Чернение стали хлорным железом
Смотря что считать обычными сталями
а на уроках химии что говорили . травите в кислотной среде — получите соль
Ничего не осаждается, если раствор хлорного железа свежий и в нем до этого не травили печатных плат. Однако, если травили платы, то сталь будет омедняться. Омеднение будет рыхлое и легко стираться.
Осаждаться, как мне всегда казалось происходит от слова осадок. Так вот, на поверхности стали образуется оксидная пленка, а ее состав (хим. формула), мне лично, по боку, главное, что стойкость к коррозии увеличивается.
Вам виднее
, мне он такого не говорил. Да и знаком я с ним не был.
Попробую как Сержант сказать: «Вас в Гугле забанили. ?»(С)
, а также правильно крашенные, клееные, масляные. , можно продолжать долго, пока фантазии хватит.
и к утру на пеньке останутся лишь соли фосфорной кислоты.
С Виленычем (Udod) бесполезно на эту тему спорить, у него Нобелевская премия по ковке клинков из ШХ и ржавлению металлов.
Sheb — если не хотите травить клинки, не травите, углеродка и легированные дадут после первого использования пятны, кроме эстетики ничего не пострадает, также как и травление ничего кроме эстетики не добавит ножу. а все остальное это просто лирика на тему. извините, но устал от громких названий и «терминов»
Ну как это. Оксид железа двухвалентного осаждается, по идее. В числе всего прочего — но все прочее надобно при травлении периодически счищать щеткой.
50% в лучшем случае, из опыта с Х12МФ (и не ХЖ, а ортофосфорной кислотой), с 65Г и ШХ — %% намного меньше. Рекомендуют качественную полировку всей поверхности клинка — как коэффициент минимизации коррозии.
Добро пожаловать к нам в оружейку. Явно сильного ржавения нет, но. потихоньку, полегоньку вороненые стволы ржавеют как гвозди
А что будет при травлении алюминия в ХЖ ? Он разрушается ? Надо снять омеднение.
Источник
Технология Чернения Металла
Чернение металла производится в некоторой последовательности действий:
Как не надо воронить металл (и как надо)
- Вначале осуществляется химическое обезжиривание, которое необходимо для удаления с поверхности изделия остатков смазки и прочих загрязнений.
- Затем производится промывка, в результате которой удаляются остатки щелочного раствора.
- Далее выполняется травление детали путем ее погружения в раствор HCl. И снова производится промывка.
- Следующий этап — активация, когда изделие погружается в раствор со специальными добавками на несколько минут.
- После деталь снова подвергается промывке.
- Затем на гравированную поверхность металла наносится черневая смесь и обжигается. Этот состав в расплавленном виде равномерно заполняет рисунок, придавая утонченный контраст с остальной поверхностью изделия.
- Далее деталь на полчаса-час погружается в ванну с холодной водой.
- В самом конце изделие уплотняется специальным ингибированным гидрофобизирующим составом для защиты металла от ржавчины.
V. ВОРОНЕНИЕ В СИНИЙ ЦВЕТ
На железном металле возможно воспроизведение самых разнообразных тонов, оттенков и нюансов синего цвета — от голубого до иссиня-черного включительно.
Простейшим способом химического окрашивание железа и его сплавов является непосредственный нагрев в воздушной среде, поверхностное окисление кислородом воздуха. Так производится воронение в побежалые цвета о котором мы говорили в предыдущей главе. Среди гаммы цветов побежалости выступают сине-цветные окраски. Только длительным опытом можно добиться в каждом данном случае (для определенной величины и формы изделий и определенного материала) установления условий, при соблюдении которых всегда получается один и тот же цветной тон. При постоянной работе над одними и теми же изделиями следует непременно держаться раз испытанного рецепта нагрева, почти наверняка добиваясь в таком случае каждый раз желательного результата.
Следует всегда иметь в виду, что более мелкие вещи нагреваются до определенной температуры скорее, чем более крупные, и потому одновременно те и другие нагревать в общей ванне или вообще вместе никогда не следует; всегда грозит риск «перепалить» (т. е. перейти синюю расцветку) мелкие изделия и недодержать (не дойти до требуемого синего тона) более крупные.
Практически наиболее легко осуществить равномерный прогрев воронимых в большом количестве мелких предметов, заключая их в железный (снабженной дырочками) барабан, который вертят на вертеле над раскаленным угольным горном. Время выдержки вещей в барабане узнается из опыта. При работе можно уследить конец нагрева, поминутно извлекая образец для осмотра. Воронение нагревом—это «сухой» способ обработки. Для мокрого воронения железа и стали в однородный синий цвет служит следующая испытанная ванна (1):
Состав ванны 1
Для ее приготовления растворяют красную кровяную соль и полуторахлорное железо отдельно в 500 гр. воды и оба раствора сливают в одну бутыль.
Отстаиваемые изделия погружают в эту ванну на время, необходимое для появления требуемого цветового тона.
Темно-синий цвет на железо и сталь наводят ванной (2):
Состав ванны 2
Ту и другую соли растворяют в воде отдельно, и оба раствора смешивают. При употреблении ванну осторожно нагревают, медленно доводя ее до кипения. При этом железо-стальные предметы покрываются в ней темно-синим налетом (сернистого свинца). По достижении правильного тона изделия извлекают, ополаскивают водой, обсушивают и помещают еще на несколько часов в теплое место.
Рекомендуются еще горячие ванны из расплавленных (а не растворенных в воде) реактивов. Одна из них (3), особенно пригодная для небольших изделий из ковкого железа и чугуна, составляется из расплавленной (черенковой) серы, в которую по расплавлении замешивают немного сажи. При обработке в такой ванне изделия покрываются пленкой сернистого железа, приобретающей от натирки щеткой (крацовки) красивую темно-синюю полировку.
Другая ванна (4) — расплавленная селитра (температура около 315°). Действие ее очевидно основано на окислении железа кислородом, отделяемым при плавлении селитрой.
Чернение металла
Метод чернения используется для покрытия металлических изделий красивой равномерной черной декоративной пленкой, а также для их защиты от потускнения, коррозии и механических повреждений. Сегодня этот простой и весьма доступный метод обработки металла востребован в различных областях промышленного производства, а также в ювелирном деле и всякого рода ремеслах. Для декорирования чернью используется смесь серебра, свинца, меди и серы в разных пропорциях.
ПРОСТО СУПЕР — ВОРОНЕНИЕ МЕТАЛЛА ЩЕЛОЧЬЮ СМОТРИ
Существует множество разнообразных способов чернения металлов:
Воронение металла. Два способа — лимонная кислота и масло. Что лучше?
- Оксидирование — процесс, при котором металлические поверхности обрабатываются жидкими растворами сульфатов;
- Гальваническое чернение — обработка металлических изделий электролитом;
- Обжиг в масле — обработка поверхностей методом накаливания металлического изделия;
- Чернение термическим способом — обработка изделия парами специального химического состава.
Воронение или оксидирование, или чернение, или синение
VI. ВОРОНЕНИЕ В КОРИЧНЕВЫЙ ЦВЕТ
Хороший коричневый цвет на железе и стали достигается воронением при помощи пасты (5) из смеси равных частей оливкового и сурьмяного масел:
Рецепт 5
Эту пасту наносят на боронимый предмет (обыкновенно ею воронят ружейные стволы) и оставляют на 24 часа, после чего стирают ее шерстяной тряпкой и наносят свежую порцию, которую тоже оставляют на 24 часа. В результате химического действия пасты на железо предмета образуется прочно сросшаяся с основной массой металла бронзо-коричневая пленка окиси железа (содержащая металлическую сурьму). Так навороненным изделиям придают глянец протиркой навощенной щеткой.
Для мелких изделий можно сократить двухсуточный срок обработки этой пастой до несколькоминутной, применяя нагрев обмазанных пастой вещей до 200-220°. Оливковое масло может быть заменено льняным. Обыкновенно бывает достаточно двукратной обмазки. Для крупных изделий этот способ практически неприменим в виду затруднительности равномерного прогрева; окраска получается на них обычно пятнистой.
Некоторые практики наводят на железо и сталь коричневое воронение 1/2-1-часовым нагреванием обмазанных животным (обычно—воловьим) жиром предметов до температуры 200—100° (6). Жиры нередко заменяют растительными маслами, например льняным (7). Для более темных тонов прибавляют к жиру серный цвет (8).
Вместо треххлористой сурьмы в рецепте (6) можно взять полуторахлорное железо, например в соотношении (9):
Рецепт 9
Обмазав этой мазью предмет, дают ей подействовать в течение нескольких часов, после чего поверхность его крацуют стальной щеткой, снова обмазывают мазью, снова крацуют и так далее. Крацовка должна вестись особенно основательно.
Оттенки имеют зеленоватый или красноватый отливы в зависимости от преобладания в составе оливкового масла или химикалии.
Макальные ванны (для воронения стали и железа в коричневый цвет обмакиванием) можно приготовлять из полуторахлорного железа же, растворяя таковое в воде или спирте.
Водная ванна (10)
спиртовая ванна (11)
Способы воронения оружия в домашних условиях
охотничьего оружия в порядке – обязанность и предмет заботы каждого владельца. Уход требует определенных усилий, но для истинных любителей это не пустая трата времени. Возможность продлить срок службы, исключить появление следов коррозии, раковин или иных изъянов на стволах ружья имеет большое значение для удачной охоты и собственной безопасности владельца.
Традиционным способом защиты оружейного металла от появления ржавчины является воронение, которое время от времени приходится делать. Нанесение покрытия – процедура, несложная технически, но требующая немалого опыта и навыков. Многими владельцами производится воронение оружия в домашних условиях, что позволяет сэкономить время, получить максимально высокое качество защиты.
Иногда такой вариант является единственно доступным способом нанесения покрытия, поэтому иметь о нем представление полезно каждому хозяину охотничьего ружья. Рассмотрим, что это за процедура и насколько она доступна для самостоятельного выполнения.
Что такое воронение?
Воронение представляет собой нанесение на подготовленную заранее поверхность стальных или чугунных деталей тонкой пленки окислов, защищающих от коррозии и придающих металлу синевато-черный цвет. Толщина пленки составляет от 1 до 10 мкм, чем она толще, тем глубже и темнее цвет покрытия.
Классический способ воронения, применявшийся в течение нескольких сотен лет, заключается в нанесении олифы или льняного масла на поверхность нагретого металла. В результате появляется мелкокристаллическое покрытие, имеющее защитные антикоррозийные свойства и приятный иссиня-черный цвет. По цвету принято судить о температуре нагревания, хотя большой точности этот способ не имеет.
Синий цвет, наиболее подходящий для воронения, появляется при нагреве стали до 300-320°.
Покрытие, полученное традиционным способом, не отличалось должной прочностью, долговечностью, не обеспечивало полноценной защиты от ржавчины. Со временем были разработаны другие, более эффективные способы воронения металла.
Большинство из них создавалось именно для оружия, поскольку специфика службы оружейного металла не допускала других способов отделки.
Одной из причин появления необходимости использования других методик нанесения покрытия стала задача отказаться от нагрева стволов оружия, который отрицательным образом сказывался на состоянии металла, его физических и химических свойствах.
Для чего применяется?
Изначально процедура выполнялась исключительно с целью защиты от ржавчины, так как других видов покрытия не существовало, а условия эксплуатации оружия в значительной степени способствовали развитию коррозийных процессов. В настоящее время, помимо защитных функций, воронение рассматривается как декоративное покрытие, придающее оружию традиционный вид.
Примечательно, что внешний вид оружия среди большого числа владельцев рассматривается как одна из важнейших составляющих его рабочих качеств, тогда как защита от появления коррозии вообще не считается проблемой. Тем не менее, все использующиеся ныне виды и способы воронения обеспечивают достаточную степень защиты поверхности металла от воздействия влаги.
Необходимо также понимать, что любое средство для воронения не создает слой покрытия, а лишь способствует образованию реакции, в результате которой этот слой появляется на поверхности металла.
Виды воронения
Существуют следующие виды воронения металла:
- щелочное. Нагретая до 135-150° поверхность стали покрывается тонким слоем щелочных растворов, вызывающих реакцию окисления и создание защитной пленки;
- кислотное. Производится электрохимическими или химическими методами с применением кислотных растворов;
- термическое. Относится к традиционным способам воронения, хотя существуют более современные технологии с образованием защитных пленок в парах аммиачно-спиртовых соединений или в расплавленных солях.
Методик нанесения защиты существует огромное множество, от сложных многоступенчатых процессов до более простых и быстрых процедур. Все они характеризуются ограниченным сроком действия и абсолютной защиты от воздействия влаги не обеспечивают.
Воронение стволов охотничьего ружья надо время от времени выполнять, за состоянием оружия следует постоянно следить.
Рассматривать покрытие как вариант окончательного решения проблемы нельзя, это лишь способ несколько снизить последствия контакта с водой, замедлить скорость образования ржавчины.
Какие способы доступны для выполнения в домашних условиях?
Сложные технологические операции в домашних условиях недоступны, но более простые процедуры выполнить вполне возможно. Существуют несколько основных методов воронения:
- холодное;
- горячее;
- окисление.
Все три способа могут быть произведены в домашних условиях, для чего надо обзавестись всеми необходимыми материалами и приспособлениями, а также – детально изучить и усвоить физическую и химическую суть процессов. Без понимания смысла выполняемых операций браться за дело не рекомендуется. Любой способ состоит из одних и тех же этапов:
- Зачистка, удаление старого покрытия и ржавчины.
- Шлифовка, устранение каверн, мелких царапин, вмятин.
- Обезжиривание. Удаляется поверхностный слой жира, для чего применяются различные химические реактивы. После выполнения этого этапа с металлом работают только в резиновых перчатках.
- Собственно воронение.
- Финишная обработка поверхности металла.
Наиболее важным моментом (не считая самого нанесения покрытия) является обезжиривание. После этого можно приступать к воронению. Рассмотрим возможные варианты.
Холодное воронение
Принцип холодного воронения прост – на предварительно подготовленную поверхность наносится специальная жидкость. Существуют готовые составы:
- ворон 3;
- оксид парижский;
- ржавый лак.
Первые два средства продаются в магазинах. С третьим дело сложнее – в готовом виде оно хранится долго, но в продаже его практически не бывает, встречаются лишь объявления о реализации старых запасов. Изготовление ржавого лака – процедура сложная и опасная, поскольку приходится смешивать 50 мл соляной и 54 мл азотной кислот, 30 г стальной или чугунной стружки, 20-30 г окалины.
Все это растворяется в 1 л дистиллированной воды, причем не сразу, а поэтапно:
- В соляную кислоту аккуратно вливается треть азотной кислоты и треть стружки с окалиной. Начнется реакция, надо подождать, когда она утихнет.
- Повторить процедуру и снова дождаться конца реакции.
- Высыпать остатки стружки и окалины, вылить последнюю треть азотной кислоты. Закупорить и выдержать сутки. Затем в получившийся бурый раствор добавить литр дистиллированной воды, после чего ржавый лак готов. Пользоваться им можно в течение длительного времени, он становится безвредным и не требует особых предосторожностей.
Нанесение составов производится обычной кисточкой. Необходимо следить за равномерностью и попаданием жидкостей во все уголки и щели деталей. После окончания работ деталь промывается и полируется.
Горячее воронение
Этот способ самый простой. Сначала деталь разогревают, после чего ее погружают в масло (как вариант – намазывают поверхность тампоном, смоченным в масле). Наилучший вариант (как считается) дает льняное или конопляное масло, несколько хуже – олифа.
Может быть использовано и минеральное (машинное) масло, но после него результаты признаются наихудшими. Некоторые мастера советуют после нанесения масла подождать некоторое время, затем удалить излишки.
Другие рекомендуют запекать масло при помощи паяльной лампы, вследствие чего образуется плотное черное покрытие.
Однозначно лучшего рецепта не существует, поскольку у каждого свои условия для нагрева и нанесения масла, разная температура и прочие нюансы, влияющие на результат. Все сходятся в одном: после первого нанесения масла и небольшой выдержки его следует тщательно стереть.
Это позволяет удалить остатки жиров, которые в любом случае не удается растворить при обезжиривании. Затем процедура нагрева и нанесения масла повторяется несколько раз, пока не будет достигнут наилучший результат.
VII. ВОРОНЕНИЕ В СЕРЫЙ ЦВЕТ
Для воронения в серый цвет можно пользоваться ванной сравнительно сложного состава, но допускающей, в зависимости от длительности обработки ею железных и стальных изделий, получать разнообразные вариации серой окраски с переходом в черное.
Состав ванны (12)
| хлористого висмута | 20г |
| сулемы | 40г |
| хлорной меди | 20г |
| соляной кислоты 24°C | 120г |
| спирта 90° | 100г |
| воды | 1000г |
Сперва смешивают кислоту с водой, вливают спирт и в трех отдельных порциях жидкости растворяют отдельно все три поименованные соли, после чего отдельные полученные растворы сливают вместе.
Вносимые в эту ванну предметы должны быть абсолютно чисты и обезжирены. Протравленные в ней изделия переносят затем на полчаса в кипящую воду. Если оттенок вышел недостаточно темным, обработку ванной повторяют. После обсушки изделия протирают вощеной щеткой. Красивый, прочно пристающий серый слой (состоящий из окиси меди) на мелких железных предметах можно вызвать, нагревая их на листе жести после обмазки составом (13).
Рецепт 13
Растворение азотнокислой меди в спирте на холоду длится весьма долго. Целесообразней, осторожно расплавив соль над слабым огнем (в фарфоровом тигле), прибавить к ней (затушив огонь) необходимое количество спирта и быстро охладить, перемешивая.
Способы быстрой оксидировки оружия. Самостоятельное воронение.Ложа из пластмассы
| Оксидировка, или химическое чернение, металлических частей оружия гораздо прочнее огневого воронения и лучше предохраняет сталь от ржавчины, поэтому имеет широкое применение в оружейном деле. Все прежние способы химической оксидировки оружия, существующие с первой половины XIX столетия и усовершенствованные в последней четверти упомянутого столетия, требовали весьма длительного срока для производства всей операции: от 3 до 7 суток. При этом оксидируемые стволы или другие части приходится несколько раз покрывать специальным составом, ожидать появления ржавого налета, счищать стальными щетками, затем вываривать стволы в воде и опять повторять то же несколько раз, пока стволы почернеют до требуемого тона. [td]Агентство недвижимости на этот объект снижает цену igratnadengi.org |
Предварительно до оксидировки стволы должны быть вычищены совсем набело и совершенно обезжирены, в противном случае оксидировка получится неровная, с полосами или рыжеватыми пятнами. Такая сложная процедура требует много времени, и работа обходится дорого.
Первоначально в Америке, затем во Франции и других странах после 1918 года начали применять новый способ быстрой оксидировки оружия по методу Паркера, поэтому быструю оксидировку стали называть паркеризацией.
Новый способ состоит в том, что оружейные части погружают в ванну с кипящим составом, кипятят от 30 минут до 1 ч. 30 мин., прополаскивают в чистой холодной воде, и оксидировка готова. При всем этом живучесть новой оксидировки не меньше живучести прежней оксидировки, а работа новым способом обходится гораздо дешевле прежнего. Для паркеризации оружия применяются следующие составы.
Всем деталям, изготовляемым из латуни, можно придать красивый темный цвет посредством оксидировки, которая также предохраняет латунные детали от обычного для латуни «позеленения». Оксидировку выполняют следующим образом. Берут 10 г углекислой меди или кусочек малахита (уральский минерал) весом 10—15 г; малахит превращают в порошок и всыпают в 100 г нашатырного спирта (25-процентный аммиак); одновременно в нашатырный спирт опускают кусочек латуни (0,25 г). Смесь хорошо взбалтывают и через некоторое время повторяют взбалтывание 2—3 раза.
Латунную деталь хорошо очищают наждачной бумагой или «бархатным» напильником, или же обезжиривают венской известью, после чего опускают в раствор (на куске латунной проволоки или прочной нитке) и держат в нем до желаемого потемнения, последнее происходит в течение нескольких минут. Долго держать деталь в растворе не следует, так как состав разъедает латунь, отчего она становится хрупкой. Вынув деталь из состава, основательно промывают ее водой и сушат, вытирая мягкой тряпкой.
Способ оксидировки Паркера
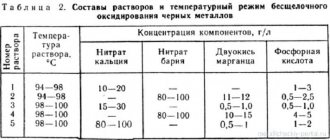
Способ Паркера. Берут 60 %-тный раствор ортофосфорной кислоты, кладут в нее железные и стальные опилки и дают постоять несколько дней (5–15), чем дольше, тем лучше, потому что опилки слегка растворяются. Желательно, чтобы со став был больше насыщен железом. Раствор должен быть в стеклянной закупоренной посуде.
В растворе затем вываривают оксидируемое оружие в продолжение 30–45 минут. Получается в зависимости от сорта стали темно-серый или черный матовый цвет. Подготовка оксидируемых предметов весьма простая: следует только обезжирить их, старую оксидировку или воронение нет надобности удалять, новый раствор снимет старое воронение и придаст свой тон. Вынутые из раствора части оружия прополаскивают в холодной воде, сушат и смазывают ружейным маслом. Вываривают оружие в железной посуде.
Положительные качества паркеризации:= она дает матовую, а не блестящую оксидировку (матовая оксидировка лучше маскирует оружие);= оксидировка очень прочная, живучая, хорошо предохраняет железо и сталь от ржавчины;
= состав почти безвреден для рабочего, не опасен для рук и одежды, и лишь при кипячении пары желательно от водить в вытяжную трубу.
При паркеризации оружия необходимо наблюдать, чтобы не переварить оружие: если кипятить оружие слишком дол го и если состав слишком крепок и мало насыщен железом, тогда получится разъедание оксидируемой поверхности.
Нельзя подвергать паркеризации стволы, паянные оловянным припоем, потому что состав растворит весь припой. Впрочем, пайку оловом имеют стволы только старых систем, новейшие двух ствольные ружья, имеющие ствол под стволом, уже не скрепляются пайкой, они имеют механическое соединение, поэтому безвредно оксидируются способом Паркера. Имеются и другие составы для быстрой оксидировки оружия.
Для удаления оксидировки изделие завешивают на анодную штангу в ванне с 15-20 процентным раствором каустической соды. Анодное травление производят при комнатной температуре и анодной плотности тока 10-15 а/дм2. Катодами служат стальные пластины. В растворе не допускается присутствие ионов хлора, способствующих растворению основного металла детали.
Самостоятельное воронение части оружия, или всего ствола
Воронение металла:1. Погрузить ствол оружия, или его металлическую часть в концентрированный раствор едкой щёлочи, содержащей азотнокислый натрий. Нагреть почти до самого кипения. Толщина черной пленки получится до 1,5 мк. при двукратном повторении. После этого промыть и высушить, и на 5-7 минут опустить в масло при температуре 105 — 120 градусов.2. Нагреть металл до малинового цвета и потереть хорошо головкой лука.
Ложа из пластмассы
Серьезным конкурентом деревянных и металлических лож оказалась ложа из пластмассы. Такие ложи испытывались бельгийскими оружейниками до 1939 года. Испытания подтвердили, что ложа из пластмассы имеет неоспоримые пре имущества перед деревянными и металлическими ложами. Во-первых, пластмасса специальных сортов гораздо прочнее дерева: прочность ее близка к прочности хорошего рога. Поэтому ложа из пластмассы полу чается более прочная и живучая, чем из орехового дерева.
Пластмасса несколько легче орехового дерева и гораздо легче алюминия, а так же легче изделий из пористого «АМС», вследствие чего ложа из пластмассы получается довольно легкая. При всем этом, благодаря большой прочности пластмассы, такую ложу можно еще несколько облегчить, сделав отчасти пустотелый приклад, где можно устроить хранилище для мелкой принадлежности.
Ложа из пластмассы, даже в условиях самой тяжелой службы, не теряет своего нового вида, тогда как ореховая ложа при частом употреблении ружья в любую погоду требует ежегодного освежения (отделка под воск или политуру), и при всем этом резная чешуйка на ней вытирается, снашивается, не все забоины и вмятины удается снять и т.д.
Поверхность пластмассы, будучи гораздо прочнее деревянной поверхности, меньше подвержена внешним повреждениям.
Деревянная ложа требует металлической оправы для упрочения (затыльник, удлиненный хвост спусковой скобы и т.п.). При пластмассе такие детали уже не нужны. Это упрощает и удешевляет производство ружья. Если и спусковую скобу сделать из пластмассы, тогда при ношении ружья в руках на холоде пальцы будут меньше мерзнуть. Ведь с этой целью делают роговую спусковую скобу.
Главное — пластмасса не боится дождя, воды, сырости, не удерживает влагу и не распространяет ее на соприкасающиеся с ней стальные части, вызывая коррозию, как это бывает с деревом. При высыхании дерево нередко дает поводку, получается менее прикладистая ложа. Этого не бывает с ложей из пластмассы. Наконец, материал и изготовление ложи из пластмассы обходятся дешевле деревянной. Ложа из пластмассы изготовляется прессованием. Внешний вид такой ложи очень приличный, потому что пластмассу делают темно-орехового цвета с узором, похожим на свилеватую структуру лучшего комлевого ореха.
Во время войны 1941–1945 гг. такую ложу германцы применили для ручных пулеметов, позаимствовав ее, вероятно, из Бельгии. При современном массовом машин ном изготовлении ружей ложа из пласт массы оказывается незаменимой: она дает возможность выпускать недорогие, прочные, изящные и крайне живучие ружья. Кроме лож стандартных образцов и размеров, каждая фабрика может иметь небольшой запас лож специальных размеров для ружей по индивидуальным заказам. Таких ружей изготовляется очень немного. Главное для производства — массовые стандартные образцы, а не единичные заказы.
Кроме охотничьих ружей, ложа из пластмассы крайне желательна для снайперских винтовок. Можно полагать, что в недалеком будущем хрупкая деревянная ложа — наследие древнего деревянного станка пищали — будет заменена новой, более со вершенной ложей из лучшей пластмассы.
Маркевич В.Е. «Спортивное и охотничье стрелковое оружие»
Источник: https://www.shooting-ua.com/arm-books/arm_book_165.htm
VIII. ВОРОНЕНИЕ В ЧЕРНЫЙ ЦВЕТ
В заводской практике железные и чугунные предметы воронят, образуя на них сравнительно толстый слой черной окалины (закись-окись железа). Для этой цели их нагревают до вишнево-красного каления в регенеративных печах, при чем попеременно (раз 6-10) пускают (для нагрева) то одни топочные газы, то топочные газы, разбавленные воздухом.
Другой заводский способ — это долгая (5-10-часовая) обработка изделий высоко перегретым водяным паром.
В любительской и кустарной практике эти способы вряд ли применимы. В обстановке любительской мастерской можно добиться большого богатства черных оттенков по другому способу горячего воронения, заключающемуся в сжигании на поверхности изделий жировых веществ, вроде сала, растительных масел, восков и тому подобное. Так если обжечь хорошо подготовленное (обчищенное, обезжиренное, протравленное и обмытое) железное изделие, смазанное льняным маслом при температуре темно-красного каления, то оно наворонится в блестящий черный цвет (14).
Этот способ воронения на практике весьма широко используется. Чтобы наносимые на изделия жиры, масла или воски хорошо приставали к их поверхности, рекомендуется до обмазки изделия нагревать столь сильно, чтобы появилась бледно-желтая побежалость. Смазанные предметы следует столь долго удерживать над жаром угольного горна или в соответственно сильно нагретой печи («воздушной бане»), пока все масло не испарится или выгорит и запах от него пропадет, а поверхность предмета будет казаться совершенно сухой.
Некоторые особенности
Воронение стали в домашних условиях не представляет ничего сложного. Окислители применяются для обработки и других металлических изделий:
- чугунных;
- медных, которые приобретают интенсивный красный цвет.
Есть ряд особенностей, которые желательно запомнить:
- Если изделия термочувствительные или закаленные, то их лучше не трогать. Воронение ухудшит характеристики.
- Для завершения процесса нужно не забыть помыть изделие специальным средством. После сушки иногда требуется смазка маслом.
- В магазинах нетрудно найти необходимые вещества, например, селитру, лимонную кислоту.
- Снять чернение также возможно. Для этого понадобится специальный карандаш.
Важна подготовка:
- Перед началом необходимо зачистить поверхность и отшлифовать ее.
- Обезжирить особым раствором.
- Нужно не забыть про резиновые перчатки для защиты рук. К обработанному изделию нельзя прикасаться.
- Создать вентиляцию, вытяжку.
- Подобрать сосуд с подходящими свойствами. Объем должен позволять утопить обрабатываемое изделие полностью. Подойдет материал, не боящийся применяемых веществ: стекло, фарфор, нержавейка, фаянс.
Что касается цвета, то для некоторых изделий он также может быть важен. Можно получить различную окраску: от желтой до черной, ее оттенки. Поэтому, строго говоря, чернение и воронение — не одно и то же.
Чтобы добиться нужного цвета, придется дополнительно уточнить компоненты растворов либо обратить внимание на режим термообработки. Например, один из способов заключается в следующем:
- Берется азотнокислая медь (70 г) и спиртовой денатурат (30 г).
- Соль нагревают, пока она не расплавится.
- Добавляют денатурат.
- Этой смесью покрывают изделие.
- Нагревают до тех пор, пока не получится необходимый оттенок. Цвет будет меняться.
IX. ВОРОНЕНИЕ С БРОНЗОВЫМ ОТЛИВОМ
Железо и сталь можно воронить в разнообразные цвета (синий, малиновый, коричневый, черный) с более или менее ясно выраженным бронзовым отливом. Относящиеся сюда способы объединяются названием «химического бронзирования».
Бронзирование в синий цвет (35). Хорошо подготовленный воронимый предмет кладут в уксус (разбавленную уксусную кислоту). Извлекши из уксуса и оттерев насухо, смазывают при помощи льняной тряпочки соляной кислотой. Спустя 15 минут зарывают в песок нагреваемой песчаной бани, время от времени, оголяя часть поверхности предмета для наблюдения за ее состоянием. Как только наступил момент, когда поверхность приняла красивый равномерный глубоко синий цвет, извлекают предмет из песка.
Бронзирование в коричневый цвет. Натирая обработанные по предыдущему (бронзированные в синий цвет) предметы «деревянным» маслом (па тряпочке), можно перевести синюю «бронзу» в коричневую (36).
Другой способ таков. Бронзируемые предметы подвергают 3-5-минутному действию паров нагретой смеси конц. соляной и азотной кислот (так называемая «царская водка»; требуется крайняя осторожность в работе с ней, ибо эта смесь кислот при подогреве исключительно опасна и пары ее особенно вредоносны!), после чего нагревают до температуры в 300—500° столь долго, пока на поверхности изделий не покажется бронзовый отлив. По охлаждении изделия хорошо натирают вазелином и снова подвергают нагреву, усиливая его до того, что вазелин испаряется. Дав охладиться, снова натирают вазелином, Так получаются светло-коричневые тона (37).
Прибавляя к царской водке еще и уксусной Кислоты, можно получить по описанному способу бронзовые окраски желто — шоколадных тонов (38).
Воронение «горячее»
Преимущества
- Такое покрытие служит гораздо дольше.
- Отсутствие вредных испарений, которыми сопровождается процесс «холодного» воронения.
Технология
Обрабатываемая заготовка сначала слегка разогревается, чтобы вещество лучше «ложилось» на основу. Можно использовать масло оружейное, льняное, буроугольное, оливковое или что-то подобное. Выбор конкретного средства зависит от вида металла.
Как нанести масло, каждый решает сам. Наверное, целесообразнее деталь окунуть в него. После этого она подвергается термической обработке. Самый распространенный способ – обжиг паяльной лампой.
Особенность методики
- После погружения в ванночку нужно дать маслу стечь. Его излишки приведут к появлению пятен на поверхности детали.
- В процессе обжига необходимо контролировать изменение цвета заготовки. Как только он изменится с коричневого на черный, обработку следует прекратить.
Воронение окислителем
Применяются различные химические соединения из числа нитритов или нитратов. Все они характеризуются своей температурой плавления, поэтому ориентироваться нужно в первую очередь на собственные возможности, так как не у каждого хозяина есть, к примеру, муфельная печь. Источники температуры могут быть разными, поэтому не нужно усложнять себе жизнь и руководствоваться первым попавшимся рецептом – выбор окислителей достаточно большой.
X. ВОРОНЕНИЕ РУЖЕЙНЫХ СТВОЛОВ
Особо частый случай химического окрашивания стали— это воронение ружейных стволов. Цель такого воронения обычная — придать стволу красивый внешний вид, защитить от ржавления (особенно при редком употреблении ружья) и устранить необходимость в частой чистке.
Существует порядочное количество рецептов воронения ружейных стволов, отчасти повторяющих вышеописанные способы, отчасти специально приноровленных к особой форме и особым условиям службы изделия. Выбор того или иного из этих рецептов зависит прежде всего от цветового нюанса, который желательно’ получить, от возможности достать необходимые химикалии, от прочности окраски и тому подобное. Полное овладение тем или иным рецептом — дело продолжительного, настойчивого опыта. Нельзя отвергнуть тот или иной рецепт, если вначале с ним не получаются благоприятные результаты; всегда следует проверить весь ход его выполнения с целью обнаружения и исправления весьма возможных ошибок. При должном старании можно не только извлечь из рецепта все, что он может дать, но и самостоятельно улучшить его, достигая все более и более превосходных результатов..
Обязательным, неукоснительным условием удачи работы здесь, как и во всех случаях химического окрашивания металла, является исчерпывающе полная, идеальная предварительная подготовка, а также последующая обработка. В силу значительных размеров стволов для работы с ними не могут быть использованы все приемы, пригодные для обработки более мелких и компактных предметов. Сосудом для обработки стволов теми или иными жидкостями может служить соответственной величины и формы осмоленное корытце. Воронят лишь наружную поверхность ствола, внутреннюю же не обрабатывают, и внутренность ствола предохраняют от действия составов, затыкая оба концевые отверстия плотно вбиваемыми деревянными пробками. Торчащие наружу концы этих пробок служат местами захвата зажимами или тисками при укреплении ствола для выполнения разных связанных с химическим окрашиванием операций (обдирка, шлифовка, полировка, обмазка, обмывка, крацовка и так далее).
Приведем несколько более или менее употребительных рецептов воронения стволов.
(39). Ствол нагревают до сильного жара и продолжительно натирают кровавиком, возобновляя при остывании нагрев. Получается синеватое окрашивание.
(40), Хорошо отполированный ствол натирают при помощи тряпочки оливковым маслом, после чего его обсыпают просеянной золой от твердой породы дерева и вносят в древесноугольное горно. Когда ствол заметно побелеет, его извлекают и дают остыть, после чего вытирают сперва насухо, затем — с оливковым маслом. Ствол получает серое воронение.
(41). 4 весовые части сурьмяного масла (треххлористая сурьма) разогревают с 12 весовыми частями оливкового масла до полного взаиморастворения обоих веществ и полученной смесью (на тряпочке) натирают воронимый ствол. Спустя сутки стирают образовавшийся налет натиркой маслом и снова повторяют смазку составом и растирку. Спустя еще сутки описанную операцию повторяют сызнова и так далее. Через 10- 12 дней достигается равномерная, прочно приставшая окраска шоколадного, коричневато — красного, вплоть до коричневого цвета. В тепле операция идет быстрее.
По достижении требуемого тона ствол обтирают, тщательно обмывают водой и либо полируют стальным полировальником, либо натирают воском на замше. Можно также обмазать, шеллаковым лаком (42). Приготовляют следующий состав:
Рецепт 42
| азотной кислоты 45% | 70г |
| спирта 90° | 140 г |
| медного купороса | 280г |
| железных опилок | 10г |
| воды | 1 000г |
Всё это смешивают (кислоту лить в воду, а не наоборот!) и дают постоять после растворения медного купороса 2-3 дня. Плотно забив оба отверстия ствола деревянными затычками, обмазывают его (при помощи губки) по всей поверхности приготовленным составом, стараясь, чтобы он всюду лёг равномерно. Спустя сутки обдирают крацовочной щоткой всю непрочно приставшую часть образовавшейся за это время пленки (окиси) и повторяют описанную операцию еще раз или два, до получения густо-коричневого цвета. Затем ствол обтирают и окунают в кипяток, содержащий немного соды (для нейтрализования следов кислоты). По извлечении из воды и обсушке мягко натирают деревянным полировальником (из твердого дерева), подогревают до 100° и обливают спиртовым шеллаковым лаком, окрашенным драконовой кровью (см. «Лаки и лаковые краски»). После того как лак окончательно засохнет, полируют стальным полировальником для придачи стволу приятного блеска.
(43). Для воронения в коричневый цвет железных стволов составляют раствор.
добавляя кислоту и спирт после растворения купороса. Губкой или тому подобным слегка наносят этот раствор на подготовленный ствол и после полной просушки (спустя несколько часов) протирают крацовочной щеткой из самой тонкой проволоки и затем — жесткой щетинной щеткой. Ежедневно все это повторяют 2- 3 раза и спустя 3 суток достигают красивого блестящего коричневого воронения. Для окончательной отделки ствол вымывают в кипятке, протирают суконкой и смазывают слегка оливковым маслом.
(44). Приготовляют растиранием обеих составных частей мазь:
сохраняемую в закрытых банках.
Подготовленный ствол подогревают и в подогретом виде обмазывают этой мазью (при помощи льняной тряпочки). Спустя 24 часа обтирают мягкой щеткой и снова обмазывают той же мазью. Так повторяют, пока цвет ствола, ставший вначале зеленоватым и затем красноватым, не станет ясно коричневым. Это происходит спустя 4 — 6 дней (чем теплее, тем скорее). Далее ствол моют тщательно щелоком, пока последний не станет равномерно смачивать всю поверхность. Сполоснув еще несколько раз чистой водой, высушивают, полируют деревянным полировальником или трут мягкой крацовочной щеткой, разогревают до 100° и обливают вышеуказанным лаком.
(45). Весьма красивое воронение получается еще при применении состава:
Если раствор получается непрозрачным, добавляют по каплям соляной кислоты до прояснения. Смазывают ствол этим раствором, многократно нанося его в каждый прием от 3 до 4 раз. Под конец после каждого смазывания протирают мягкой щеткой. Всего смазывают раз 12—14, употребляя на это 3-4 дня. Процесс ускоряется слабым подогреванием ствола.