Отпуск — это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
Схема фазовых превращений при отпуске сталей
Низкий отпуск сталей
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
Слабительное действие сорбитола (сорбита)
Отпуск сталей
Сорбитол обладает ярко выраженным слабительным действием, увеличивающимся пропорционально принятому количеству в организм. Рекомендуемая суточная доза — 30-40 граммов в день (определяется индивидуально). Дозы в пределах 30-50 (опред. индивидуально) граммов вызывают метеоризм. Дозы свыше 45-50 граммов (опред. индивидуально) приводят к сильному слабительному воздействию, сопровождаемому метеоризмом.
Сорбитол используется как лекарственное средство для борьбы с запорами в слабительных препаратах в виде шоколадок и конфет.
Сорбитол можно использовать в качестве слабительного при пероральном или в виде клизмы. Сорбит работает как слабительное, втягивая воду в толстую кишку, стимулируя движения кишечника.[источник не указан 73 дня
]
Средний отпуск
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
Перлит вспученный
Отпуск стали
Перлитом также называется кислое вулканическое стекло с мелкой структурой, по которой оно раскалывается на мелкие шарики, имеющие иногда жемчужный блеск. Состав такого вспученного перлита, %: SiO2 65-75; Al2O3 10-15; Fe2O3 1,5-2,5; CaO 1,5-2,5; MgO 1,5-2,0. Перлит вспученный
содержит до 3-6% конституционной (связанной) воды. При быстром нагревании содержащаяся в этом перлите вода испаряется, вспучивая породу с увеличением объёма до 10-20 раз. Температура вспучивания 850-1200°C. Вспученный перлит имеет объёмную массу 70-600 кг/м3, что позволяет использовать его в качестве лёгкого заполнителя в теплоизоляционных изделиях.
Перлит вспученный находит применение прежде всего в строительстве: при изготовлении эффективной штукатурки, кирпича и блоков из искусственного перлитового камня (преимуществами которого являются малый вес и лёгкость обработки), в качестве звукоизоляционного наполнителя, утеплителя и т.д. Кроме того вспученный перлит применяют в сельском хозяйстве и не только.
Лит.:
Гуляев А.П. Металловедение. — М.: Металлургия, 1977. — УДК669.0(075.8)
Иванов В.Н. Словарь-справочник по литейному производству. – М.: Машиностроение, 1990. – 384 с.: ил. ISBN 5-217-00241-1
Циммерман Р., Гюнтер К. Металлургия и материаловедение. Справ изд. Пер. с нем. М.: Металлургия, 1982. 480 с.
См. также Железоуглеродистые сплавы и Изотермическое превращение аустенита.
Высокий отпуск
Во время высокого отпуск (450-550°С и выше) в углеродистых сталях происходят изменения структуры, не связанные с фазовыми превращениями: изменяются форма, размер карбидов и структура феррита. С повышением температуры происходит коагуляция – укрупнение частиц цементита. Форма кристаллов постепенно становится сферической – этот процесс называется сфероидизацией.
Коагуляция и сфероидизация карбидов начинают происходить более интенсивно с температуры 400°С. Зерна феррита становятся крупными, и их форма приближается к равноосной. Феррито-карбидная смесь, которая образуется после отпуска при температуре 400–600 °С, называется сорбитом отпуска. При температуре, близкой к точке А1, образуется достаточно грубая феррито-цементитная смесь – перлит.
Высокий отпуск с температур 450-550°С применяется для большинства конструкционных сталей. Его широко используют при термообработке различных втулок, опор, крепежных изделий, работающих на растяжение-сжатие и других изделий, которые испытывают статические нагрузки.
Явление отпускной хрупкости
При отпуске некоторых сталей возможно протекание процессов, которые снижают ударную вязкость стали не меняя остальные механические свойства. Такое явление называется отпускной хрупкостью и наблюдается в температурных интервалах отпуска при 250–400ºС и 500–550ºС. Первый вид хрупкости называется отпускной хрупкостью Ι рода и является необратимым, поэтому стоит избегать отпуска сталей при этих температурах. Данный вид присущ практически всем сталям, легированным хромом, магнием, никелем и их сочетанием, и обусловлен неоднородным выделением карбидов из мартенсита. Второй вид отпускной хрупкости — отпускная хрупкость ΙΙ-го рода является обратимым. Отпускная хрупкость ΙΙ-го рода проявляется при медленном охлаждении легированной стали при температуре 500–550°С. Данная хрупкость может быть устранена повторным отпуском с большой скоростью охлаждения (в воде или масле). В этом случае устраняется причина этой хрупкости – выделение карбидов, нитридов, фосфидов по границам бывших аустенитных зерен. Устранение отпускной хрупкости легированных сталей возможно введением в них малых добавок молибдена (0,2–0,3 %) или вольфрама (0,5–0,7 %).
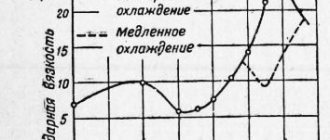
Графически эти виды хрупкости выглядят, как показано на рисунке.
Проявление отпускной хрупкости в сталях при отпуске
Практически все стали подчиняются закону: повышение температуры отпуска — снижение прочностных характеристик и повышение пластических, как показано на рисунке ниже.
Влияние температуры отпуска на механические свойства стали
Такая закономерность не касается быстрорежущих инструментальных легированных карбидообразующими элементами сталей.
Структура — троостит
Применение легированных сталей. классификация и маркировка сплавов
Структура троостита образуется при более медленном охлаждении и представляет собой смесь феррита и цементита с высокой дисперсностью. Троостит имеет меньшие твердость и прочность, чем мартенсит.
Структура троостита образуется в результате превращения аустенита и представляет собой смесь феррита и цементита с высокой дисперсностью. Игольчатый троостит называется бейнитом. Троостит получается при более медленном охлаждении и имеет меньшую твердость и прочность, чем мартенсит.
Структура троостита образуется при более медленном охлаждении и представляет собой смесь феррита и цементита с высокой дисперсностью. Троостит имеет меньшие твердость и прочность, чем мартенсит.
Структура троостита образуется в результате превращения аустеиита и представляет собой смесь феррита и цементита с высокой дисперсностью. Игольчатый троостнт называется бейнитом. Троостит получается при более медленном охлаждении и имеет i-леньшую твердость и прочность, чем мартенсит.
Сталь со структурой троостита обладает повышенной твердостью 40 — 45 HRC, прочностью и умеренной вязкостью и пластичностью.
Частицы карбидов в структуре троостита или сорбита отпуска в отличие от троостита и сорбита, полученных в результате распада переохлажденного аустенита, имеют зернистое, а не пластинчатое строение. Образование зернистых структур улучшает многие свойства стали, особенно пластичность и вязкость, а главное — сопротивление разрушению. При одинаковой твердости и временном сопротивлении сталь с зернистой структурой имеет более высокие значения предела текучести, относительного сужения и ударной вязкости, а также параметров вязкости разрушения.
Частицы карбидов в структуре троостита или сорбита отпуска в отличие от троостита и сорбита, полученных в результате распада переохлажденного аустенита, имеют зернистое, а не пластинчатое строение. Образование зернистых структур улучшает многие свойства стали. При одина-ковой твердости, пределе прочности и пластичности сталь с зернистой структурой имеет более высокие значения предела текучести, относительного сужения и ударной вязкости.
Частицы карбидов в структуре троостита или сорбита отпуска в отличие от троостита и сорбита, полученных в результате распада переохлажденного аустенита, имеют зернистое, а не пластинчатое строение. Образование зернистых структур улучшает многие свойства стали, особенно пластичность и вязкость, а главное — сопротивление разрушению. При одинаковой твердости и временном сопротивлении сталь с зернистой структурой имеет более высокие значения предела текучести, относительного сужения и ударной вязкости, а также параметров вязкости разрушения.
При распаде мартенсита получаются структуры троостита, сорбита и перлита. Они отличаются от тех же структур, получающихся в процессе распада аустенита, размером частиц и механическими свойствами. Форма цементитных включений, образующихся при распаде мартенсита, округлая, тогда как при распаде аустенита получаются пластинки цементита. Различная форма включений цементита обусловливает разные свойства. При одной и той же прочности сталь после отпуска получается более пластичной.
Выше 350 С образуются структуры троостита отпуска, а при дальнейшем повышении температур нагрева — сорбита отпуска.
Троостит и сорбит отпуска отличаются от структуры троостита и сорбита закалки. В то время как последние имеют пластинчатое строение, троостит и сорбит отпуска имеют зернистое строение.
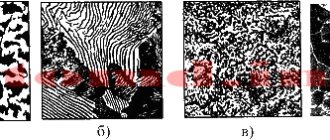
| Структура отпущенной стали ( 0 6 % С, X 500. а — мартенсит отпуска. б — троостит. в — сорбит. |
С и получившей в результате термической обработки структуры троостита или сорбита, не наблюдается участков с отдельными зернами структурно изолированного феррита.
Большой интерес представляет легированный серый чугун , имеющий структуру троостита и обладающий высокими мехническими свойствами вследствие коренного изменения структуры металлической основы.
Нижний предел температуры закалки хромистой стали обеспечивает отсутствие в структуре троостита и грубых карбидных скоплений, а верхний предел ограничивает начало появления игольчатого мартенсита.
Отпуск быстрорежущих инструментальных сталей
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
Железо и легирующие элементы «быстрорезов» имеют сильно отличающиеся свойства теплопроводности, поэтому при нагреве, для избежания трещин, следует делать температурные остановки. Обычно при 800 и 1050°С. При нагреве крупного инструмента первую выдержку делают при 600°С. Время выдержки составляет 5-20 мин. Выдержка при температуре закалки должна обеспечить растворение карбидов в пределе их возможной растворимости. Охлаждение инструмента чаще всего делают в масле. Для уменьшения деформации применяют ступенчатую закалку в расплавах солей с температурой 400-500°С. Структура «быстрорезов» после закалки состоит из высоколегированного мартенсита, содержащего 0,3-0,4%С, нерастворенных избыточных карбидов и остаточного аустенита. Чем выше температура закалки, тем ниже положение точек Мн, Мк и тем больше остаточного аустенита. В стали Р18 присутствует примерно 25-30% остаточного аустенита, в стали Р6М5 — 28-34%. Для уменьшения аустенита можно сделать обработку холодом, но как правило этого не требуется.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут. При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
Разбавитель для эмали — https://www.dcpt.ru
Методы получения аустенита
Стали аустенитного класса образуются в процессе появления и роста зерен исходной микроструктуры металлического изделия. Формирование аустенита осуществляется на поверхности раздела фаз феррита и карбида. Карбидные частицы постепенно растворяются в твердом растворе аустенита.
Получить аустенит также можно из эвтектоидной модификации железа, состоящей из феррита и цементита. Для этого исходную металлическую заготовку необходимо нагреть до температуры 900 °C
Важно, чтобы в сплаве присутствовала минимальная концентрация углерода, равняющаяся 0,66%. Во время этого процесса феррит превращается в аустенит, а цементит полностью растворяется
В итоге сформируется нержавеющая аустенитная сталь.
При производстве металлических заготовок из аустенитных сталей, стабилизированных титаном, необходимо в вакуумно-индукционной печи переплавить металл. Полученный расплав выдерживают в течение длительного периода для его деазотирования. Количество времени, требуемого для этого процесса, зависит от массы исходного изделия. После выдержки в расплавленный аустенит вводится смесь из титана и нитридообразующих химических элементов.
При добавлении хрома и никеля в состав железной модификации нужно выдерживать материал в течение более длительного времени. Очень часто в полученный раствор добавляется смесь из молибдена или фосфора. Эти химические вещества увеличивает вязкость и усталостную прочность железного сплава. Для снижения износа полученного аустенита используют дополнительные легирующие материалы и энергоемкие карбиды.
Прокаливаемость
Механические свойства элементов конструкции зависят от однородности структуры металла, которая напрямую зависит от сквозной прокаливаемости, минимального диаметра. Данный параметр характеризует образование более половины мартенсита. Так в таблице приведены некоторые показатели, при которых выдерживается критический диаметр.
| Марка стали | Проведение закалки при температуре, °С | Критический диаметр, мм | |
| Среда интенсивного охлаждения | |||
| вода | масло | ||
| 45 | 840…850 | до 9 | до 25 |
| 45Г2 | 840…850 | до 18 | до 34 |
| 40ХН2МА | 840…850 | до 110 | до 142 |
| 38Х2МФА | 930 | до 72 | до 86 |
Как показывает практика, на прокаливаемость большое влияние оказывают легирующие элементы. Особенно это заметно при наличии никеля. Его присутствие позволяет закаливать детали большого диаметра. Так из стали 40ХН2МА можно выточить и подвергнуть термообработке ответственную деталь диаметром свыше 100 мм с сохранением приданных свойств по всему объему.
Критические точки превращения
На рис.2 показаны кривые охлаждения и нагревания чистого железа. Как видно из этих кривых, в процессе перестройки одной решетки в другую, а также при расплавлении и затвердевании железа происходят температурные остановки, являющиеся результатом выделения дополнительного количества тепла при охлаждении и поглощении дополнительного количества тепла при нагревании.
Рис. 2. Кривые охлаждения и нагрева чистого железа.
Температурные остановки, при которых происходят перестройки решеток, называются критическими температурами или критическими точками и обозначаются Аrпри охлаждении и Ас при нагревании. В точках Аr2и Ас2,не происходит перестройка атомной решетки, а изменяются магнитные свойства железа. При температуре выше 768° железо теряет способность притягиваться магнитом. При очень малой скорости нагревания и охлаждения критические точки А с3и Аr3не совпадают друг с другом на 12°. При увеличении скорости охлаждения несовпадение критических точек увеличивается, так как температура значительно снижается и железо переохлаждается. Это явление, носит название гистерезис.
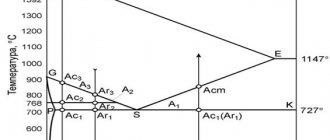
При нагревании и охлаждении стали происходит также перестройка атомной решетки, но температуры критических точек не постоянны. Они зависят от содержания углерода и легирующих примесей в стали, а также от скорости нагревания и охлаждения.
На рис. 3 представлена диаграмма состояния углеродистой стали при медленном охлаждении и нагревании.
Рис.3. Диаграмма состояния углеродистых сталей.