Сведения о производителе вертикально-сверлильного станка 2Р135Ф2
Изготовитель сверлильных станков моделей 2Р135Ф2, 2Р118Ф2, 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры.
Продукция Стерлитамакского станкостроительного завода
- 2135
— станок вертикально-сверлильный универсальный, Ø 35 - 2А125
— станок вертикально-сверлильный универсальный, Ø 25 - 2А135
— станок вертикально-сверлильный универсальный, Ø 35 - 2А150
— станок вертикально-сверлильный универсальный, Ø 50 - 2Г175
— станок вертикально-сверлильный универсальный, Ø 75 - 2Н125
— станок вертикально-сверлильный универсальный, Ø 25 - 2Н135
— станок вертикально-сверлильный универсальный, Ø 35 - 2Н150
— станок вертикально-сверлильный универсальный, Ø 50 - 2Р135Ф2
— станок вертикально-сверлильный с ЧПУ, Ø 35 - 2С50
— станок вертикально-сверлильный универсальный, Ø 50 - 2С125, 2С125-1 (2с125-01), 2С125-04
— станок вертикально-сверлильный универсальный, Ø 25 - 2С132, 2С132К
— станок вертикально-сверлильный универсальный, Ø 32 - 2С150ПМФ4
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ, 500 х 1000 - 2С550А
— станок радиально-сверлильный, Ø 36 - 400V
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ, 400 х 900 - 500V (СТЦ Ф55)
— центр фрезерный вертикальный, 630 х 1200 - СФ-16, СФ-16-02, СФ-16-05
— станок фрезерно-сверлильный настольный, Ø 16 - SRB50
— станок радиально-сверлильный, Ø 3..50
Чертеж. Кинематическая схема станка 2Р135Ф2
Скачать бесплатно «Чертеж. Кинематическая схема станка 2Р135Ф2» в отличном качестве можно по ссылке расположенной ниже:
Скачать бесплатно программу для просмотра и печати этого чертежа можно по ссылке расположенной ниже:
Посмотреть еще дополнительную информацию по «Станок 6Р135Ф2» можно по ссылке расположенной ниже:
Поиск по сайту по теме «Станок 6Р135Ф2»
Посмотреть другие чертежи, касающиеся тематики сайта, можно по ссылке расположенной ниже:
Поиск по сайту по теме «Чертежи»
| Следующая > |
Следующие материалы:
- Чертеж. 16К20Ф3. Токарно-винторезный станок с ЧПУ. Кинематическая схема Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Кинематическая схема токарно-винторезного станка 16К20Ф3». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» для написание диплома или курсового проекта. Скачать бесплатно «Чертеж. 16К20Ф3. Токарно-винторезный ст…
«>Чертеж. 16К20Ф3. Токарно-винторезный станок с ЧПУ. Кинематическая схема
- Чертеж. Кинематическая схема коробки скоростей станка 16К20 Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Кинематическая схема коробки скоростей станка 16К20». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» для написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Кинематическая схема коробки скоростей станка 16К20…
«>Чертеж. 16К20. Токарно-винторезный станок. Кинематическая схема коробки скоростей
- Чертеж. Кинематическая схема станка 5В12 Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Кинематическая схема станка 5В12». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» для написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Кинематическая схема станка 5В12» в отличном качестве можно по ссылке расположен…
«>Чертеж. 5В12. Зубодолбежный станок. Кинематическая схема
- Чертеж. Кинематическая схема станка 6М82 Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Кинематическая схема станка 6М82». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» для написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Кинематическая схема станка 6М82» в отличном качестве можно по ссылке расположенной…
«>Чертеж. 6М82. Горизонтально-фрезерный станок. Кинематическая схема
- Чертеж. Кинематическая схема станка 6Н13Ф3-2 Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Кинематическая схема станка 6Н13Ф3-2». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» для написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Кинематическая схема станка 6Н13Ф3-2» в отличном качестве можно по ссылке расп…
«>Чертеж. 6Н13Ф3-2. Фрезерный широкоуниверсальный станок с ЧПУ. Кинематическая схема
Предыдущие материалы:
- Чертеж. Ходовой винт верхней части суппорта токарно-винторезного станка 1К62. Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Чертеж. Ходовой винт верхней части суппорта токарно-винторезного станка 1К62». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» дя написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Ходовой…
«>Чертеж. 1К62. Токарно-винторезный станок. Ходовой винт верхней части суппорта
- Чертеж. Кинематическая схема вертикально-фрезерного станка 6А54 Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Кинематическая схема вертикально-фрезерного станка 6А54». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» дя написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Кинематическая схема вертикально-фрезерного …
«>Чертеж. 6А54. Вертикально-фрезерный станок. Кинематическая схема
- Чертеж. Коробка скоростей токарно-винторезного станка 16К30Ф3. Развертка Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Коробка скоростей токарно-винторезного станка 16К30Ф3. Развертка». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» для написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Коробки скоростей стан…
«>Чертеж. 16К30Ф3. Токарно-винторезный станок с ЧПУ. Коробки скоростей. Развертка
- Чертеж. Общий вид и кинематическая схема станка с ЧПУ 16А20Ф3С39 Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Чертеж. Общий вид и кинематическая схема станка с ЧПУ 16А20Ф3С39». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» дя написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Общий вид и кинематическая схема станк…
«>Чертеж. 16А20Ф3С39. Токарно-винторезный станок с ЧПУ. Общий вид и кинематическая схема
- Чертеж. Общий вид станка 2620Г Данный чертеж выполнен в CAD системе КОМПАС и представляет из себя «Чертеж. Общий вид станка 2620Г». Этот файл будет полезен студентам изучающим предмет «Металлорежущие станки» дя написание диплома или курсового проекта. Скачать бесплатно «Чертеж. Общий вид станка 2620Г» в отличном качестве можно по ссылке расположенной ниже: «Чертеж. Общий вид станк…
«>Чертеж. 2620Г. Горизонтально-расточной станок. Общий вид
2Р135Ф2 станок вертикально-сверлильный с ЧПУ. Назначение и область применения
Вертикальный сверлильный станок 2Р135Ф2 с шестишпиндельной револьверной головкой, с крестовым столом и числовым программным управлением (ЧПУ) предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы и фрезерования в мелкосерийном и серийном производстве различных отраслей промышленности.
Сверлильный станок 2Р135Ф2 применяют при обработке корпусных деталей и деталей типа «фланец», «крышка», «плита», «рычаг», «кронштейн».
Электросхема и ЧПУ позволяют осуществить на станке следующие тнхнологические операции:
- Сверление;
- Подрезка торца (цекование);
- Расточка;
- Нарезание резьб;
- Глубокое сверление;
- Фрезерование.
Принцип работы и особенности конструкции станка
Наличие на станке шестишпиндельной револьверной головки для автоматической смены инструмента, крестового стола с программным управлением позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей без предварительной разметки и применения кондукторов.
Вертикально-сверлильный станок 2Р135Ф2 имеет большие диапазоны частоты вращения шпинделя и подач, которые полностью обеспечивают выбор нормативных режимов резания при обработке различных конструкционных материалов.
Станки 2Р135Ф2 обеспечивают точность межосевых расстояний обрабатываемых отверстий до 0,10—0,15 мм и могут работать в автоматическом цикле (в этом режиме выполняется многооперационная обработка деталей с большим числом отверстий).
Конструкция станка 2Р135Ф2. На основании станка смонтирована колонна, по прямоугольным вертикальным направляющим которой перемещается шпиндельная бабка (суппорт), несущий револьверную головку. На колонне жестко смонтированы коробка скоростей и редуктора подач. Крестовый стол имеет основание, по которому перемещаются в поперечном направлении салазки, несущие собственно стол. Последний в свою очередь может перемещаться в продольном направлении по направляющим салазок. Перемещение салазок и стола осуществляют от редукторов.
Система числового программного управления. Станок модели 2Р135Ф2 оснащен устройством числового программного управления «Координата С70-3«, станок модели 2Р135Ф2-1 устройством ЧПУ 2П32-3, которые обеспечивают одновременное перемещение стола по осям X и У при позиционировании управления перемещением по оси (от координаты), дает возможность управлять поворотом револьверной головки, выбирать величину рабочей подачи и частоты вращения шпинделя. Устройство имеет цифровую индикацию, предусмотрен ввод коррекций на длину инструмента.
Позиционная прямоугольная система ЧПУ замкнутая, в качестве измерительного используют кодовые преобразователи. Точность позиционирования стола и суппорта составляет 0,05 мм, дискретность программирования и цифровой индикации равна 0,05 мм. Число управляемых координат: всего — три; одновременно — две.
Проектная организация — Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС) и Стерлитамакский станкостроительный завод им. В. И. Ленина.
Станок 2Р135Ф2 принят к серийному производству в 1979 г.
Класс точности станка — Н по ГОСТ 8—77. Категория качества — высшая.
§ 2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2Р135Ф2-1 С ЧПУ. Техническая характеристика.
<<�Предыдущая страница Оглавление книги Следующая страница>>
Вертикально-сверлильный станок 2Р135Ф2-1 предназначен для сверления, зенкерования, развертывания, нарезания резьбы, легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства. Револьверная головка с автоматической сменой инструмента и крестовый стол с программным управлением позволяют производить координатную обработку деталей типа крышек, фланцев, панелей и т. д. без предварительной разметки и применения кондукторов. Класс точности станка П.
Техническая характеристика станка 2Р135Ф2-1. Наибольший диаметр обрабатываемой детали 35 мм; наибольший диаметр нарезаемой резьбы М24; наибольшая ширина фрезерования 60 мм; число инструментов 6; число частот вращения шпинделя (всего/по программе) 12/12; пределы частот вращения шпинделя 35,5-1600 мин-1; число подач по оси Z 18; пределы рабочих подач по оси Z 10-500 мм/мин; скорости быстрого перемещения стола и салазок 7000 мм/мин, а при фрезеровании 2200 мм/мин; скорость быстрого перемещения суппорта 4000 мм/мин; размер рабочей поверхности стола 400Х710 мм; габаритные размеры станка 1800x2400x2700 мм.
Устройство ЧПУ типа 2П32-3 предназначено для управления процессом позиционирования и прямоугольной обработки (параллельной координатным осям). Программоноситель — восьмидорожковая перфолента, способ задания перемещений в абсолютных значениях координат. Имеется цифровая индикация, предусмотрен ввод 15 коррекций на длину инструмента. Система ЧПУ замкнутая, в качестве датчиков обратной связи используют сельсин БС155А. Точность позиционирования стола и салазок 0,05 мм, дискретность задания перемещений и цифровой индикации 0,01 мм. Число управляемых координат всего/из них одновременно 3/2.
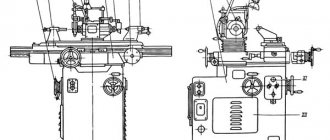
Основные механизмы и движения вертикально-сверлильного станка 2Р135Ф2-1. На основании А (рис. 68) установлена колонна В, по вертикальным направляющим которой перемещается суппорт Г с револьверной головкой Д (подача по оси Z). На колонне закреплены коробка скоростей, передающая главное движение шпинделю, и коробка подач суппорта Г. Крестовый стол Б, состоящий из стола и салазок, совершает два взаимно перпендикулярных движения подачи по осям X’, Y’ от редукторов Е.
Рис. 68. Кинематическая схема вертикально-сверлильного станка 2Р135Ф2-1 с ЧПУ
Перейти вверх к навигации
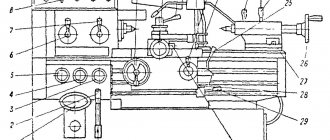
Расположение основных частей сверлильного станка 2Р135Ф2
Расположение основных узлов станка 2р135ф2
Обозначение основных частей сверлильного станка 2Р135Ф2
- Основание станка
- Салазки стола
- Револьверная головка
- Шпиндельная бабка (суппорт)
- Коробка скоростей
- Редуктор подач
- Подвесной пульт управления
- Шкаф с аппаратурой управления электрооборудованием
- Шкаф с аппаратурой ЧПУ
- Колонна
- Крестовый стол
На основании (станине) 1 станка размещены салазки 2 крестового стола, имеющего телескопическую защиту направляющих. По вертикальным направляющим колонны перемещается шпиндельная бабка, на которой смонтирована шестишпиндельная револьверная головка, позволяющая осуществлять автоматическую смену инструмента по управляющей программе. Для ускорения ручной замены инструмента в револьверной головке предусмотрено специальное выпрессовочное устройство. Управлять станком можно с подвесного пульта.
Движения в станке
- Главное движение — вращение шпинделя с инструментом
- Перемещение по осям станка:
- Ось Х — продольная подача — продольное перемещение стола по направляющим салазок
- Ось Y — поперечная подача — поперечное перемещение салазок по направляющим станины
- Ось Z — вертикальная подача — вертикальное перемещение шпиндельной бабки (суппорта) по направляющим стойки
Для управления перемещениями стола (координаты X и Y) от программы, записанной на перфоленту, станки оборудуются различными устройствами ЧПУ (одно из наиболее распространенных — УЧПУ «Координата С-70»). Подача по координате Z осуществляется в режиме циклового управления. Для координатных перемещений стола может быть также использован ручной ввод данных на пульте ЧПУ. Наличие цифровой индикации позволяет вести визуальное наблюдение за положением стола, а также контролировать правильность записи программы на перфоленте.
В станках предусмотрена обратная связь по положению рабочих органов на каждом из двух управляемых от перфоленты перемещений. В качестве датчиков обратной связи используются круговые электроконтактные кодовые преобразователи. Перемещения револьверной головки на быстрых и рабочих ходах в обоих направлениях ограничиваются настраиваемыми кулачками, воздействующими на переключатели (электроупоры).
Кинематическая схема сверлильного станка 2Р135Ф2-1
Кинематическая схема сверлильного станка 2р135ф2-1 с УЧПУ 2П32-3
Кинематическая схема станка (рис. 4.6) состоит из следующих независимых кинематических цепей: привода главного движения (вращение шпинделей револьверной головки); привода подач крестового стола; привода суппорта с револьверной головкой; поворота револьверной головки; выпрессовки инструмента из шпинделей.
Цепь главного движения
Цепь главного движения: двухскоростной асинхронный электродвигатель M1 (N=4/4,5 кВт; n = 1470/990 об/мин) — зубчатая передача 29/41—вал I — вал II (через передачи 24/48 и 36/36 при включенных муфтах М1 и М2 или через передачу 14/36 при включенной муфте М3) —вал III (через передачи 14/36 и 48/24 при включенных муфтах М4 и М5) —вал V через коническую зубчатую передачу 21/21 — на один из шпинделей револьверной головки через передачи 35/42; 31/49; 49/47; 47/35.
Цепь привода подач крестового стола
Цепь привода подач крестового стола имеет два редуктора, один из которых осуществляет движение стола по салазкам (ось X), а второй — движение салазок по станине (ось У).
Кинематическая цепь привода салазок
Кинематическая цепь привода салазок обеспечивает их быстрое, среднее и медленное перемещения. Быстрое перемещение (со скоростью 7000 мм/мин): электродвигатель М4 (N=0,6 кВт; п= 1380 об/мин) — передачи 16/40; 34/22; 22/52; 52/34 — шариковый винт.
Перемещение со средней скоростью (200 мм/мин): электродвигатель М4 — передачи 16/64; 25/55; 25/55; 38/42; 22/52; 52/34 — шариковый винт. Медленное перемещение (со скорость 50 мм/мин): электродвигатель М4 — передачи 16/64; 25/55; 25/55; 16/64; 22/52; 52/34 — шариковый винт. На шариковом ходовом винте смонтирован датчик обратной связи.
Перемещение стола по салазкам происходит от электродвигателя М5 (N = 0,6 кВт; n=1380 об/мин); кинематическая цепь привода этого перемещения аналогична кинематической цепи привода перемещения салазок.
Цепь привода суппорта с револьверной головкой
Цепь привода суппорта с револьверной головкой: электродвигатель М2 постоянного тока (N = l,3 кВт; n = 50..2600 об/мин) — передача 13/86 (или передача 37/37 — червячная передача 4/25 — ходовой винт, оснащенный тормозной муфтой (предотвращающей произвольное опускание суппорта при отключении электродвигателя) и датчиком обратной связи ДЗ.
Цепь привода поворота револьверной головки
Цепь привода поворота револьверной головки: электродвигатель М3 (N=0,7/0,9 кВт; n= 1400..2700 об/мин) — передача 23/57 — червячная передача 1/28 — передача 16/58 — корпус револьверной головки.
Выпрессовка инструментов из шпинделей
Выпрессовка инструментов из шпинделей: электродвигатель М3 — передача 18/52 (при включенной муфте) — червячная передача 1/28 — передача 21/21 — эксцентрик, смонтированный в пазу оси поворота револьверной головки и выпрессовывающий инструмент.
Смазывание суппорта револьверной головки
Смазывание суппорта револьверной головки осуществляется принудительно по следующей схеме: электродвигатель МЗ — передачи 18/52; 52/75 — эксцентрик ЭЗ, приводящий в действие плунжерный насос.
Смазывание коробки скоростей
Смазывание коробки скоростей осуществляется от шестеренчатого насоса, приводимого в действие электродвигателем коробки скоростей через клиновой ремень. Подаваемое насосом масло поступает в распределительную камеру, где оно распределяется для смазывания всех подвижных частей коробки скоростей и электромагнитных муфт, а затем сливается в резервуар. Уровень масла контролируют маслоуказателем.
Смазывание редукторов подачи суппорта и крестового стола
Смазывание редукторов подачи суппорта и крестового стола осуществляется разбрызгиванием масла зубчатыми передачами. Уровень масла контролируют визуально с помощью маслоуказателей.
Смазывание направляющих и винтовых пар крестового стола
Смазывание направляющих и винтовых пар крестового стола осуществляют вручную с помощью лубрикатора. Подшипники шпинделей револьверной головки смазывают пластичным смазочным материалом.
Подача охлаждающей жидкости
Подача охлаждающей жидкости осуществляется от центробежного насоса. Для охлаждения инструмента в зоне резания предусмотрен индивидуальный привод, позволяющий направлять струю охлаждающей жидкости в нужное место. Подача охлаждающей жидкости в автоматическом цикле начинается при движении суппорта вниз (начало рабочей подачи) и прекращается с началом возврата суппорта в исходное положение (при этом на пульте управления должен быть включен соответствующий тумблер).
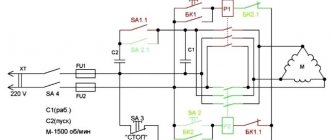
Электрооборудование станка
Электрооборудование станка состоит из отдельно стоящих шкафа релейной автоматики и УЧПУ, а также из элементов, установленных непосредственно на станке. Электрические соединения между узлами станка и УЧПУ выполнены жгутами в металлорукавах, оканчивающихся разъемами.
Электрическая схема станка обеспечивает следующие режимы его работы:
- наладочный;
- полуавтоматический с вводом задания от переключателей УЧПУ;
- полуавтоматический с вводом задания от перфоленты;
- автоматический с вводом задания от перфоленты.
Режим выбирают с помощью переключателей, расположенных на пультах управления станка и УЧПУ.
Кинематика вертикально-сверлильного станка 2Р135Ф2-1. Поворот револьверной головки.
<<�Предыдущая страница Оглавление книги Следующая страница>>
Кинематика станка. Главное движение станка 2Р135Ф2-1 шпиндель револьверной головки получает от асинхронного двухскоростного электродвигателя M1 (N = 4/4,5 кВт, n= 1000/1500 мин-1) через передачу z = 29-41, автоматическую коробку скоростей, обеспечивающую шесть частот вращения за счет переключения электромагнитных муфт М1-М5 и далее через передачи z = 21-21, z = 37-37, z = 37-42, z=31-49-47-35 (колесо z = 35 установлено на каждом из шести шпинделей, но получает вращение только то, которое расположено на работающем шпинделе).
Уравнение кинематической цепи для минимальной частоты вращения шпинделя
Смазывание коробки скоростей происходит от насоса, получающего вращение от электродвигателя M1 через клиноременную передачу. Отверстие в шпинделе для установки инструмента выполнено под конус Морзе № 4.
Вертикальная подача суппорта 2Р135Ф2-1 с револьверной головкой осуществляется от электродвигателя постоянного тока М2 (N = 2,2 кВт, n=3000 мин-1). Ходовой винт XXXIII с шагом Рх.в = 8 мм соединен крестовой муфтой с валом бесконтактного сельсина типа БС-155А, являющегося датчиком обратной связи по координате Z.
Рабочие подачи суппорта происходят при включении электромагнитной муфты M6, через передачи z=13-86, z=37-37-37, z=4-25. Быстрое перемещение суппорта осуществляется при включении муфты М7 через передачи z=37-37, z=4-25. Скорость быстрого перемещения суппорта
На валу XXXII установлена электромагнитная муфта, осуществляющая торможение рабочей подачи по координате Z. На валу XXXIV размещена крыльчатка для разбрызгивания масла.
Рис. 68. Кинематическая схема вертикально-сверлильного станка 2Р135Ф2-1 с ЧПУ
Поворот револьверной головки вертикально-сверлильного станка 2Р135Ф2-1 осуществляется от электродвигателя М3 (N =0,75 кВт, n= 1500 мин-1) через зубчатые колеса z = 52-17, z = 18-52 при включенной муфте М8, червячную пару z = 1-28, зубчатую пару z = 16-58. Головка закреплена подпружиненными тягами суппорта, находящимися в пазах револьверной головки. При включении муфты М8 червяк z = 1 не может провернуть червячное колесо z = 28, и поэтому, вращаясь, перемещается вниз. Движением вниз через реечную пару с реечным колесом z = 27 вращается вал XX с эксцентриком Э1. От Э1 через систему рычагов револьверная головка освобождается. Одновременно второе реечное колесо z = 27 перемещает рейку на валу XVI, тем самым выводя из зацепления колесо z = 47 на валу X. Кинематическая цепь, соединяющая привод вращения со шпинделем, размыкается. Червяк z= 1 доходит до жесткого упора, и начинается вращение револьверной головки для смены инструмента.
Одновременно с вращением револьверной головки через передачи z = 16-58, z = 30-30 работает позиционный командоаппарат, который дает команды на выбор позиции револьверной головки, остановку прямого вращения и включение обратного вращения (включается муфта М9, отключается М8). Револьверная головка обратным вращением доходит до жесткого упора суппорта и останавливается. При этом червяк z=1, выворачиваясь из червячного колеса z = 28, двигается вверх; вал XX вращается в обратном направлении, зубчатое колесо z = 47 вводится в зацепление с колесом z = 35. Головка фиксируется, и шпиндель получает рабочее вращение.
Выпрессовка инструмента станка 2Р135Ф2-1 из шпинделя револьверной головки осуществляется от электродвигателя М3 через колеса z = 18-52 при включенной муфте М10, червячную передачу z = 1-28, зубчатую пару z = 21-21, и эксцентрик Э3, установленный в пазу оси поворота револьверной головки.
Смазывание 2Р135Ф2-1 револьверного суппорта осуществляется с помощью электродвигателя М3 через колеса z = 18-52-75, вал XV, на котором установлен эксцентрик Э2, приводящий в действие плунжерный насос.
Позиционирование осуществляется перемещением стола и салазок. Редукторы продольного и поперечного перемещений одинаковы по конструкции и обеспечивают быстрое, среднее и медленное перемещение стола и салазок. Здесь применен электропривод со ступенчатым регулированием (см. рис. 26), подход к заданной точке происходит сначала быстро, а потом медленно на «ползучей» скорости. На средней скорости производится фрезерование. Рассмотрим редуктор перемещения салазок. Быстрое перемещение салазок происходит при включении муфты М11, тогда движение от электродвигателя М4 (N = 1,1 кВт, n=1500 мин-1) через зубчатые пары z = 40-40, z = 34-26-22-52-34 передается на винт-гайку качения XXXIX с шагом Р = 5 мм. Скорость быстрого перемещения определится из выражения
Медленное перемещение салазок происходит при включении муфты М12. Тогда движение от вала XXXIII передается ходовому винту через передачи z = 16-64, z = 25-55, z = 25-55, z = = 16-64, z = 22-52-34. Среднее перемещение стола осуществляется от электродвигателя М4 через зубчатые колеса z = 16-64, z = 25-55, z = 25-55, z = 38-42 (при включенной муфте M13), z = 22-52-34. Тогда
На ходовом винте XXXIX расположен электромагнитный тормоз. Через кулачковую муфту М14 ходовой винт соединен с датчиком обратной связи -сельсином.
Резьбонарезной патрон вертикально-сверлильного станка 2Р135Ф2-1 позволяет нарезать резьбу от М6 до М24. При нарезании резьбы необходимо, чтобы подача станка на один оборот шпинделя была несколько меньше шага нарезаемой резьбы. Например, при нарезании резьбы М12х1,75 в заготовках из чугуна выбираем скорость резания v = 4,7 м/мин, тогда частота вращения шпинделя n=125 мин-1, а подача метчика Sмин = =nPн.р=125*1,75 = 220 мм/мин. Ближайшая меньшая подача на станке Sмин = 200 мм/мин. Разность подач метчика и шпинделя станка компенсируется патроном.
Перейти вверх к навигации
Наладка станка
Независимо от положения переключателя режимов работы на пульте УЧПУ наладочный режим включают переключателем 23, расположенным на пульте управления станка (рис. 4.7). В наладочном режиме, осуществляемом посредством органов управления, расположенных на пульте станка, производят: поворот револьверной головки в заданную позицию; выпрессовку инструмента; включение и выключение вращения шпинделя; перемещение стола по осям X и Y в соответствии с выбранной скоростью и направлением; перемещение суппорта револьверной головки по оси Z в соответствии с заданием.
Пульт управления станком 2р135ф2-1
Установка рабочих органов станка в нулевое положение
Установку рабочих органов станка в нулевое положение производят в автоматическом режиме перед командой «Ввод программы». При нажатии кнопки 15 суппорт револьверной головки быстро поднимается до срабатывания конечного выключателя по координате Z. Стол движется до срабатывания конечных выключателей по координатам X и У, одновременно подаются команды в УЧПУ об исходном положении рабочих органов. Цикл установки закончен.
Поворот револьверной головки
Для выбора позиции револьверной головки переключатель 24 устанавливают в нужную позицию. Нажатием кнопки 6 начинают цикл поворота револьверной головки в заданную переключателем 24 позицию. При нажатии на кнопку 6 и отсутствии задания головка совершает безостановочное движение.
Включение шпинделя в режиме «Наладка»
Включение шпинделя в режиме «Наладка» для всех операций, (кроме резьбонарезания) производят кнопкой 21, а выключение — кнопкой 22 (при резьбонарезании кнопки 21 и 22 не работают). Частоту вращения шпинделей устанавливают переключателем 27.
Перемещение рабочих органов по осям X, Y, Z
Перемещение рабочих органов по осям X, Y, Z. Выбор работающей оси производят переключателем 4.
Выбор быстрого, среднего или медленного перемещения производят переключателем 7, а выбор направления перемещения — переключателем 5.
Настройка начала программы в плоскости XY
Для настройки начала программы в плоскости XY используют оправки-ловители или центроискатели. В ручном режиме совмещают ось шпинделя с началом программы, набирают на пульте УЧПУ такие значения смещения нуля по осям X и Y, которые дают нулевые показания цифровой индикации.
Настройку станка по оси Z производят после установки режущего инструмента в шпинделе револьверной головки. В исходном положении суппорта проверяют, чтобы револьверная головка при вращении не задевала приспособление с зажатой в нем заготовкой.
Технические характеристики станка 2Р135Ф2
| Наименование параметра | 2Р135Ф2 |
| Основные параметры станка | |
| Наибольший диаметр сверления в стали 45, мм | 35 |
| Наибольший диаметр нарезаемой резьбы в стали 45, мм | М24 |
| Наименьшее и наибольшее расстояние от торца шпинделя до поверхности стола, мм | 40..600 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 450 |
| Наибольший диаметр фрезы, мм | 100 |
| Наибольшая глубина фрезерования, мм | 2 |
| Наибольшая ширина фрезерования, мм | 60 |
| Продольное перемещение стола по направляющим салазок (Ось Х), мм | 630 |
| Поперечное перемещение салазок по направляющим станины по программе (Ось Y), мм | 360 |
| Наибольшее перемещение шпиндельной бабки по программе (ось Z), мм | 560 |
| Суппорт. Шпиндельная бабка. Шпиндель | |
| Частота вращения шпинделя, об/мин | 45..2000 31..1400 |
| Количество скоростей шпинделя | 12 |
| Скорость быстрого перемещения суппорта (шпиндельной бабки), м/мин | 4 |
| Количество подач суппорта по оси Z, мм | 18 |
| Подачи суппорта, мм | 10..500 |
| Наибольший допустимый крутящий момент, Нм | 200 |
| Конус шпинделя | |
| Рабочий стол | |
| Размеры рабочей поверхности стола, мм | 400 х 710 |
| Максимальная нагрузка на стол (по центру), кг | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Скорость быстрого перемещения стола и салазок, м/мин | 7 |
| Скорость подачи стола и салазок при фрезеровании, м/мин | 0,22 |
| Минимальная скорость перемещения стола, м/мин | 0,05 |
| Точность позиционирования стола и салазок на длине хода, мм | 0,05 |
| Система ЧПУ 2П32-3 | |
| Число управляемых координат | 3 |
| Число одновременно управляемых координат | 2 |
| Дискретность задания перемещения стола, салазок и суппорта, мм | 0,01 |
| Электрооборудование, привод | |
| Электродвигатель привода главного движения, кВт | 3,7 |
| Электродвигатель привода перемещения шпиндельной бабки (суппорта), кВт | 1,3 |
| Электродвигатель привода перемещения салазок и стола, кВт | 1,1 |
| Электродвигатель привода вращения револьверной головки, кВт | 0,75 |
| Электронасос охлаждающей жидкости Х14-22М, кВт | 0,125 |
| Габарит станка | |
| Габариты станка, мм | 1800 х 2170 х 2700 |
| Масса станка, кг | 5390 |
- Станок вертикально-сверлильный с числовым программным управлением 2Р135Ф2-1. Руководство по эксплуатации 2Р135Ф2-1.00.000 РЭ, 1983
- Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.122
- Панов Ф.С. Работа на станках с ЧПУ, 1984, стр.163
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Поколения систем ЧПУ. Термины и понятия систем ЧПУ
- Российские производители современных систем ЧПУ
- Обзор систем ЧПУ Российского производства
- Рекомендации при выборе устройств ЧПУ
- Неполадки модернизированных станков с ЧПУ: советы и рекомендации профессионалов
- Требования по обеспечению устойчивости и безопасности систем управления станками
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Станок вертикально-сверлильный с револьверной головкой 2Р135Ф2-1
Технические характеристики
| Параметр | Значение | |
| Модель | ZК5140 | ZК5150 |
| Максимальная сила подачи, кН | 16 | 16 |
| Максимальный крутящий момент, Нм | 350 | 350 |
| Тип конуса шпинделя Морзе | № 4 | № 5 |
| Мощность сервомотора, кВт | 3 | 4 |
| Диапазон частот вращения, мин -1 | 31,5 … 1400 | 31,5 …1400 |
| Скорость быстрой подачи, мм/мин | 4000 | 4000 |
| Диапазон подач, мм/мин | 10 … 2000 | 10 … 2000 |
| Ход корпуса шпинделя, мм | 600 | 600 |
| Ход рабочего стола по оси Х, мм | 1000 | 1000 |
| Ход рабочего стола по оси Y, мм | 600 | 600 |
| Ход шпинделя по оси Z , мм | 250 | 250 |
| Размер рабочего стола, мм | 1000х630 | 1000х630 |
| Максимальное расстояние между шпинделем и рабочим столом, мм | 650 | 650 |
| Точность позиционирования по осям, мм по осям Х, У по осиZ | ±0,02 ±0,03 | ±0,02 ±0,03 |
| Повторяемость позиции по всем осям, мм | 0,01 | 0,01 |
| Размеры станка, м | 2,8х2,4х2,9 | 2,8х2,4х2,9 |
| Масса, кг | 6500 | 6500 |
Сверлильные станки с ЧПУ серии GDC
| Данная серия станков относится к станкам портального типа, две стойки которых соединяются фиксированной перекладиной. Три оси оборудованы точными шариковыми винтовыми парами, обеспечивающими плавное перемещение и высокую точность. Шпиндельный узел обладает высокой жесткостью и точностью. |
Технические характеристики
| Параметр | Значение | |
| Модель | GDC1012 | GDC1216 |
| Размеры рабочего стола, мм | 1000х1250 | 1250х1600 |
| Расстояние между стойками, мм | 1570 | 1820 |
| Максимальная нагрузка на стол, к Н | 15 | 16 |
| Размеры паза Т (отверстий), мм | М16 | 22 |
| Максимальное перемещение по оси Х, мм без магазина инструмента с магазином инструмента | 1250 1150 | 1600 1700 |
| Максимальное перемещение по оси Y, мм | 1000 | 1250 |
| Перемещение передней бабки (ось Z), мм | 400 | 400 |
| Расстояние между конусом шпинделя и поверхностью стола, мм максимальное минимальное | 500 100 | 500 100 |
| Конус шпинделя (7: 24) | ВТ40 | ВТ40 |
| Частота вращения шпинделя, мин -1 | 40 … 2500 | 40 … 2500 |
| Максимальный крутящий момент, Нм | 100 | 140 |
| Максимальная осевая сила резания, Н | 8000 | 10000 |
| Максимальный диаметр сверления, мм | 32 | 32 |
| Максимальный диаметр нарез. резьбы, мм | М20 | М20 |
| Рабочая подача, мм/мин | 1 … 5000 | 1 … 4000 |
| Ускоренное перемещение по осям Х, Y, м/мин | 15 | 10 |
| Ускоренное перемещение по оси Z, м/мин | 10 | 10 |
| Максимальная длина инструмента, мм | 300 | 300 |
| Количество инструментов | 10 | 10 |
| Точность позиционирования, мм по оси Х, по оси Y по оси Z | 0,032 0,032 0,022 | 0,042 0,032 0,022 |
| Повторяемость, мм по оси Х, по оси Y по оси Z | 0,018 0,018 0,012 | 0,020 0,018 0,012 |
| Система ЧПУ | Siemens 802D | Siemens 802D |
| Мощность главного двигателя, кВт | 7,5 | 11 |
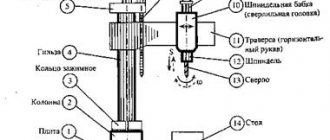
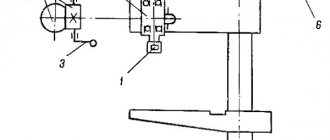
4. Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ предназначены для обработки плоских и пространственных поверхностей заготовок сложной формы. Конструкции фрезерных станков с ЧПУ аналогичны конструкциям традиционных фрезерных станков, отличие от последних заключается в автоматизации перемещений по УП при формообразовании.
В основе классификации фрезерных станков с ЧПУ лежат следующие признаки:
• расположение шпинделя (горизонтальное вертикальное);
• число координатных перемещений стола или фрезерной бабки;
• число используемых инструментов (одноинструментные и многоинструментные);
• способ установки инструментов в шпиндель станка (вручную или автоматически).
По компоновке фрезерные станки с ЧПУ делят на четыре группы:
• вертикально-фрезерные с крестовым столом(652ОФ3,МА655Ф3 и др.);
• консольно-фрезерные (6Р13Ф3, 6Р13РФ3 и др.);
• продольно-фрезерные (6М610Ф3-1 и др.);
• широкоуниверсальные инструментальные.
В вертикально-фрезер-ных станках с крестовым столом (рисунок , а) стол перемещается в продольном (ось X) и поперечном (ось Y) горизонтальном направлениях, а фрезерная бабка — в вертикальном направлении (ось Z).
Рис. 3. Компоновка фрезерных станков с ЧПУ с обозначением осей координат Х,У, Z и W (а – вертикально-фрезерный станок с крестовым столом; б – консольно-фрезерный станок; в – продольно-фрезерный станок; г – продольно-фрезерный станок с неподвижной поперечиной; д – широкоуниверсальный фрезерный станок)
В консольно-фрезерных станках (рис. 3,б) стол перемещается по трем координатным осям (X,Y и Z), а бабка неподвижна. В продольно-фрезерных станках с подвижной поперечиной (рис.ЧПУ.4, в) стол перемещается по оси X, шпиндельная бабка — по оси Y, а поперечина — по оси Z. В продольно-фрезерных станках с неподвижной поперечиной (рис.3, г) стол перемещается по оси X, а шпиндельная бабка — по осям Y и Z.
В широкоуниверсальных инструментальных фрезерных станках (рис.3, д) стол перемещается по осям X и Y, а шпиндельная бабка — по оси Z.
Станок вертикально-фрезерный 400V
Станок модели 400V предназначен для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станки выполняют операции сверления, прямолинейного, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д.
Техническая характеристика
| Параметр | Значение |
| Размеры рабочей поверхности стола, мм | 900 х 400 |
| Наибольшие программируемые перемещения: | |
| -продольное перемещение (X), мм | 560 |
| -поперечное перемещение (Y), мм | 400 |
| -вертикальное перемещение (Z), мм | 460 |
| Скорость быстрого перемещения по осям: | |
| X, Y, м/мин | 30 |
| Z , м/мин | 25 |
| Точность позиционирования по осям X, Y, Z, мм | ± 0.005 |
| Конус конца шпинделя с конусностью 7:24 | 40 |
| Пределы частоты вращения шпинделя, мин -1 | 80…8000 |
| Наибольший крутящий момент на шпинделе, Нм с двигателем от 4 до 7,5 кВт | 35…60 |
| Мощность главного привода, кВт | 4…7,5 |
| Время смены инструмента (от инструмента до инструмента), сек | 2.5 |
| Габаритные размеры, м | 2,33х2,62х2,64 |
| Масса станка, кг | 4500 |
Станок фрезерно-расточной 450 V с ЧПУ
Станок модели 450V предназначен для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станок выполняет операции сверления, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д. Он имеет два стационарных стола, которые крепятся на неподвижной сварной станине и 3 координаты:
-ось Х — продольное перемещение салазок по направляющим станины;
— ось Y — поперечное перемещение колонны верхней по направляющим салазок; — ось Z — вертикальное перемещение шпиндельной бабки по направляющим колонны.
Перемещение по всем трем осям осуществляется с помощью шариковых винтовых пар. Станок оснащен ограждением зоны резания с раздвижными на линейных направляющих качения дверями и стружкоуборочным транспортером.
Техническая характеристика
| Параметр | Значение |
| Размеры рабочей поверхности стола, мм | 2150 х 500 |
| Наибольшие программируемые перемещения: | |
| -продольное перемещение (X), мм | 2×1000;2000 |
| -поперечное перемещение (Y), мм | 400 |
| -вертикальное перемещение (Z), мм | 460 |
| Скорость быстрого перемещения по всем осям, м/мин | 25…30 |
| Диапазон рабочих подач по координатам, мм/мин | 1 …15000 |
| Точность позиционирования по осям X, Y, Z, мм | ± 0,010 |
| Конус конца шпинделя с конусностью 7:24 | 40 |
| Пределы частоты вращения шпинделя, мин -1 | 80..8000 |
| Наибольший крутящий момент, Нм | 35…60 |
| Емкость инструментального магазина, шт. | 24 |
| Время смены инструмента, сек. | 12 |
| Мощность главного привода, кВт | 4…7,5 |
| Количество инструментов, шт. | 20, 40 и более |
| Габаритные размеры, мм | 4010х3460х3110 |
| Масса станка, кг | 9500 |
Станки фрезерно-расточные с ЧПУ 600V, 800 V
Станки предназначены для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станок выполняет операции сверления, прямолинейного, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д.
Техническая характеристика
| Параметр | Значение | |
| Модель | 600V | 800V |
| Размеры поверхности стола, мм | 1250 х 600 | 1600(1250)х800 |
| Ширина направляющего паза, мм | 18Н7 | 18Н7 |
| Наибольшие программируемые перемещения: -продольное перемещение (X), мм -поперечное перемещение (Y), мм -вертикальное перемещение (Z), мм | 1000 600 800 | 1400 (1000) 1000 800 |
| Диапазон рабочих подач, мм/мин | 1 …12000 | 1 … 12000 |
| Скорость быстрого перемещения по всем осям, м/мин | 12…15 | 12…15 |
| Точность позиционирования по осям X, Y, Z, мм | ±0.010 | ±0.010 |
| Конус конца шпинделя с конусностью 7:24 | 40 | 40 |
| Пределы частоты вращения шпинделя, мин-1 | 80…8000 | 80…8000 |
| Наибольший крутящий момент, Нм с двигателем от 10 до 18 кВт | 60- 140 | 60… 140 |
| Мощность главного привода, кВт | (10-18,5) | 10…18,5 |
| Время смены инструмента (от инструмента до инструмента), сек | 7 (2.5) | 12 |
| Количество инструментов, шт | 20, 40 и более | 20, 40 и более |
| Габаритные размеры, мм | 2800x2700x3210 | 3730х3460х3690 |
| Масса станка, кг | 8400 | 9200 |
| Система ЧПУ | SINUMERIK 802D | SINUMERIK 802D |
Станки вертикально-фрезерные ГФ2171, ГФ4471, 6Т13Ф3
Станки предназначены для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов, а также других материалов. Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий.
Большая мощность привода главного движения, широкий диапазон подач и частот вращения шпинделя, высокая жесткость конструкции станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки оснащены трехкоординатным устройством ЧПУ и следящими
регулируемыми электроприводами подач, что позволяет производить обработку сложных криволинейных поверхностей.
⇐ Предыдущая7Следующая ⇒
Рекомендуемые страницы: