Техника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать. Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день
Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Особенности модификаций
Модель НГФ-110 была первой, из серии настольных школьных станков. Ее модифицировали и стали выпускать широкоуниверсальные станки.
НГФ-110Ш1
Отличительные особенности модели:
- круглый хобот;
- штурвал вертикальной подачи расположен в основании винта;
- рычаг переключения скоростей на корпусе металлический.
Нижняя плита литая, низкая, как у модели НГФ-110.
НГФ-110Ш3
Визуально сильно отличается от предыдущих моделей:
- прямоугольный хобот с дугообразным верхом – «горбатый»;
- основание тонкое;
- кнопки включения-остановки двигателя на колонне, внизу;
- рядом табличка с маркировкой модели;
- на концах ручек переключения скоростей накручены пластмассовые шарики;
- двигатель внутри станины;
- вертикальная передача производится маховичком на консоли.
Модель считается переходной к следующей модификации.
110Ш4
Последняя, модернизированная модель, которая выпускалась дольше остальных. Отличается от предыдущих вариантов фрезерного станка:
- прямоугольный хобот с перемещающейся, по его направляющим, серьгой;
- основание высокое 100 мм, полое;
- местное освещение;
- ручки переключения скоростей полностью пластмассовые;
- табличка с маркировкой расположена на хоботе.
На основании сбоку находятся кнопки включения, внутри трансформатор тока под местное освещение 36 В. Двигатель расположен в нижней части стойки, внутри.
Регулировка станка
В процессе эксплуатации станка возникает необходимость в регулировке отдельных узлов и элементов с целью восстановления их нормальной работы.
Подшипник шпинделя
В случае возникновения люфта шпинделя необходимо ослабить контргайку шпинделя, затем отрегулировать нормальный натяг и зафиксировать положение контргайкой.
Зазоры в направляющих
Зазоры в направляющих консоли со станиной, направляющих салазок стола и консоли, направляющих стола и салазок устраняются подтягиванием клиньев винтами в соответствующих сопряжениях так, чтобы после установления нормального зазора движение было бы плавным и без больших усилий.
Люфты винтов продольного и поперечного хода
Люфты винтов продольного и поперечного хода стола возникают вследствие износа бронзовых маточных гаек, которые замещаются новыми.
Модификации настольного горизонтально-фрезерного станка НГФ-110
производитель: Завод № 5 им. Дзержинского, город Щелково Московской области, поселок имени Свердлова.
производитель: Сапожковский механический завод № 7, город Сапожок Рязанской области.
производитель: , основанный в 1956 году.
производитель: , основанный в 1956 году.
- Н – настольный станок;
- Г – горизонтальный станок;
- Ф – фрезерный станок;
- 110 – наибольший диаметр фрез, применяемых на станке (мм);
- Ш – школьный;
- 1, 2, 3, 4 – модель станка.
Основные характеристики
Основные параметры, от которых зависит производительность и возможности горизонтально-фрезерных станков:
- мощность электродвигателя;
- число скоростей, макс/мин обороты;
- рабочий ход салазок по всем осям.
Мощность двигателя влияет на элементарные возможности – фреза не должна застревать в заготовке только потому, что не хватает мощности привода.
Число скоростей позволяет выбрать наиболее оптимальный вариант, точно подходящий под каждый вид операции. Скорость бывает разной в зависимости от глубины обработки, свойств металла, количества зубьев на фрезе, необходимой точности обработки.
Рабочий ход салазок определяет, какую площадь детали за одну установку сможет обработать фреза.
Также может иметь значение размер и вес станка. Тяжелые требуют заливки специального фундамента. Крупногабаритный занимает много производственной площади.
Краткое описание станка
Станок НГФ-110Ш4 позволяет производить фрезерные операции по обработке вертикальных и горизонтальных плоскостей, пазов и других поверхностей цилиндрическими, дисковыми, торцевыми, концевыми, угловыми и фасонными фрезами.
Литая чугунная станина (стойка) трапецеидального сечения обеспечивает жесткость станка.
Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определённым углом до 450 по и против часовой стрелки.
Жесткая классическая конструкция позволяет уверенно обрабатывать как стали, так и легкие сплавы. Станок обладает повышенной надежностью и простотой в эксплуатации.
Незаменим для получения первоначальных навыков работы на фрезерных станках, а при комплектации его вертикальной головкой может использоваться в качестве учебного оборудования для обучения профессии фрезеровщика.
Станок соответствует классу точности «Н».
Технические характеристики:
| Рабочая поверхность стола, мм | |
| длина | 4002.0 |
| ширина | 1001.0 |
| Перемещение стола, мм, не менее: | |
| продольное | 250 |
| поперечное | 85 |
| вертикальное | 170 |
| Перемещение на одно деление лимба, мм | |
| продольное | 0,05 |
| поперечное | 0,05 |
| вертикальное | 0,25 |
| Перемещение на один оборот лимба, мм | |
| продольное | 4 |
| поперечное | 4 |
| вертикальное | 2 |
| Подача стола | Ручная |
| Расстояние от оси шпинделя до стола, мм | 30200 |
| Расстояние от торца шпинделя до подшипника подвески, мм, не менее | 230 |
| Количество ступеней скоростей шпинделя | 6 |
| Наибольший диаметр фрезы, мм | 110 |
| Внутренний конус шпинделя | Морзе 3 |
| Частота вращения шпинделя, мин-1 (об/мин) | 1251250 |
| Мощность электродвигателя, кВт | 0,75 |
| Габаритные размеры станка, мм | 690х565х82310 |
| Масса станка, кг | 20510% |
| №п/п | Обозначение | Наименование | Кол-во шт. | Размер | Примечание |
| I. НГФ-110Ш4.01 Станок в сборе 1 II. Принадлежности, инструмент и документация, входящие в комплект и стоимость станка: Отдельным местом в общей упаковке | |||||
| 1 | НГФ-05-03 | Оправка с набором колец и гайкой | 1 | ||
| НГФ-05-02/1 | |||||
| НГФ-05-02/5 | |||||
| НГФ-05-01 | |||||
| 2 | НГФ-05-04 | Шомпол | 1 | ||
| 3 | НГФ-05-07 | Втулка | 1 | ||
| 4 | ГОСТ 2839-80 | Ключ | 1 | 24х27 | |
| Прихват | 2 | ||||
| НГФ-09-04 | Болты с гайками и шайбами | 2 | М10х50 | Для прихватов | |
| Болты с гайками и шайбами | 2 | М10х30 | Для тисков | ||
| НГФ-08-00 | Тиски машинные с ключем | 1 | |||
| 7 | ТВ4-06-12 | Маховичок с рукояткой | 3 | ||
| 8 | ТВ4-06-09 | ||||
| 9 | Фрезы разные | 6 | |||
| 10 | Паспорт станка | 1 | |||
| 11 | НГФ110Ш4-10.000 | Защитный экран | 1 |
Подготовка станка к работе
Перед пуском необходимо:
- а) заполнить масляный резервуар маслом до рисок маслоуказателя;
- б) смазать с помощью шприц-масленки все точки вращения винтов подач, для чего необходимо отвернуть винты смазки, смазать и завернуть винты.
Во время эксплуатации станка необходимо постоянно следить за уровнем масла. Для предварительного детального ознакомления со станком рекомендуется обкатать его на холостом ходу, усвоить назначение и действие органов управления, опробовать переключение скоростей шпинделя, а также проверить поступление смазки.
При этом надо иметь в виду следующее: если при переключении скоростей шпинделя ощущается препятствие движению рукоятки, это значит, что шестерни уперлись зубом в зуб.
В этом случае не следует увеличивать усилие, нужно повернуть шестерни поворотом шпинделя за накатную гайку. После проворачивания шестерни продолжать переключение, не допускается переключение скоростей на ходу, так как это может привести к поломке зубьев шестерен.
Установка скоростей шпинделя
Установка выбранного числа оборотов шпинделя осуществляется поворотом рукоятки до момента, пока фиксирующий палец острием не войдет в соответствующее гнездо на шкале с цифрами и буквами А и Б при соответствующей установке ремня по схеме.
Для установки ремня необходимо снять ограждение, отвернув две фасонные гайки, а затем поставить ремень и ограждение.
Крепление фрезы на станке НГФ-110ш1
Крепление фрезы на станке НГФ-110ш1
В зависимости от вида применяемой фрезы крепление ее производится соответствующими способами:
- 1. Вставить фрезерную оправку коническим концом в отверстие шпинделя, совместив пазы во флянце оправки с сухарями на конце шпинделя, и закрепить оправку затяжным винтом при помощи ключа, предварительно протерев коническое отверстие шпинделя и конус оправки.
- 2. Снять с фрезерной оправки установочные кольца и надеть на оправку столько колец, чтобы после установки оправки она была как можно ближе к станине. При надевании фрезы на оправку нужно следить, чтобы направление резания фрезы совпадало с направлением вращения шпинделя. Если направление резания цилиндрической фрезы не совпадает с направлением вращения шпинделя, то следует снять фрезу и повернуть ее другим концом. Надев фрезу, надо установить на оправку остальные установочные кольца и затянуть гайку. При завинчивании гайки на оправку нужно следить за тем, чтобы гайка не закрывала шейку оправки.
- 3. Установить подвеску хобота так, чтобы конец (шейка) оправки вошел в подшипник подвески. Выполнение этих операций показано на рисунке 20, а и б.
- 4. Закрепить фрезу на оправке, завернув гайку ключом, и закрепить подвеску. При этом надо следить, чтобы зев ключа плотно садился на грани гайки и не мог сорваться при работе во избежание травмы.
- 5. Закрепить хобот и смазать подшипник подвески. Когда фреза и хобот закреплены, можно включить станок и привести фрезерную оправку с надетой фрезой во вращении. Если при вращении фреза бьет, следует остановить станок и исправить установку либо заменить фрезу или оправку. При необходимости выполнения работ торцовыми и концевыми фрезами, имеющими хвостовик с конусом Морзе, установка производится с переходными втулками.
Особенности конструкции
Станок НГФ-110 отличается простотой конструкции. Некоторые модели сохранились и продолжают работать в домашних мастерских. Модель не имеет механических подач, вся работа производится вручную.
Консоль
Консоль – базовый узел механизма подач. Она перемещается горизонтально. Муфта с косозубым зацеплением превращает вращение винта в линейное движение. Ручка перемещения расположена внизу.
Стол
Стол имеет на рабочей поверхности один продольный Т-образный паз для крепления заготовок и тисков. В продольном направлении стол движется по направляющим на салазках, и вместе с ними перемещается по консоли вдоль оправки. Маховички на концах винтов находятся слева на боковой стороне стола и прямо, на салазках.
Стойка
Стойка конической формы крепится на плите станка. Внутри ее полость разделена горизонтально на 2 части. В нижней расположен электрический шкаф. Выше находится коробка скоростей и шпиндельный узел. Над ними закреплен круглый хобот.
На корпусе слева вверху ручка переключения скоростей. Слева рычаг для зажима хобота. Впереди направляющие, по которым вертикально перемещается консоль. Двигатель крепится сбоку или ниже основания под столешницей. Со шкивом ведущего вала коробки скоростей он соединен ременной передачей позади стойки.
Хобот с серьгой
Круглый хобот проходит через втулки в верхней части стойки. Он перемещается вдоль оси вручную и фиксируется клином неподвижно при работе. Серьга трапецеидальной формы имеет отверстие, по размеру равное диаметру хобота и зажимается на нем гайкой. Аналогично в ней закрепляется оправка. Свободное вращение обеспечивается подшипником.
Защитный экран
Стекло, вставленное в металлическую рамку, перемещается в рабочее положение вручную, удерживается рычажной стойкой. Оно расположено слева на корпусе.
Важно! На сохранившихся станках НГФ-110 защитные экраны сломаны. Мастера делают новые.
Специальная плита с аппаратурой
Модернизированные станки, такие как широкоуниверсальный НГФ-110Ш4, имеют внизу высокую плиту. В ее полости расположено электрооборудование, кнопочный блок включения и трансформатор. У остальных в них крепится винт для подъема консоли и сбоку кнопка пуска.
Источник освещения
Освещение подключено отдельно. Плафон с лампой крепятся длинной гибкой стойкой к станине сбоку, выше электрического шкафа.
Оправка
Оправка крепится в конусе шпинделя, свободный конец вставляется в серьгу. Для установки фрезы в нужном положении используются дистанционные кольца различной длины и диаметра. Они входят в комплект инструменты.
В продольный паз вставляется длинная шпонка, позволяющая зафиксировать фрезу и передавать ей вращательное движение. На оправку устанавливается ВФГ для сверления и фрезеровки боковых поверхностей.
Технические характеристики
Обработка детали производится за счет перемещения детали, закрепленной на станке, относительно вращающегося инструмента.
Технические характеристики станка НГФ-110:
- мощность станка 0,55 кВт;
- частота вращения шпинделя 125-1250 об/мин;
- число скоростей шпинделя 6;
- размер стола 100×400 мм;
- количество Т-образных пазов 1;
- продольное перемещение стола 250 мм;
- поперечное – 85 мм;
- максимальный диаметр фрезы 110 мм;
- максимальное удаление оси шпинделя от поверхности стола 117 мм;
- габариты станка 685×64×925 мм.
Смещение стола на одно деление лимба равно при поперечном и продольном перемещении 0,05 мм.
Устройство настольного горизонтально-фрезерного настольного станка НГФ-110Ш1
Расположение основных узлов на станке НГФ-110ш1
Расположение основных узлов на станке НГФ-110ш1
Расположение органов управления станком НГФ-110ш1
Расположение органов управления станком НГФ-110ш1
Настольный горизонтально-фрезерный станок состоит из следующих основных узлов и деталей (рис. 1 и 2):
- 1. Станина с основанием;
- 2. Привод;
- 3. Коробка перемены передач с механизмом включения;
- 4. Консоль;
- 5. Стол продольного перемещения;
- 6. Каретка поперечного перемещения;
- 7. Механизм вертикального перемещения;
- 8. Реверсивный пускатель электродвигателя;
- 9. Хобот;
- 10. Оправки для закрепления фрез;
- 11. Установочные тиски.
Станина с основанием
Станина представляет собой простейшую форму отливки с четырьмя расточенными отверстиями под шпиндель, вал блока шестерен, вал привода и хобот. В нижней части в отливке сделана внутренняя сплошная перемычка, которая служит поддоном резервуара масла для смазки шестерен и подшипников коробки скоростей.
Основанием станка служит массивная чугунная плита прямоугольной формы размером 600 х 400 мм. Плита предназначена для крепления станины и установки станка на фундаменте.
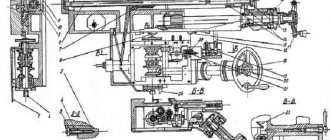
Привод
При помощи клиноременной передачи вращение от электродвигателя передается на вал привода коробки скоростей, который смонтирован на трех шариковых подшипниках. На валу жестко насажена шестерня, передающая вращение основному валу коробки скоростей через постоянно сцепленную с ней шестерню, насаженную на основной вал.
Электродвигатель установлен на шарнирно закрепленной скобе 2 (рис. 3). При ослаблении клиновидного ремня вследствие его вытяжки следует отвернуть гайку 5, второй гайкой натянуть ремень, после чего вновь навернуть гайку 5.
Ременная передача закрыта кожухом, закрепленным на корпусе.
Пуск станка осуществляется барабанным реверсивным переключателем типа БП1-132.
Подключение станка к электросети производится через вводный выключатель ВВ (пакетный выключатель на 25 а) типа ВП-25.
Заземление станка при установке, а также эксплуатации его производится в соответствии с требованиями Госинспекции по промэнергии при МЭС СССР.
Коробка перемены передач с механизмом переключения
Коробка перемены передач с механизмом переключения состоит из основного вала с жестко насаженной шестерней и подвижным тройным блоком и сидящих жестко на шпинделе трех шестерен. Вал цапфами опирается на шариковые подшипники.
Шпиндель вращается в двух опорах. Блок шестерен переводится специальной вилкой, сидящей на рычаге переключения.
При переключении блок шестерни занимает три рабочих положения, что дает шпинделю три разные скорости, а в сочетании с двухступенчатым шкивом шпиндель получает шесть скоростей от 60 до 840 об/мин.
Рычаг переключения скоростей имеет ручку с пружинным пальцем, фиксирующим полное сцепление шестерен в определенном положении по гнездам в шкале.
Переключение скоростей производится только при полной остановке станка.
На станине станка имеется табличка с указанием оборотов шпинделя станка в минуту.
Консоль фрезерного станка НГФ-110ш1
Консоль фрезерного станка НГФ-110ш1
Консоль станка (рис. 4) представляет собой коробчатую отливку, на которой смонтированы механизмы продольного, вертикального и поперечного перемещения стола. Консоль крепится на вертикальных направляющих двумя планками, а регулируется боковым клином и двумя винтами.
Для продольного и поперечного перемещения рабочего стола на станке имеются салазки с направляющими в форме ласточкиного хвоста. Регулирование салазок осуществляется клиньями и винтами. В основании продольных направляющих салазок закреплена маточная гайка стола. Поперечное движение стола осуществляется ходовым винтом с прямоугольной резьбой и рукояткой. Продольно движение стола осуществляется ходовым винтом и маховичками, которые расположены с обеих сторон стола.
Ходовые винты имеют с двух сторон нониусные втулки с ценой деления 0,1 мм. На рабочей поверхности стола имеется три Т-образных паза для закрепления детали или тисков.
Для вертикального подъема стола на основании станка закреплен ходовой винт. Маточная гайка ходового винта укреплена в основании консоли. Для вращения ходового винта на нем укреплен маховичок.
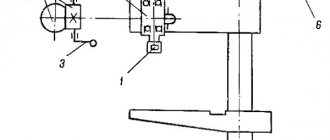
Установочные тиски
Установочные тиски (рис. 5) являются основным приспособлением для закрепления небольших деталей различного профиля и могут иметь сменные губки в случае закрепления в них деталей сложной формы.
Для удобства работы тиски сделаны поворотными. На поворотном лимбе нанесены деления в градусах. Цена деления 1°.
Фиксация тисков в нужном положении осуществляется стопорным болтом и гайкой.
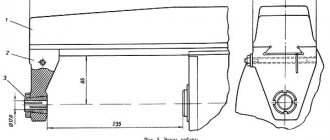
Хобот станка и оправка с фрезой
В направляющих верхней части станины (рис. 6) помещается хобот станка с серьгой, закрепленной в рабочем положении специальным зажимом с рукояткой.
В серьге смонтирован шариковый подшипник, несущий фрезерную оправку.
На валу между оправками закреплена фреза. В зависимости от выполняемой на станке работы хобот можно установить на различном расстоянии от направляющих консоли, т. е. с различным вылетом.
Назначение и область применения
Станок этой модели получил название школьного. Главная причина – в том, что оборудование участвует в обучении основам фрезерного дела для старшеклассников. Станок выполняет следующие дополнительные функции:
- Обрабатывание пазов, горизонтальных поверхностей.
- Работа с изогнутыми плоскостями, имеющими определённый угол изгиба.
- Обработка плоскостей по вертикали.
- Попутное и встречное фрезерование.
Если мелкой стружки нет – станки могут обрабатывать изделия, выполненные из цветных металлов. Настольный горизонтальный агрегат запрещается применять в случаях с другими металлами, которые не отвечают данному требованию.
Назначение
Главное отличие таких станков – горизонтальное расположение шпинделя, на котором крепится фреза. Станки того же профиля с вертикальным расположением называются вертикальными, шпиндель у них расположен также, как у сверлильного станка.
Есть ряд операций по металлообработке, которые одинаково успешно можно делать как на горизонтальных, так и на вертикальных фрезерных станках. Однако есть и такие операции, которые значительно удобнее и качественнее делать на горизонтальном фрезере. Расширяет возможности станка использование делительной головки. Неполный список деталей, которые делают на горизонтальных фрезерах:
- проточка пазов в валах (в том числе для фуговальных станков);
- шпоночные пазы;
- шлицы на валах;
- шестигранники;
- храповики;
- шестерни и т.д.
Горизонтальный фрезер незаменим для подготовки заготовок на производственных линиях с большим количеством станков. На нем эффективнее всего кроить заготовки дисковой фрезой, подгонять размер по толщине и т.д. Производительность выше, а площадь заготовки больше, чем у вертикальных станков.
На изображении – обработка заготовки дисковой фрезой:
Для изготовления деталей используются фрезы с разной геометрией. Основные виды фрез:
- концевые с режущим торцом;
- фасонные сложного профиля для специальных задач;
- дисковые, на изображении выше.
Для сложных деталей возможно применение модульных фрез, которые собираются из отдельных дисков разного профиля.
Станки предназначены для обработки черных и цветных металлов, сплавов. В отдельных случаях на нем можно фрезеровать и другие материалы с монолитной структурой: толстые пластики, композитные материалы.
Для деревообработки подходят плохо, так как шпиндель вращается на низких оборотах. Некоторые операции по обработке дерева, МДФ, ДСП на нем можно выполнять, если включать максимальные обороты и использовать подходящие фрезы по дереву. Но в целом такие станки не для этого.
Перечень и расположение составных частей
Это оборудование относится к разновидности широко универсальных станков. Для учебных целей технические характеристики можно назвать идеальными. В станке присутствуют следующие составные части:
- Оправка.
- Освещение локально подают по отдельному источнику.
- Специальная плита, на которую ставят электрическое оборудование.
- Экран для обеспечения защиты.
- Хобот с серьгой.
- Тиски.
- Скоростная коробка монтируется на стойке.
- Стол для установки салазок.
- Консоль.
Для управления используют стандартный кнопочный пост. Это упрощает эксплуатацию, повышает безопасность для пользователей. Двумя дополнительными рычагами выбирают частоты вращения узла со шпинделем. Имеется три маховика, о них уже упоминалось ранее.
Есть три направления, в которых осуществляется движение стола:
- В месте с консолями, по направляющим стойки. Это вертикаль.
- В случае с продольным движением опора идёт на направляющие салазок.
- Движение с опорой на консольные направляющие, если речь – о перечной плоскости. Тогда рабочая поверхность и салазки перемещаются одновременно.
Читать также: Как мерить мультиметром аккумулятор
Тремя дополнительными винтами снабжают конструкцию стола. Каждый из них – со своей отдельной задачей:
- Зажим салазок на консоли.
- Зажим салазками непосредственно рабочей поверхности.
- Выполнение подачи в продольном направлении.
Две гайки подходят для одновременного налаживания подачи вдоль, поперёк.
Оправка позволяет зафиксировать заготовку, которая применяется совместно с агрегатом.Гайка и несколько монтажных колец позволяют соединять конструкцию в единое целое. В опору серьги монтируют оправку, вторым концом. Монтаж опоры у серьги происходит в хоботе. Благодаря подобному устройству фрезы остаются максимально жёсткими.
НГФ-110 Расположение составных частей на станке
Расположение составных частей на станке НГФ-110ш4
Перечень составных частей фрезерного станка
- стойка с коробкой скоростей
- консоль
- стол с салазками
- хобот с серьгой
- оправка
- плита с электроаппаратурой
- экран защитный
- тиски
- светильник местного освещения
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- Классификация фрезерных станков – все разновидности оборудования
Описание основных узлов фрезерного станка НГФ 110
«Ласточкин хвост» – место, куда устанавливают хобот учебного станка. Верхний участок стойки агрегата – вот где установлена деталь. Для зажима применяют специальный клин. Закручивая винт, пользователи могут надёжно закрепить эту конструкцию.Движение хобота идёт только вручную.
Серьга находится в передней части. Её габариты подгоняют под параметры, которыми обладает каждый из конкретных станков. Нельзя переставлять серьги по разным агрегатам.
Соединение хобота и серьги происходит с участием гайки. Серьгу снабжают втулкой, по сути-подшипником. Его изготавливают из сплава бронзы. Наружная поверхность-конус, разрезы вдоль – основные элементы детали.
Иногда зазор внутри втулки меняет своё положение, но периодический ремонт помогает справиться с проблемой. То же касается регулярного смазывания, для которого используется состав с обозначением И-30А.
Если подшипник нагревается слишком сильно во время работы оборудования –значит, пора провести как минимум диагностику.
Стойка станка –одна из базовых составляющих. На ней монтируют остальные рабочие узлы и механизмы. У неё есть свои особенности.
- Сечение с формой трапецией по высоте.
- Хорошо развитое основание.
- Благодаря таким деталям конструкция может похвастаться высоким уровнем жёсткости.
Любые стойки снабжены двумя отделениями, сверху и снизу. Внизу – двигатель на электричестве,вверху – коробка скоростей. Последняя поддерживает шесть передач, снабжается тремя валами.
Узел со шпинделем движется с определёнными частотами, регулируемыми коробкой скоростей.Переключающие рукоятки позволяют без проблем выбирать нужный показатель для конкретной ситуации. Сами рукоятки находятся слева у фрезерного оборудования.
Коробку скоростей закрывают с помощью специальной крышки, которую требуется снимать при проведении осмотров по оборудованию.
Основной элемент в механизме подач – это станочная консоль. Направляющие – места монтажа салазок с рабочей поверхностью. Шпиндель классического вида – полый вал, у которого две опоры. К подшипнику радиального типа идёт шейка детали сзади. К двум другим радиальным подшипникам направлена часть сзади.
Детали вмещают друг между другом кольца, элементы для распора. У шпиндельного узла есть и компенсационное кольцо. Это позволит защититься от осевого смещения конструкции.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
- Лоты
Разделы Поиски Избранные
- Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 190 р 5 гривен Украина 2022 Академия наук 100 лет национальной академии наук unc 350 р Фотография девочки, маленькая барышня. Винтаж . коллекционное .Ателье Л.Смелянский. Александрия 749 р 1 цент 1911 d год США пшеничный one cent оригинал РЕДКАЯ ! 385 р 2004 Польша Ватикан Совместный выпуск Гербы Флаги Геральдика Папа Римский Ян Павел-2 ** 410 р РСФСР Удостоверения 1921 г. 190 р Гражданская Авиация. Аэрофлот. Грамота. 1984 295 р 2 СЕНТИ 1934 г. ДОВОЕННАЯ ЭСТОНИЯ . ОТЛИЧНОЕ СОСТОЯНИЕ . № 295 15 р Приднестровье 1 рубль 2007(2012) p42b ЕС пресс unc 130 р 15 КОПЕЕК 1923 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 1313 690 р Цирк комплект из 2 блоков 1500 р «premiere» №5-98 Шэрон Стоун,Лавров,Е.Шевченко,Этан Хоук,Пэлтроу Хоффман,Такеши Кетано,»Титаник» 120 р 1 КОПЕЙКА 1949 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 264 | |
| 500.00 р. | 52 секунды |
| 50.00 р. | 52 секунды |
| 650.00 р. | 52 секунды |
| 20.00 р. | 01 минута |
| 155.00 р. | 01 минута |
| Смотреть дальше → |
Вход:
| Для Вас и Вашего сайта: |
| • Аукцион на Вашем сайте! |
| • Открой свой магазин |
| • Партнерская программа |
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2022 года. Старина |
Информация верна на Sun, 26 Apr 2022 00:52:50 +0300
Как устроен хобот и коробка скоростей вместе с другими узлами?
Для установки хобот на этот настольный станок используются «ласточкины хвосты», что располагаются в верхней части агрегатной стойки и зажимаются при помощи специальных клиньев, для обеспечения жёсткости конструкции. Тот в свою очередь крепко затягивают, закручивая винт и шпиндель, что позволяет надёжно закрепить узел и обезопасить использование устройства в школе. В переднюю часть хобота вставляют специальную индивидуальную под каждую комплектацию серьгу, которую запрещается использовать повторно. Но даже с учётом всего этого, фрезерование на таком станке всё ещё нельзя осуществить.
Далее хобот стягивается с серьгой при помощи гайки и первая располагается подшипник состоящий из сплава бронзы и нескольких других металлов. Для удобства фрезера она имеет несколько продольных разрезов и наружную поверхность в виде конуса.
Устройство станка НГФ 110 Ш4
Базой любого станка считают его стойку, на которой монтируют каждый механизм и рабочий узел. Стойку выполняют снизу-вверх при помощи трапецеидального сечения, и располагают массивным основанием к полу. Таким образом обеспечивается жёсткая конструкция на любой поверхности. Включает в себя она несколько отделений – верхнее и нижнее. В первом располагают коробку скоростей (всего их 6), запасной шпиндель и 3 вала, а во второй электрический двигатель, который и запускает весь аппарат, позволяя ему заготавливать детали по чертежам мастера.
Устройство
Для установки хобота фрезера существует «Хвост ласточки», это верхний участок в стойке агрегата, а зажимает всю конструкцию специальный вал. Регулировать силу крепления можно закручивая винт, что позволяет обеспечить надёжную фиксацию и безопасное фрезерование, вал в данном случае выступает дополнительным креплением. Передвигать хобот необходимо вручную в трёх плоскостях. Передняя часть включает в себя закреплённую серьгу, которая подогнана под конкретный станок и его размеры, и она не может переставляться на другой агрегат. Таким образом, этот элемент остаётся единственным незаменимым при ремонте оборудования, в отличии от ВФГ для НГФ 110. Это же говорит и чертеж устройства.
Читать также: Что может гравер электрический
Школьный фрезерный станок НГФ 110 по сей день универсальное учебное устройство, для молодых специалистов обучающихся фрезеровке. Благодаря тому, что НГФ 110 технические характеристики уступают более мощным устройствам, оно идеально подходит для обучения и одновременно с тем, для создания простейших деталей на профессиональном уровне. В чертеж НГФ 110 входит:
- консоль для управления станком;
- стол с установленными на нём салазками и крепёжный вал;
- коробка переключения скоростей на специальной стойке;
- зажимы для детали, что позволяет удобно изготавливать её под чертеж;
- хобот, шпиндель и серьга;
- несколько защитных экранов для безопасности студентов и рабочих;
- плита, на которой установлена разнообразная электрическая аппаратура;
- светильник для удобства работы ночью;
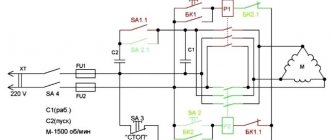
Устройство станка НГФ 110 Ш4 и его кинематическая схема
Осуществляется автоподача на НГФ 110 при помощи специального кнопочного поста, который максимально безопасен и упрощён под неопытных пользователей. Крепит всю конструкцию специальный вал. На горизонтально фрезерный станок НГФ 110 Ш4 так же установлены несколько рычагов для выбора частоты вращения шпиндельных узлов и три различных маховичка. В зависимости от комплектации, на учебный фрезерный станок НГФ 110 цена может различаться, в базовой он стоит в среднем 20 тысяч рублей. Передвигаться вал НГФ 110, как указывает чертеж, способен в трёх направлениях:
- По вертикали вместе с консолью, для этого используются стоечные направляющие.
- Также, шпиндель НГФ 110 передвигается продольно благодаря направляющим салазкам.
- И поперечно по направляющим консоли, из-за того, что размеры НГФ 110 описанные выше, позволяют, передвигается рабочая поверхность вместе с салазками.
Школьные фрезерные станки НГФ 110 также имеют 3 винта, для зажима рабочей поверхности и консоли, а также подачи заготовок в продольной плоскости. Также с автоподачей НГФ 110 помогает пара гаек, которые используются при продольном и поперечном движении заготовок. Горизонтально фрезерные станки НГФ 110 Ш4 имеют в своей комплектации оправку, которая используется для того, чтобы крепить на неё фрезерный инструмент, который необходим в конкретном случае. Инструменты подсоединяют к оправе при помощи нескольких гаек и монтажных колец, а другой их конец крепится на серьге широкоуниверсального фрезерного станка НГФ 110 Ш4 ВФГ, таким образом достигается оптимальная для работы фрез жёсткость.
Школьный фрезерный станок НГФ 110 технические характеристики
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
Конструкция и область применения станка
Модель НГФ-110 предназначена для горизонтальной обработки стальных заготовок методом фрезерования. При установке дополнительной вертикальной фрезерной головки функциональность станка значительно увеличивается.
Оборудование этого типа условно разделяется на несколько моделей. Наиболее распространенной является станок серии НГФ-110-Ш4. Он отличается от базовой версии широкой универсальностью (Ш) и относится к четвертому поколению. Разница между моделями не влияет на общий принцип компоновки элементов.
К конструктивным и техническим особенностям станка НГФ-110-Ш4 можно отнести следующие нюансы:
- конструкция стойки. В ее верхней части располагаются направляющие «ласточкин хвост», по которым происходит смещение хобота. Это осуществляется вручную. Для фиксации необходимо использовать специальный клин;
- упрощенная форма оправы. Она предназначена для установки фрез различной формы. Они зажимаются на оправе с помощью набора колец и гайки;
- многофункциональность рабочего стола. В нем предусмотрен механизм смещения по трем направлениям. Благодаря этому упрощается процедура фрезерной обработки заготовки.
Жесткость стойки обеспечивается за счет трапециевидной формы. Она разделена на две секции. В верхней располагается коробка скоростей. Для установки электродвигателя конструкторы предусмотрели нишу в нижней части конструкции стойки.
На консоли находится стол с салазками. На нем крепится обрабатываемая деталь, которая смещается относительно фрезы по трем направлениям. Подачи осуществляются от разных винтов. Поэтому работнику следует быть внимательным при одновременном изменении положения заготовки.
Принцип работы
Фреза на таких станках зафиксирована в одном положении. Точность обработки зависит от того, как точно будет размещаться и перемещаться заготовка относительно режущих кромок фрезы.
Для точного и удобного позиционирования закрепленной заготовки относительно фрезы на станках есть специальные механизмы. Это расположенные в консоли под рабочим столом:
- винт поперечной подачи салазок рабочего стола;
- винт продольной подачи;
- винт вертикальной подачи.
На винтах закреплены маховики для ручной регулировки положений. Станки такого типа – неавтоматизированные, полностью с ручной подачей. Поэтому точность обработки во многом зависит от квалификации фрезеровщика.
Точность обработки контролируют с помощью множества мерительных инструментов: различные штангели, калибры, маятниковые угломеры, пробки, линейки индикаторные инструменты.
Как устроен хобот и коробка скоростей вместе с другими узлами?
Для установки хобот на этот настольный станок используются «ласточкины хвосты», что располагаются в верхней части агрегатной стойки и зажимаются при помощи специальных клиньев, для обеспечения жёсткости конструкции. Тот в свою очередь крепко затягивают, закручивая винт и шпиндель, что позволяет надёжно закрепить узел и обезопасить использование устройства в школе. В переднюю часть хобота вставляют специальную индивидуальную под каждую комплектацию серьгу, которую запрещается использовать повторно. Но даже с учётом всего этого, фрезерование на таком станке всё ещё нельзя осуществить.
Далее хобот стягивается с серьгой при помощи гайки и первая располагается подшипник состоящий из сплава бронзы и нескольких других металлов. Для удобства фрезера она имеет несколько продольных разрезов и наружную поверхность в виде конуса.
Устройство станка НГФ 110 Ш4
Базой любого станка считают его стойку, на которой монтируют каждый механизм и рабочий узел. Стойку выполняют снизу-вверх при помощи трапецеидального сечения, и располагают массивным основанием к полу. Таким образом обеспечивается жёсткая конструкция на любой поверхности. Включает в себя она несколько отделений – верхнее и нижнее. В первом располагают коробку скоростей (всего их 6), запасной шпиндель и 3 вала, а во второй электрический двигатель, который и запускает весь аппарат, позволяя ему заготавливать детали по чертежам мастера.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Фрезерные станки НГФ 110 подходят, чтобы обучать старшеклассников основам ремесла. Техника уже многие годы стабильно работает на производствах, в цехах.
Оборудование представляет класс техники для учёбы. «МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
Небольшие габариты, скромный вес способствуют тому, что фрезерные станки НГФ 110 легко устанавливаются в специальных классах, помогают решать различные проблемы.
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
Что предлагает и как сделать заказ
может предложить не только станок, но и режущий инструмент, технологическую и инструментальную оснастку, СОЖ, т.е. все необходимое для его успешной работы. Инструмент, оснастка, СОЖ подбираются исходя из технологической проработки полученного технического задания. Наша служба сервиса обеспечивает всестороннюю оперативную поддержку и качественное гарантийное и постгарантийное обслуживание.
Чтобы сделать запрос на портальный фрезерный станок с ЧПУ свяжитесь с нами, пожалуйста, по бесплатному контактному телефону 8-800-333-0-222
или отправьте заявку с техническим заданием на электронный адрес Сделать запрос можно также с помощью форм обратной связи на нашем сайте или обратившись в представительство Вашего региона.
Правила эксплуатации оборудования
Для проведения подготовительных работ на станке НГФ-110-Ш4 необходимо детально изучить инструкцию по эксплуатации. В ней подробно описываются способы проведения профилактических работ, методики замены и точения фрез, эталонные характеристики оборудования.
Установка станка осуществляется только согласно рекомендациям производителя. Плоскость рабочего стола должна быть ровная. Для достижения этого можно использовать регулировочные ножки оборудования или площадку, на которую смонтирован станок.
Основные правила эксплуатации станка НГФ-110:
- запуск оборудования. После настройки исходных параметров необходимо заполнить резервуар СОЖ. Затем выполняется смазка компонентов коробки передач;
- регулировка скоростей шпинделя. Осуществляется с помощью рукоятей. Ее следует проворачивать до тех пор, пока указатель не займет нужное положение;
- правила крепления фрезы. Установить фрезу в оправку так, чтобы их пазы совпадали. Зафиксировать фрезу с помощью установочных колец. С помощью гайки выполняется окончательное крепление режущего инструмента;
- обязательное соблюдение техники безопасности. Работы необходимо осуществлять только в специальной одежде, с применением средств индивидуальной защиты. При смене фрезы на другую следует дождаться полной остановки шпиндельной головки.
Видео обзор станка серии НГФ-110 поможет более детально ознакомиться с его возможностями:
Фрезерные станки НГФ 110 подходят, чтобы обучать старшеклассников основам ремесла. Техника уже многие годы стабильно работает на производствах, в цехах.
Оборудование представляет класс техники для учёбы. «МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
Небольшие габариты, скромный вес способствуют тому, что фрезерные станки НГФ 110 легко устанавливаются в специальных классах, помогают решать различные проблемы.
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
Виды
Различные станки такого типа отличаются по множеству параметров. Это конструкция, специализация, габариты, вес и мощность двигателя.
Есть настольные варианты. Например, НГФ110Ш3, НГФ110Ш4. Первая буква «Н» означает вариант исполнения «настольный». Станки такого класса имеют электродвигатель 0,75 кВт.
Другие горизонтально-фрезерные станки могут иметь массу около 12 тонн с двигателем мощностью 11 кВт.
Бесконсольные станки отличаются низким расположением рабочего стола. Он не поднят на консоли, а расположен низко, сразу на станине. В ней тоже могут находится механизмы для перемещения стола, но основные настройки положения заготовки проводятся подвижной фрезой.
На большинстве моделей бесконсольных станков фрезы подвижны, в этом их главное отличие от консольных. Низкое расположение рабочего стола и большое пространство между столом и фрезой рассчитаны для обработки крупногабаритных деталей. Большинство из них современные и имеют ЧПУ.
В зависимости от габаритов и мощности определяется размер деталей, которые можно обрабатывать. Рабочие столы мощных станков могут выдерживать вес детали около 2 т и более.
Несколько наиболее распространённых моделей горизонтально-фрезерных станков.
6Р81
Горизонтально-фрезерный станок 6Р81 выпускался Дмитровским заводом фрезерных станков (Московская обл). В настоящее время снят с производства.
Особенности:
- на выбор, два способа перемещения рабочего стола: вручную с помощью винтового механизма и автоматически, для этого имеется отдельный электродвигатель;
- повышенная мощность основного электродвигателя. Возможность резания твердосплавными фрезами на высоких оборотах;
- при выключении, шпиндель мгновенно останавливает электромагнит.
Аналогичные станки сегодня выпускаются в Гомеле (республика Беларусь) и в КНР.
6Р83
Станок 6Р83 выпускался на Горьковском заводе фрезерных станков с 1972 года. Относится к категории мощных.
Пришли на смену станкам 6Р82, получили увеличенный рабочий стол и более мощный двигатель.
База станка позволяет оснастить его полуавтоматической и автоматической системами ЧПУ. Широко используется в индустриальном производстве. На 6Р83 делают шестерни, обрабатывают горизонтальные и вертикальные плоскости под заданный размер, выбирают пазы и т.д.
С помощью делительной, универсальных накладных головок, поворотного стола и другого оборудования возможности станка значительно расширяются.
Основные характеристики:
- мощность двигателя 11 кВт;
- число скоростей – 19;
- вес станка 3800 кг;
- максимальный размер заготовки 1000х320х350 мм.
6Р80
Горизонтально-фрезерный станок 6Р80 выпускался Вильнюсским станкостроительным .
Средней мощности. Встраивание в автоматическую индустриальную линию не предусмотрено. Используется на небольших производствах и в мастерских. Несмотря на давность разработки, остается востребованным и сегодня.
Основные технические характеристики:
- мощность двигателя 3 кВт;
- число скоростей – 12;
- вес станка 1260 кг;
- максимальный размер заготовки 500х160х300.
Внешний вид станка 6Р80
НГФ110Ш4
Буква Ш в маркировке означает, что он предназначен для школьного обучения на уроках технологии (труда). По этой причине их было выпущено больше всех других марок горизонтально-фрезерных станков. Их можно было встретить в мастерских большинства школ.
Базовая модель – станок НГФ110Ш. Цифра 2,3 или 4 в конце означает модель. Например, с 1972 по 1979 год выпускался станок НГФ110Ш 3, с 1979 – усовершенствованная модель 4. Станок учебный, но вполне работоспособный. С его помощью можно делать все тоже самое, что и на других ГФС. Ограничения по мощности двигателя и размеру заготовок. Класс точности Н (нормальный), как у многих индустриальных станков, кроме прецизионных (высокоточных).
Основные характеристики:
- мощность двигателя 0,6 кВт – 0,75 кВт (от модели);
- число скоростей – 6;
- вес станка 340 кг;
- максимальный диаметр фрезы 110 мм;
- рабочий размер стола 100 х 400 мм.
Выпускался на разных заводах. В основном – на Ростовском (Ростов-на-дону) заводе малогабаритного станочного оборудования.
ИР500
Мощный крупногабаритный станок, относится к изделиям тяжелого машиностроения. Выпускался на Гомельском и Ивановском заводах. Сегодня на конструктивной базе этого станка выпускаются современные обрабатывающие центры (Иваново ИС-500 (ИС-500ПМФ4, ИСБ500ПМФ4) с весом обрабатываемых деталей до 25 тонн, Гомель – современные обрабатывающие центры ГДН-500, ГДН-630).
Основные технические характеристики ИР500:
- мощность двигателя 14 кВт;
- число оборотов шпинделя от 200 до 3000 об/мин;
- вес станка 11,3 т;
- максимальный вес заготовки по центру стола 700 кг.
ДФ831
Производится на Дмитровском заводе фрезерных станков с 1979 года. Относится к специальным продольно фрезерным станкам, создан для обработки параллельных плоскостей двумя фрезами (обработка двух ступеней заготовки).
ДФ831
Основные характеристики:
- мощность двигателя 7,5 кВт;
- число оборотов шпинделя 63-1250 об/мин;
- вес станка 7100 кг.
Горизонтальные фрезеры — замечательные станки, с их участием создана материально-техническая база, которой сегодня пользуется современная цивилизация. Но их эпоха уходит в прошлое. Работа на таких станках требует высокой квалификации станочника. На смену пришли роботизированные линии и обрабатывающие центры, станки с ЧПУ в проекции 3D, которые по заданной программе сами вытачивают сложнейшие детали с высочайшей точностью.
Но небольшая ниша применения традиционных фрезерных станков по-прежнему сохраняется. Это небольшие производственные и ремонтные мастерские, производства штучных деталей, запчастей к любым машинам и механизмам (в одном или нескольких экземплярах). Словом, все производства, куда нет смысла покупать дорогостоящие современные роботизированные станки для поточного производства.
Аналоги
Для обучения подростков фрезерному делу выпускалась серия станков НГФ-110 различных модификаций. В настоящее время производители предлагают многофункциональное настольное фрезерное оборудование. В основном это вертикально-фрезерные станки и универсальное оборудование с ЧПУ.
JET JUM-X2 – настольный фрезерный станок широкоуниверсальный. Имеет вертикальный и горизонтальные шпиндели. Наибольший диаметр фрезы дисковой 63 мм, торцевой 30 мм. Optimum MH50G – настольный станок с резьбонарезной функцией. Имеется привод подъема головы. Наибольший диаметр торцевой фрезы 80 мм.
Важно! На рынке фрезерных станков большой выбор настольных моделей. Они с механическим приводом всех передач, высокопроизводительные, многофункциональные.
Общий вид настольного фрезерного станка НГФ-110ш1, НГФ-110ш2
Фото настольного фрезерного станка НГФ-110ш1
Фото настольного фрезерного станка НГФ-110ш1
Фото настольного фрезерного станка НГФ-110ш1
Фото настольного фрезерного станка НГФ-110ш1
Фото настольного фрезерного станка НГФ-110ш1
Фото настольного фрезерного станка НГФ-110ш1