or 80 mm) and the highest class 5 notch.
Needle files are mostly equipped with a double notch, although the edges of flat files can also have a single notch. They are used primarily for processing small parts or bottlenecks that cannot be reached with conventional plumbing tools.
Rasps are divided into three types: shoe rasps, hoof rasps and general purpose rasps. Their distinctive feature is their long length (from 250 to 350 mm) and large notch teeth - it is never smaller than No. 1 for rasps. Typically, rasps come in round or semi-circular shapes, as well as flat ones with blunt or sharp noses.
Selecting the cross-sectional shape of the file
The cross-sectional shape of the file is selected depending on the type, size and location of the surface being processed in accordance with its purpose.
The cross-sectional shape of the file is selected according to the outline of the surface being processed (Table 2).
Table 2. File cross-sectional shape and its purpose
| Types of files | Purpose |
| Flat and flat sharp-nosed blades are designed for filing easily accessible flat and convex surfaces, sawing splines and grooves (size h and larger), sawing rectangular holes | |
| Square (tetrahedral) are designed for sawing square and rectangular holes (size b and larger), narrow flat surfaces that are inaccessible for work with a wide flat file | |
| Triangular and rhombic are designed for filing internal sharp corners, triangular holes and planes (sizes b, h and larger), in places inaccessible to a flat file | |
| Round and semicircular are intended for sawing round or oval holes, concave and flat surfaces (sizes d, b, h and larger), for filing with the flat side of planes, with the semicircular side of concave surfaces (semicircular recesses) | |
| Hacksaws are designed for filing internal corners, wedge-shaped grooves, narrow grooves, planes in triangular, square and rectangular holes (sizes b, h and larger) |
Features of operation
The brute file is very easy to use. In order to begin work, the workpiece is securely fixed in a vice, cotton gloves are put on and the handle of the tool is grasped so that its end rests against the palm. Place your free hand on top of the other end of the file and begin moving back and forth. A special feature of the bastard notch is the inclination of the teeth in one direction, so grinding off the top layer of metal or any other material is possible only when the file moves forward. Accordingly, you only need to put pressure on it when moving forward.
There is no point in putting effort into moving the tool in the opposite direction.
When working with bastard models, do not forget about safety precautions.
- When working with a file, you must lean on both feet. The position should be stable, and clothing should not hinder movement. An uncomfortable body position will lead to the tool slipping during operation and serious injury to the fingers.
- During processing, you need to ensure that your fingers are not on the cutting surface of the tool.
- When moving the file forward, do not allow it to hit any obstacle.
- It is prohibited to brush shavings off a file or workpiece with bare hands or to blow them away. At the end of the work, the waste is collected with a special brush and disposed of.
- It is prohibited to use a tool with visible defects on the working surface .
Caring for the bastard file
Every item requires care, and files especially!
- With a new product, it is recommended to first work with soft materials (aluminum, bronze) so that the cutting edges become slightly dull. Then you can move on to working with steel.
- Do not hit metal with the tool or hold it on a metal surface. Wooden files are stored in a special box.
- In order for the product to work longer and not become rusty, it must be protected from moisture.
- The tool must not come into contact with lubricants that reduce the friction force between the working surfaces.
- After finishing work, the hog file is wiped with a rag with gasoline and stored in a special box.
There is a great variety of existing files. However, each of them finds application in workshops, garages, households and production.
Classification of files
There are different types of files. These devices are divided according to several factors:
- type of notches;
- the form of the device for working with workpieces;
- purpose.
Each of the groups presented should be discussed in more detail.
Types of files for metal
Peculiarities
In the understanding of people not involved in metalworking, a device designed for grinding metal workpieces is a tool consisting of a working rectangular part, which is connected to a handle. There are notches on the metal rectangle. They remove part of the metal when transferring forces. However, there are different forms of the working part.
The file cannot be made of soft materials. The steel used for them must be harder than the surfaces being processed.
Types of files
According to their intended purpose, the following types of files are distinguished:
- General purpose hand tools. Used in plumbing work. Double notch. The size of the teeth is selected depending on the required quality of processing.
- Special purpose devices. They are used in metalworking factories. With their help, defects remaining after processing workpieces by machines are corrected. Withstands long-term active use.
- Needle files are the most common group, which consists of 11 subgroups of models of different shapes. They have number five notches and are small in size. Needle files are used for precise processing of parts.
- Rasps are long-length models with large teeth. Used for rough metal processing.
You need to choose a device based on its size, shape, and size of teeth.
File shape
Metal files are classified depending on their shape. The following types of instruments exist:
- Flat - the classic form of devices for processing metal surfaces.
- Triangular - they are used to bore grooves, grooves, and holes.
- Square - used when working with holes of complex shape.
- Semicircular tools - they are used to bore large diameter holes.
- Round - used for boring oval round holes of different diameters.
- Diamond-shaped - process the teeth of parts, gears, and equipment.
File shapes
Types of files for metal
There are various files for metal. Classification is usually carried out according to the following criteria:
- Sizes. The working part can have a variety of sizes. The choice based on this indicator is made depending on the area of the surface being treated. The recommended length is 15 cm longer than the product being processed. As for the width, as it increases, the load that must be transmitted increases significantly. The thickness of the metal must be decent, since otherwise, when force is applied, the plate can be seriously deformed. Attention is paid to products from well-known manufacturers, as they often have the most optimal characteristics.
- The type of material used when creating the main part. The use of conventional alloys is not allowed, as they will not withstand the load. Preferably, models made of hardened tool steel are selected. It can withstand quite long periods of use under difficult conditions. Alloy alloys are characterized by increased resistance to moisture, so corrosion does not appear on the surface over a long period.
- The type of material used in the manufacture of the handle, as well as its shape. At the time of work, you have to apply quite a lot of force. To do this, the handle must have a comfortable shape. At the time of purchase, you should take a bastard file in your hand and check how comfortable it will work with it.
- According to the shape of the working part. The classification is very extensive, the most common are flat, round and semicircular shapes.
- By the number of notches and their location relative to each other.
There are a wide variety of garnish file options available on the market, so there can be quite a lot of problems with the choice. The first thing people pay attention to is the shape of the working part. The installed handle should be comfortable; it is often made using plastic or hard wood.
Use of needle files of various shapes
Needle files are used for finishing small-sized parts. In industrial enterprises and in everyday life, a situation may arise when it is necessary to form the final form of a metal product of a complex design, grind or adjust a miniature part to size. Thanks to this small file you can work on the most difficult to reach areas. The needle file is an indispensable assistant for engraving and jewelry masters. It is used to clean and adjust small holes in tiny products.
The shape of the bar is determined by the state standard. This parameter is very important, since it can be used to determine the intended purpose of the tool.
The following types of needle files exist:
- Flat or flat pointed. This tool is used to process internal or external flat surfaces.
- Trihedral. It is used to machine grooves, holes and grooves. Suitable for processing sharp corners on the external sides of parts.
- The oval side is used for sawing and processing of embossed and rounded surfaces. The flat side allows you to machine a flat surface and cut various grooves.
- Round. The file is designed for finishing small holes in the shape of an oval and a circle, as well as a concave surface of small diameter. The file is round, as is the shape of its section. The working surface is the entire circular area of the tool.
- Semicircular. This type has two sides - flat and oval, taking a segmental shape in cross-section. Both sides have notches.
- Rhombic. Used for processing gear parts.
- Square. They are used to saw rectangular, square and polygonal holes.
- Needle. It has fundamental differences from other types. This miniature tool has a working profile length of only 25–35 mm, and it has a square shank.
- Differently convex. Externally it is similar to a biconvex lens. The noses are pointed, there is a notch on both planes. The main purpose is to process the internal surfaces of the rings.
- Wedge-shaped. The name speaks for itself. This type of tool has a wedge shape and a sharp nose. This file has two varieties. Each view consists of two working faces and an edge. The only difference is that one tool has a sharp edge and a wedge-shaped notch, while the other has a rounded edge. Wedge-shaped files are used when it is necessary to process crops, castes, or saw through a small angle notch.
- Hacksaw. Needed for making a narrow groove or groove. It is used to process internal corners and planes in square, diamond-shaped or rectangular holes.
- Groove. A tool similar to a flat one, but with rounded edges on the sides. This feature allows you to process hard-to-reach areas of parts.
- Rifle. Multi-edged representative of small needle files. It is distinguished by a strongly curved working part, up to a hook-shaped bend. Used in jewelry workshops to process curved surfaces. Made exclusively from magnetic hard alloy. Using a magnet, the jeweler separates the broken particles of the riffle from the crumbs of the precious metal. The parameters of riffles for cleaning casting cores are fixed in GOST 11798–74.
Use of files of various shapes
The shape of the bar is very important; it can be used to immediately determine the scope of application of the tool. Files according to the method of application are:
- flat or flat pointed, designed for processing interior or exterior flat surfaces;
- square, designed for sawing rectangular, square and polygonal holes;
- triangular, designed for processing in grooves, holes and grooves, as well as on the outside of parts with sharp (from 60º) corners;
- semicircular, designed for processing large holes and concave surfaces with a significant radius of curvature;
- round, designed for processing small round or oval holes or small radius concave surfaces;
- rhombic, designed for working with gear parts;
- hacksaws, designed for cutting narrow grooves, grooves, for processing internal corners, as well as planes in square, diamond-shaped or rectangular holes.
Read also: Which is better, electric or pneumatic impact wrench
Such a variety of tools of the same type can confuse even a specialist. If you do not professionally work on metal or wood, but use a file occasionally, then it is not at all necessary to purchase tools of all sizes and shapes for your home workshop. Most operations can be performed with only three types of files - flat, triangular and round, but it is necessary that these types be of all three main groups: general-purpose metalworking files, needle files and rasps. When they are in your workshop, you will be able to handle any task.
The service life of the tool is directly dependent on the brand of material, its heat treatment and the quality of the notch.
When choosing a file in a hardware store, be sure to pay close attention to its appearance.
Professionals advise choosing a tool that has a uniform steel surface color, a clearly visible notch without the slightest sign of defects. If you find stains, traces of rust or oil stains on the surface, then it’s definitely better not to take such a tool; you won’t be using it for a long time anyway.
On the surface of the file there are sharp teeth called serrations, which determine the type of file.
The notch (picture below) can be single (simple) or double (cross).
| File cuts |
a - single; b - double.
Single-cut files cut metal with wide chips equal to the length of the entire tooth, so it is difficult to work with such files. They are mainly used to file soft metals and alloys (copper, brass, aluminum, lead).
Double-cut files are used to process hard metals (steel, cast iron). In double-cut files, the bottom cut is called the main cut, and the top cut is called the auxiliary cut.
The cross cut breaks up the chips, making work easier.
The lower notch is usually made at an angle of 55°, and the upper one at an angle of 70°.
Depending on the size of the notch tooth and the number of teeth per 10 mm of length, 6 classes of files are distinguished: 1st class - bastard files, which have 5-13 teeth per 10 mm of length (large notch); used for rough (rough) filing, when it is necessary to remove a large layer of metal.
2nd class - personal files, which have 13-25 teeth per 10 mm of length (medium notch); used after the main layer of metal has already been removed with a bastard file; used for surface finishing.
3, 4, 5 and 6 classes - velvet files - there are 25-60 teeth per 10 mm of length (the smallest notch); used for fitting parts, finishing and grinding surfaces.
Questions
- What kind of cut do files have?
- What metals can be processed with a single cut file?
- What class does the pugnacious file belong to?
- How to determine the class of a file?
Exercise
Using the training manual, set the number of main notches per 10 mm of file length: 200, 300, 400 mm long for basal file; personal length 150, 250, 350 mm; velvet length 150, 200, 250 mm. Write your answers in the table, the form of which is given below.
| Type of file | Number of notches per 10 mm length | File class |
| … | … | … |
“Plumbing”, I.G. Spiridonov, G.P. Bufetov, V.G. Kopelevich
Curvilinear surfaces of machine parts are divided into convex and concave. Typically, filing such surfaces involves removing significant allowances. Before you begin processing, you should carefully mark the workpiece and choose the easiest way to remove excess metal. In one case it is necessary to first cut with a hacksaw, in another - to drill, in the third - to knock out. Excessively large allowance for filing...
Cylindrical rods sometimes have to be filed to reduce their diameter. It also happens that a cylindrical part is obtained from a square section by filing. Long blanks of rods from which a large layer of metal must be removed are clamped in a vice in a horizontal position and filed by swinging the file in a vertical plane and frequently turning the workpiece. Filing a long rod A short workpiece (rod) is clamped...
Before filing, the workpiece is clamped in a vice so that the surface to be processed is horizontal and protrudes 5-8 mm above the jaws of the vice. First, file one wide surface with a cross stroke, taking it as the main base. The sawn workpiece is removed. See the picture - Filing with a cross stroke. The quality of the processing is checked with a ruler, installing it along, across and diagonally...
The conductor is a copying device. Using a jig It is possible to reproduce the contour of a part with an accuracy of 0.1 to 0.05 mm. The working sides of the jig must be precisely machined and hardened. They are filed along the jig when producing a large number of identical parts. The workpiece (plate) to be processed is inserted into the jig and clamped together with it in a vice. The protruding part of the workpiece...
According to their purpose, there are ordinary files, special files, rasps and needle files. Common files include flat (blunt and pointed), square, triangular, semicircular, round and diamond-shaped files. Files differ from each other not only in the number of notches, but also in the cross-sectional profile and length. This is due to the fact that workpieces of different shapes and sizes have to be processed. The file must be longer than the surface being filed...
Various types of files have been known to the world since the 3rd century BC.
Today, the range of applications of this oldest hand-held device is practically unlimited.
Various types of tools are used to polish parts and achieve the required surface cleanliness.
Thanks to modern technology, mechanical files have been supplemented by a range of electric and cordless tools.
Which notch to choose
When choosing any tool, first of all you need to understand what goals should be achieved when processing the part. Files are most often used to remove layers of material. Undoubtedly, if we are talking about removing material within 0.1 mm, then it makes sense to use files with a notch of No. 0 or No. 1.
To perform more delicate work, for example, preparing the surface for coating, you can use a tool with a notch No. 2 - No. 4.
To perform work related to threading the cutting edge, grinding the surface and other particularly precise work, so-called velvet tools are used.
Single cut tool
The bastard file with a single notch has become widespread. The purpose is as follows:
- Rough processing of the workpiece.
- Removal of gross defects.
The version with a single notch is very common. It is an important component of a wide variety of sets.
Types of file cuts
The shape and size of the notch determine the use of the file for impact on certain materials, the efficiency of removing workpiece material (filing speed) and the cleanliness of the resulting working surface.
Single cut
As a rule, it is made at an angle of about 70 degrees to the longitudinal axis of the tool, less often - at an angle of 45 degrees, for example, in files for deburring during turning. Allows you to remove wide chips. It is in second place in terms of frequency of use. A single cut is usually made at an angle of about 70 degrees to the longitudinal axis of the tool, less often at an angle of 45 degrees, for example, in files for deburring during turning. Removes wide chips from the material being processed. In terms of frequency of use, it ranks second after double notching, as it is inferior to it in filing speed. Since a single cut leaves a significantly smoother surface than a double cut, it is primarily used in cases where surface cleanliness is important, for example, when sharpening cutting edges. It is also used for work in which high filing speed is not needed or undesirable, for example, for deburring during metalworking and turning operations. In this case, a single file is usually produced on the sides of flat files with a double notch. There simply isn't enough room for a quality double notch.
Double (cross) notch
It is the main type used in this tool. It consists of a main, deep notch, applied at an angle of about 70 degrees to the longitudinal axis, and an auxiliary, fine notch, applied with an increased step on top of the main one, at an angle of about 45 degrees to the same axis of the tool. Since, when applying the second notch, the cutting edges formed by the first notch are divided into separate sections, the pitch and inclination of the secondary notch are selected in such a way that when the file moves forward, these small cutting edges overlap each other without leaving noticeable grooves. However, the surface quality left by a double-cut file is much worse than that left by a single-cut file. Those. double notch is superior to single notch in efficiency, but inferior in surface quality.
What is a file and what is it for?
A file is a universal metalworking tool. Allows you to solve a whole range of problems.
- Cleaning parts from rust.
- Removing dirt and paint from the surface of parts.
- Bringing the workpiece to the required size.
- Tool sharpening.
- Cleaning power contacts of electrical equipment from carbon deposits.
- Surface grinding.
What is such a tool? This is a small piece of metal with notches. At one end there is a shank for a handle made of wood or plastic.
When making files, they are guided by GOST 1465–59. It regulates the use of a certain type of metal in the production of these products:
- alloyed chromium steel (grade ШХ 15 or 13Х);
- improved unalloyed steel (grade U10A or U13A).
For high-quality processing of metal parts, there are metal files. Types of notches allow you to solve a wide range of problems. This includes processing not only high-strength alloys, but also working with ceramics, plastic, wood, rubber or leather. The requirements for precision and cleanliness of processing are also different.
Which notch to choose
- Simple (single). Suitable for processing soft metals or plastics. Such material is easily removed and can quickly clog the space between the notches. But not in this case.
- File with cross or double cut. Used for working with parts made of hard alloys. For example, cast iron, bronze.
- Rasp, dot notch. Based on the type of tooth, such a tool is called a rasp or hog file. It is always large in size (250–350 mm). Has a large notch. The shape is classified as semicircular, round or flat. Good for working with rubber, leather, wood. Not suitable for precision machining and grinding.
- There is an arc type of file notches. Used for processing wooden parts.
GOST 1465–59 regulates six numbers of notches:
- Large. These are No. 0 and 1. Used for rough surface treatment. Such a tool, also called a bastard file, removes a layer 0.05–0.1 mm thick in one pass. Not suitable for precision machining.
- Notches No. 2 and 3 allow you to work more accurately. Removes a layer of 0.02–0.06 mm. The processing accuracy will correspond to this parameter.
- Finish adjustment of the size is possible with notches No. 4 and 5. An accuracy of 0.01–0.005 mm is possible here. This is how much material is removed from the workpiece in one pass of the tool.
Now you can see that you can do quite a lot of work with this tool. It is unpretentious and versatile. Indispensable where a power tool is “powerless” and is always ready to help out a master in a difficult situation.
How to make a file handle
The handle of the tool should be comfortable. It’s easy to make with your own hands from wood. The sequence is:
- Plan or turn the handle on a lathe. Each master selects the size and shape individually. It should fit well in the locksmith's hand. The wood is taken dried, of medium density, non-fragile. The best option is pine.
- Finally, place a metal ring where the file shank will be inserted. It can be made by cutting 1 cm from a tube of suitable diameter. Without it, when placing the handle on the shank, the handle will crack.
- Drill a hole along the axis of the handle from the side of the ring to a depth equal to ¾ of the length of the file shank. The drill bit should have a diameter of ½ of the average shank thickness.
- When inserting the handle, make sure that the axes of the two parts coincide.
Often it is necessary to process shaped surfaces with curves and sharp internal corners. To perform each of these works, select the appropriate tool, produced in accordance with GOST.
File appearance
Even in the age of space technology, most metal or wood work cannot be done without a file. Despite the very respectable age of the tool, its purpose remains the same - by layer-by-layer grinding the surface of the part to form it into the desired size and shape.
Domestic files are produced from two groups of high-quality tool steels - alloyed chromium steel grades ШХ15 and 13Х or unalloyed improved steel grades У10А - У13А.
A file is classified as a cutting tool. In appearance, a file is a bar made of a special grade of steel, the surface of which is cut according to a special pattern. Most files have a rectangular, triangular or round cross-section, although other options are possible.
A wooden or plastic handle is attached to the tapered shank of the file. It serves solely for the convenience of the user working with the tool, and has no effect on the quality of the tool itself. Therefore, it is stupid to throw away a tool with a broken handle; it can easily be replaced with another one.
Description and purpose
Files for rough processing of material are called brute files. The length and shape can vary significantly to make it possible to remove a layer of metal from 3 to 15 mm on straight and curved surfaces (including in holes). A special large notch allows you to remove about 0.1 mm from the workpiece in one pass. This species is distinguished by the specific (jewelry) shape of the cutting part.
There are 3 types of files (depending on the nature of the work and the roughness of the tooth):
- pugnacious;
- personal;
- velvet.
A characteristic difference between a file is the configuration of the grosgrain notched surface: it is most often dotted, made in clearly formed rows. The teeth in the transverse and longitudinal directions are collected in straight or slightly curved groups. The fewer individual elements are concentrated per unit area, the rougher the tool. Consequently, its area of application will be roughing (drawing) processing of the material. The most common form option is straight, flattened. Based on it, there are modifications for wood, leather, metal, and plastics. For ease of use, bastard files, as well as ordinary files, are equipped with a special forged nose, onto which a wooden or plastic handle is attached. Sometimes versions without a handle are available. In this case, the file can have either a uniform bastard notch or a different one: small on one side, larger on the other.
Files and needle files
Files and needle files are tools used for cleaning and polishing various surfaces. Also, using a number of models, you can sharpen parts. A classic file is a metal profile with a notch, mounted on a handle. The purpose of the tool is determined by the shape of its working part and the nature of the notch.
Description
Needle files are a type of file intended for fine work. They are usually made from steel rods, onto which a very fine notch is applied. Compact dimensions allow you to use the tool in the most difficult to reach places. Special diamond-coated models are available for working with glass, ceramics and stone.
Depending on the cross-sectional shape, there are many types of files (needles). Let's list the most popular ones:
- Flat. The most common model used for processing straight surfaces.
- Square, triangular. Used for grinding corners.
- Round. Ideal for machining holes.
- Rhombic. Designed for working with perforations.
- Semicircular. A universal tool with the properties of round and flat files.
Tips for selecting files and needle files
For metal work, profiles with fine notches are mainly used. For wooden surfaces, it is better to choose a coarse-grained surface. There are several options for covering the working part. For non-ferrous metals, a single or arc cut is used. The latter is also suitable for wood processing.
Using cross-cut tools, steel, bronze and cast iron workpieces are ground. A rasp, the surface of which consists of many small, free-standing burrs, is used for processing leather, rubber and wood. By the way, this is perhaps the most ancient version of the file. The stamped notch is similar to a kitchen grater - holes are pressed into the profile with the edges sticking out. Has the same purpose as a rasp.
The length of the working part of the file ranges from 10 to 35 cm. Professional craftsmen prefer to use sets that include up to a dozen tools with different types of sections and sizes. These do not necessarily have to be independent files and needle files. You can get by with just one removable handle with a set of attachments for it. Changing a profile takes just seconds.
Subtleties of tool selection
Depending on the task to be performed, the size of the file, the features of the notches, the shape, and the length are selected. For example, for filing copper, bronze, brass, aluminum, other soft metals and wood, you should choose tools with a single cut. It is not recommended to use personal or velvet files for such work - their teeth become clogged with shavings too quickly and stop cutting. When choosing a notch number, you should proceed from the thickness of the layer being removed and the accuracy of processing.
Let's look into this. Files with cut number 0 or 1 are used when 5-10 mm need to be filed, and the processing accuracy ranges from 0.1 to 0.2 mm. It should be taken into account that in one stroke such a file can remove 0.05-0.1 mm. The surface of the material as a result of such processing will be quite rough, so they are most often used for roughing. Determining the length of the tool is quite simple: the larger the size of the surface to be filed, the larger the file should be. Or you can use this formula:
The length of the working surface of the file = the length of the surface to be filed + 15 cm. It should be borne in mind that when filing, it is advisable to use the entire working surface.
Files, needle files and rasps
Those who are at least a little familiar with metalworking have probably encountered the need to treat surfaces. In many cases, files, needle files, and rasps are used for this purpose. The use of a certain type of metalworking tool depends primarily on what surfaces will be processed.
A file, a needle file and a rasp are a metalworking tool designed for various types of materials. Everyone is more or less familiar with a file. This is a cutting tool for filing surfaces, which is a steel bar of rectangular or triangular cross-section, the surface of which has sharp notches.
Files vary in shape, number and type of cuts. The finer the notches and the more of them, the more suitable the tool is for delicate work. A small file with a fine notch is called a needle file. Needle files are used for fine filing, cleaning surfaces, finishing small and very tiny parts. They are ideal for pattern making, engraving and jewelry work. Needle files vary in size (from 80 mm to 160 mm) and shape (can be triangular, wedge-shaped, semicircular, oval, round, needle-shaped).
The files have a double notch: the first is made at an angle of 25° and the second at an angle of 45°. The narrow side has a single notch. Based on the number of notches for every 10 mm of tool length, needle files are divided into five types: No. 1 (20-40 notches), No. 2 (28-56 notches), No. 3, 4 and 5 (40-112 notches). The type of tool is usually written on its handle. Diamond needle files are used to process materials made of hard alloys, ceramics and glass.
It is impossible not to mention another type of grinding tool - the rasp. It is used in woodworking, furniture production, and when working with plasterboard for trimming and finishing surfaces. Like files and needle files, rasps come in flat, round, semicircular, and with different cut grain sizes. Rasps are convenient if you need to process soft materials - lead, tin, copper, leather, rubber, wood, plastic. An ordinary file will not work here - the notch becomes clogged with shavings too quickly. The rasp has a rare, large and sharp notch, usually with semi-conical teeth that do not clog for a long time.
The technique of working with a tool is of great importance for a high-quality result. So, regardless of whether a file is used, or a needle file, or a rasp, the workpiece must be secured. It is advisable that it be a vice that can be adjusted in height. The file should move with strong pressure and evenly forward and until it stops. To obtain a flat surface, the tool must be held horizontally. The file is taken by the end with your fingers. The rasp is held with two hands - the right one by the handle, and the left one by the end. When working with a tool, it must be used to its full length, although a short stroke is allowed when smoothing and leveling. A good result can be achieved by moving the file diagonally towards the part, often changing the direction of its movement.
So, in order to buy the tool necessary for the job, you need to take into account what material you will be dealing with, as well as the size of the parts being processed. Most likely, you will need a whole set, including, for example, files and needle files of various shapes. offers a wide range of files, needle files and rasps for various types of work. Here you can purchase sets of diamond files and needle files “GRIFF”, rasps of various shapes, sets of plumbing tools, including everything you need for processing any surfaces.
Safety first!
“What nonsense!” – the reader of this article may think. - “Can there be anything unsafe in this work?” Actually, yes, it can. For example, you should not bring the file to the point where the handle hits the part (especially if the handle is removable) - this can lead to the handle coming off and causing injury.
It is also dangerous to put your fingers under the file - you can get hurt on the sharp edges of the part. Removing metal shavings by hand can lead to unpleasant consequences (the shavings cut into the skin), but blowing them off is much more dangerous: it will fly into your eyes. How then? It's simple - you can remove the chips with a brush or rag, the main thing is not to wave them too much.
What is a calibrated file
A calibrated file serves as a kind of standard for determining the hardness of hardened metal parts and workpieces on the Vickers scale or the Rockwell “C” scale.
Hardness testers allow you to quickly and cheaply determine the nature of a material in everyday life and industry, as well as in hard-to-reach places where it is not possible to use stationary or portable tools.
For this purpose, sets are produced in which the tools, depending on the standard of their hardness, differ in color:
1. Black HRC65 2. Blue HRC 60 3. Dark green HRC 55 4. Light green HRC 50 5. Yellow HRC 45 6. Red HRC 40
Traces of scratches on the control product show that the tested surface is softer than the determinant.
Tests are carried out until the hardness of the object is higher than the hardness of the tester and is between the average values of both instruments.
How to choose a file
When choosing a certain type of hand file, professionals recommend paying attention to the materials processed and performance characteristics. Among the significant parameters is the quality of the teeth
Among the significant parameters is the quality of the teeth.
The efficiency of work directly depends on it.
In addition, it is worth considering:
— Type of notches; — Shape of the working fluid; — Length; — Features of the handle or shank.
Read also: Do-it-yourself cross stop for a circular saw
The dimensions must correspond to the dimensions of the parts being processed.
For large parts, use the maximum length - from 22 to 350 mm, and for small parts - from 150 to 180 mm.
The handle should be reliable and comfortable.
Wooden handles are considered less reliable; plastic and rubber are more convenient.
Also, tools are often offered without a handle.
Indicators such as the distribution of hardness and viscosity are very important.
Viscosity is minimum at the surface and maximum at depth, while hardness is the opposite.
Insufficient hardness leads to a rapid loss of tooth sharpness, and low viscosity threatens the destruction of the notch during operation.
Surface hardness is regulated depending on the purpose.
The average figures for manufacturers are the following values for files of various types:
1. Carpentry and metalworking purposes – from 64 to 66 HRc;
2. Grinding type – from 65 to 67 HRc;
3. Rasps – from 53 to 56 HRc.
The actual quality is only verified during use.
Purpose and types of files
- Flat. They are good for cleaning even parts of workpieces.
- Tool with square section. They are convenient for fitting parts with internal square or polygonal holes.
- Semicircular. Suitable for grinding concave surfaces with large diameters.
- Round. They will help to expand the hole of a small radius, and, if necessary, give it a different shape, for example, make an oval or ellipse.
- Triangular assistants are used for working with parts with sharp corners up to 60°.
- There are files with a rhombic shape. The angle between the working planes of such a tool is smaller than that of triangular “colleagues in the workshop”. They are used to process parts inside sharp corners. For example, for sharpening a fine-tooth hacksaw.
Advantages of a file
It is easy to use and cheap to purchase. If you use a power tool, for example, for sharpening, such a device will be difficult to use.
This file is not suitable for manicure
I remember this well from my school years, when we took plumbing. We were given details and tasks. It was necessary to bring the workpieces to a certain size, using measuring instruments to find out how much the part should “lose weight”. And most importantly, name and choose the instrument correctly. One girl was skipping work and came and didn’t understand anything. The teacher asked her if she lost her manicure set, could she use a file? She answered: “Yes,” he said: “Well, try it,” and he gave her the largest file, half a meter long, she could barely hold it in her hands.
Every craftsman knows perfectly well the whole range of these simple, one might say old-fashioned, but necessary tools - files. They are especially often used when working with metal, in the garage or country house, or when renovating an apartment. Fitting parts to size, removing rust, scale, burrs, and finally grinding to a mirror finish - we perform all these operations using files.
What types of files are there?
Modern production cannot always be satisfied with the results of manual labor, so manufacturers offer tools such as an electric or pneumatic file.
The latter are characterized by low productivity, but benefit in weight and size.
Network tools have high performance, are heavier and larger than the first ones, but do not require additional air supply.
With the development of autonomous technologies, a new type has appeared - a cordless tape file, which allows you to work without being tied to a power point.
Despite the fact that pneumatics are gradually being forced out of store shelves, there are models that best meet consumer requirements.
One such popular option is the pneumatic band file.
It does an excellent job of cleaning metal surfaces from traces of welding, corrosion and other things in small metalworking enterprises, private auto repair shops, production and assembly shops.