Сведения о производителе вертикально-сверлильного станка 2118
Производителем вертикально-сверлильного станка 2118 является Новочеркасский станкостроительный завод
, основанный в в 1938 году.
С января 1957 завод специализировался на выпуске только револьверных станков. Завод выпускал токарно-револьверные станки: 1Н318, 1Н325, 1Г325, 1Д325, 1Е325, 1325Ф3.
Станки, выпускаемые Новочеркасским станкостроительным заводом
- 1Г325
— станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 25 - 1Д325П
— станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 25 - 1Н318, 1Н318р
— станок токарно-револьверный с вертикальной осью револьверной головки, Ø 18 - 1Н325
— станок токарно-револьверный с вертикальной осью револьверной головки, Ø 25 - 1325Ф30
— станок токарно-револьверный с горизонтальной осью револьверной головки с ЧПУ, Ø 320 - 2118
— станок вертикально-сверлильный, Ø 18
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Пользовался этим токарным станком КОРВЕТ 402. В состоянии «из коробки» требует серьёзнейшей переделки и усиления подвижных узлов, так как всё кривое, люфтит и изобилует косяками на уровне самоучек-пионеров. Впрочем, для пластика и алюминия сойдёт.
Алексей 30.01.2019
Оцените эту модель:
Рейтинг модели: 4.2 / 5. Количество оценок: 13
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Фото вертикально-сверлильного станка 2118
Отечественные модели
Рассмотрим популярные сверлильные станки вертикального типа, изготовленные в СССР. Это модели 2а125, 2г125, 2л125, 2т140, 2118 и 2118а.
Напольный вертикально сверлильный станок 2а125 имеет максимальный диаметр глубокого сверления 25 мм. Оборудование 2а125 включает 9 скоростей от 97 до 1360 об/мин и вылет 250 мм. Имеет устройство реверсирования электродвигателя. Размер 98*82,5*230 см, масса 870 кг. Изготавливался в СССР на Стерлитамакском заводе. Цена этой модели от 25000 рублей.
Усовершенствованное устройство 2г125 имеет больший вылет 260 мм. Двигатель меньшей мощности – 2,2 кВт. Масса станка напольного типа 2г125 780 кг, размеры 73*91*210,5 см. Количество скоростей 2г125 16. Перемещение стола по вертикали 425 мм. В устройстве 2г125 диаметр нарезания резьбы 24 мм. Шпиндель имеет конус Морзе 3. Изготавливался в СССР на Краснореченском заводе. Цена этой конфигурации от 20000 рублей.
Модель 2л125 самая малогабаритная, имеющая лучшие характеристики. Масса станка — 475 кг, размеры 86*56*213 см. Он имеет конус шпинделя Морзе 4. Максимальный ход стола 540 мм.
Станок 2т140 производится сейчас и является одной из самых усовершенствованных моделей.
Станок 2118 имеет максимальный диаметр глубокого сверления 18 мм. Шпиндель включает конус Морзе 2. Вылет устройства 200 мм. Размеры оборудования 2118 87*59*208 см, масса устройства 450 кг. Вертикальное перемещение стола 350 мм. Включается агрегат барабанным переключателем, который подает питание на электродвигатель. При регулярной эксплуатации основные узлы станка 2118 нужно ежедневно смазывать своими руками. Цена станка 2118 от 20000 рублей.
Для мелких работ используются станок ВСН. Он отличается небольшими габаритами – 30*58*66 см и массой не более 75 кг. Шпиндель устройства имеет 2 скорости и частоту вращения от 7,5 до 20. Наибольший диаметр отверстий станка ВСН 16 мм. Шпиндель перемещается на 100 мм. Работает станок от сети с напряжением 380 В. Рабочий стол квадратный с длиной стороны 250 мм. Шпиндель имеет конус Морзе В16. Несмотря на небольшие размеры, ВСН сверлит металлические материалы. Цена оборудования от 20000 рублей.
Ко всем устройствам при покупке прилагается инструкция по эксплуатации. Модели, произведенные в СССР находятся в продаже бывшими в употреблении.
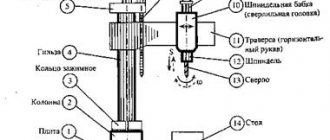
Конструкция сверлильного станка 2118
По своей конструкции сверлильный станок весьма прост в управлении. Для того, чтобы установить выбранную скорость сверления, необходимо переставить клиновидный ремень на соответствующую ступень шкива.
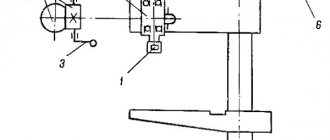
Для того чтобы перебросить ремень с одной ступени шкива на другую необходимо отвернуть специальную рукоятку на кронштейне и путем поворота винта влево подать кронштейн совместно с электромотором на себя. После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.
Автоматическая подача осуществляется через коробку подач, валик последней приводится во вращение от шпиндельного флашкива через небольшой редуктор, который соединен с флашкивом ремнем.
Величина автоматической подачи составляет 0,2 мм за один оборот шпинделя. Подачу более 0,2 мм. можно осуществить только вручную, для чего в коробке подач устроен специальный обгонный механизм.
Для того, чтобы работать с подачей менее 0,2 мм (при сверлении по стали до Ø 6 мм), автоматическую подачу необходимо выключить путем отвода рукоятки против часовой стрелки до отказа и сбоку на диске завернуть упорный винт.
Для того чтобы при автоматической подаче сверлить на заданную глубину, на диске втулки переключения имеется передвижная упорная планка, а на нониусном кольце по окружности нанесена специальная шкала в миллиметрах, по которой отсчитывают заданную глубину. Установка планки производится в соответствии с требуемой глубиной сверления.
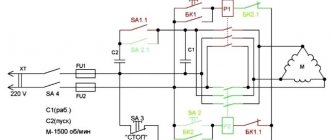
Пуск и остановка станка производятся при помощи электродвигателя, причем включение и выключение последнего производятся от барабанного переключателя.
Автоматическая подача 0,2 мм. может быть применена для углеродистой стали, для диаметров сверления от Ø 6 мм до 18 мм. Для чугуна, для диаметров сверления от 3 мм. до 18 мм.
При работе автоматической подачей рукоятку необходимо установить в среднее положение.
Легкость выключения автоматической подачи осуществляется путем подбора роликов в коробке подач: Ø 12,3..12,7.
Охлаждение сверлильного станка 2118
Для охлаждения инструмента при сверлении на станке смонтирован специальный электронасос типа П22-А, который может включаться при помощи отдельного пакетного выключателя.
Для охлаждающей жидкости в тумбе станка предусмотрен специальный резервуар.
Смазка сверлильного станка 2118
Смазка станка производится ежедневно перед началом работы в следующих местах:
Ось шестерни подачи — через две масленки на корпусе коробки подач.
При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач — через круговую фаску во втулке коробки подач.
Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия.
Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт.
Необходимо ежедневно смазывать шестерни привода коробки подач.
Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли.
Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.
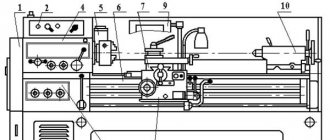
Расположение органов управления токарно-винторезным станком 250-ИТВ
Расположение органов управления токарно-винторезным станком 250-ИТВ
Спецификация органов управления токарно-винторезным станком 250-ИТВ
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения трензеля и звена увеличения шага
- Рукоятка переключения перебора
- Вводный выключатель
- Выключатель электронасоса охлаждения
- Пульт предварительного набора
- Цифровое табло
- Кнопка 0 сброса цифрового табло на нуль
- Кнопка А вызова нa цифровое табло начальной абсолютной координаты
- Выключатель Сеть блока индикации
- Кнопка включения маслонасоса
- Кнопка общего останова и аварийного отключения ставка
- Маховик ручной продольной подачи
- Маховик ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Выключатель освещения
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Винт регулирования предохранительного механизма
- Рукоятка пуска и останова
- Маховик верньера
Технические характеристики станка 2118
| Наименование параметра | 2н118 | 2118 |
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0…650 | 0…650 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 360 х 320 | 350 х 340 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 445 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | 300 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Ход гильзы шпинделя, мм | 150 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин | 180 — 2800 | 300, 450, 735, 1200, 1980, 3100 |
| Количество скоростей шпинделя | 9 | 6 |
| Наибольший допустимый крутящий момент, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Число ступеней рабочих подач стола | 6 | 1 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм/об | 0,1 — 0,56 | 0,2 |
| Наибольшая допустимая сила подачи, кгс | 560 | |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | А-41/6 |
| Электродвигатель привода главного движения Число оборотов в минуту, об/мин | 1420 | 930 |
| Электродвигатель привода главного движения Мощность, кВт | 1,5 | 1,0 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22-А |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 875 х 550 х 2005 |
| Масса станка, кг | 450 | 450 |
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Маркировка
По коду оборудования можно определить его технические характеристики. Все коды устройств для сверления начинаются с цифры 2. То, что оборудование вертикального типа, показывает вторая цифра 1. Оставшееся число показывает наибольший диаметр производимого отверстия. Если после первой цифры стоит буква, оборудование улучшено. Буква в конце значит, что оборудование изготовлено на базе основной модели.
Например, станок 2с132 имеет следующие характеристики: максимальный диаметр глубокого сверления 32 мм, модернизирован по сравнению с моделями 2132 и 2а132.
Иностранные модели
Иностранные фирмы, производящие вертикальный сверлильный станок:
- JET (США).
- Optimum (Германия).
- Hitachi (Япония).
Цена эти устройства высокая. Лучшей фирмой по соотношению цены и качества является Hitachi.
Одна из самых популярных моделей Hitachi b16rm. Максимальный диаметр глубокого сверления 16 мм. Оснащен асинхронным двигателем, работа на котором может проводиться длительное время.
Станок Hitachi b16rm имеет лазерный указатель и оптический указатель оси сверления. Рабочий стол поворачивается на 45 градусов. Электродвигатель работает на 12 скоростях от 210 до 3100 оборотов в минуту. Вылет устройства 380 мм.
Работа при плохом освещении возможна при помощи встроенной подсветки. Работа Hitachi b16rm тихая и практически без вибраций.
В базовой комплектации b16rm работает от напряжения 220 В, но своими руками возможно запитать от сети 380 В, подключив дополнительно частотный преобразователь.
Американским аналогом устройства Hitachi b16rm является станок JET JDP-17F. Инструкция по эксплуатации поставляется с переводом на несколько языков. Цена этой модели от 30 000 рублей.
Электрическая защита
Чтобы предотвратить нежелательные перегрузки производителем предусмотрена защита – автоматический выключатель АСТ – 3. Заземление станка обеспечивается катушкой магнитных пускателей. Сверлилка, равно как и контактная плата, должны быть подключены в соответствии с требованиями и нормами, которые относятся к производственному оборудованию.
Составные электрической части: электрический силовой агрегат, электрический насос для подачи жидкости в систему охлаждения, механизмы пуска и автоматического отключения, выпрямители, локальный осветительный прибор для улучшения рабочего процесса.
В обязательном порядке каждый сотрудник, особенно который работает за станком, должен строго соблюдать нормы и требования инструкции по охране труда. В противном случае рабочий не допускается на рабочее место.
Вертикально сверлильный станок применяют для получения отверстий, нарезки резьбы, зенкерования торцов и расточки отверстий. На нем производится работа с практически любым материалом.
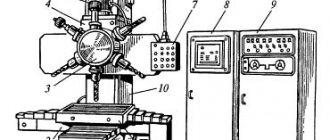
Фото станка
Вертикально сверлильные станки выпускаются во множестве модификаций. Схема и базовые узлы у всех моделей практически одинаковые. Основные части оборудования:
- Фундаментная плита. Является опорой для устойчивости.
- Станина. Располагает основные узлы оборудования. Сбоку размещены направляющие, к которым крепится кронштейн и шпиндель.
- Привод главного движения. Передает вращение от электродвигателя к коробке подач.
- Шпиндель. Закрепляет режущий инструмент.
- Коробка и механизм подачи. Имеет зубчатые передачи, с помощью которых шпиндель меняет скорость вращения.
- Стол. Перемещается с помощью рукоятки. В промышленном оборудовании, используется крестовый стол.
В современных моделях вертикального типа используются быстросменные патроны.
Главные технические характеристики сверлильных устройств: максимальный ход шпинделя, наибольший диаметр глубокого сверления и вылет. Инструкция по эксплуатации имеет детальные сведения об оборудовании.
Классификация оборудования
Принята система условных обозначений, которая позволяет легко разобраться в маркировке агрегатов. Трудность в расшифровке названия станка возникает при специализированном производстве, когда аббревиатура задается заводом производителем. В стандартном случае используется нумерация, основанная на десятичной системе.
В обозначение оборудования входит четыре цифры и несколько букв, последние могут находиться в любом месте. Буквы могут обозначать степень автоматизации, класс точности или новую модификацию. Рассмотрим значение цифр:
- Она определяет группу станков, в зависимости от выполняемой технологической операции. Всего существует девять групп.
- Указывает на тип оборудования, их насчитывается девять.
- Последние цифры показывают основной размер агрегата.
В нашем случае первая цифра (2), обозначает сверлильную группу. Вторая цифра (1), говорит о вертикально сверлильном типе станка. По последним цифрам определяем максимальный размер отверстия, которое может просверлить механизм. Буква (н) указывает на новую модификацию базовой модели.