В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Оборудование. Инверторный сварочный аппарат
Тяжелые трансформаторы с генераторами для проведения сварных работ не в полной мере соответствуют современным требованиям, а также в большинстве своём ушли в прошлое. Мы рассмотрим процесс ручной дуговой сварки с применением сварочного аппарата инверторного типа.
Инверторный сварочный аппарат — это компактный полупроводниковый прибор с системами регулирования и защиты.
Преимущества инверторного сварочного аппарата в сравнении с трансформаторами и генераторами:
- малый вес и габариты;
- меньший объём потребления электрической энергии;
- плавность регулировки силы тока;
- стабильность дуги при сварке на малых токах;
- малое разбрызгивание электродного металла при сварке.
Инверторные аппараты различаются величиной максимальной силой тока, соответственно, диаметром применяемых сварочных электродов, которыми можно будет варить данным аппаратом. Также важнейшим параметром характеризующий инвертор является параметр — продолжительность включения или ПВ%.
Чем выше процент ПВ тем дольше без остановки аппарат может варить. Значение 100% соответствуют 10 минутам непрерывной работы инвертора, на максимальном токе. Приведем пример, если ПВ 80% у инвертора с max током 120А. Значит получится проводить процесс сварки 8 минут непрерывно, с током 120А. Если ток ниже максимума, значит аппарат сможет варить без перерыва дольше.
В случае если надо варить длинные швы или толстый металл более 10 мм, нужно чтобы ПВ был 80% или более. Если нудно для дома, гаража, дачи или для обучения, то можно использовать ПВ 40 – 70%. Такими параметрами ПВ обладают большинство сварочных инверторов (Ресанта, Сварог, Esab, Fubag и прочие).
Небольшие рекомендации по выбору инвертора для сварки
Не стоит брать для обучения дорогой сварочник с большим ПВ. Ведь непрерывно варить больше 5 минут не получится так как просто прогорит электрод да и в процессе обучения рука быстро устает.
Для большинства выполнения задач по сварке инвертором достаточно электродов диаметром не более 3,6-4 мм, для начинающих советуем исходя из этого подбирается соответствующий аппарат, который сможет тянуть такие диаметры.
А пока, приобретайте самые простые и дешёвые.
Диаметр выбираемого электрода зависит от толщин свариваемого изделия. Примерно равен ей, или чуть меньше. Учиться варить лучше сварочными электродами диаметром 2,5 мм — 4 мм, с основным покрытием.
Сварочные электроды необходимо хранить в сухом и тёплом месте, в герметично закрытой таре.
Сварочная маска — это та часть оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет.
Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала процесса. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
Если планируете стать профи и работать в этой сфере возьмите себе дорогую маску, это все таки Ваше зрение. Лучше всего конечно с системой очистки воздуха, но там просто космические цены.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
- Угловая электрическая шлифовальная машинка («болгарка») с комплектом отрезных или шлифовальных дисков. С ее помощью происходит подготовка свариваемых поверхностей, а также готовый шов.
- Молоток для отбивания окалины.
- Металлическая щетка, для зачистки поверхностей от брызг металла, остатков окалины.
- Средство для обезжиривания свариваемых поверхностей.
- Обтирочный материал (ветошь).
Обязательно позаботьтесь о своей безопасности, а также экипировке, для этого Вам необходимы:
- Полностью закрытый комбинезон из огнестойкого материала;
- ботинки на резиновой подошве;
- толстые кожаные или замшевые сварочные рукавицы (краги);
- защитные очки для работы со шлифовальной машинкой или защитный щиток;
- защитные перчатки для работы с электроинструментом;
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет. В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение. Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Подготовка рабочего места
Продумайте перед началом работы, что, как и в каком порядке делать, чтобы это было безопасно для вас, а также окружающих. Перед тем как приступить к работе необходимо подготовить себе рабочее место:
- Проверить комплектность оборудования: сварочные кабели, состояние изоляции проводов, кабелей электропитания от сети к инвертору, сам аппарат;
- убрать посторонние предметы;
При обнаружении нарушения целостности изоляции проводов, кабелей электропитания, а также нарушении целостности разъёмов для их подключения в сеть приступать к работам нельзя, до устранения неисправностей!
- Приготовить свариваемые детали;
- проверить достаточна ли обеспечена вентиляция рабочего места;
- проверить достаточно ли освещена рабочая зона, в случае когда недостаточно естественного освещения через оконные проёмы, предусмотреть дополнительное освещения за счёт установки светильников;
- приготовить место, где будете сидеть при проведении работ;
- подготовить осмотреть необходимый вспомогательный инструмент;
- проверить шлифовальную электрическую машинку (требования электробезопасности такие же, как указаны выше);
- подготовить необходимые абразивные круги (шлифовальные, отрезные), круги должны быть промаркированы, на них не должно быть трещин, сколов;
- проверить наличие на рабочем месте средств пожаротушения (огнетушитель, песок).
После выполнения этих рутинных, но обязательных мероприятий можно приступать к подготовке свариваемых деталей.
Какие могут быть ошибки?
Сварщики, еще недостаточно знающие, как правильно пользоваться сваркой, часто допускают следующие ошибки:
- неровная линия соединения при быстром перемещении электрода;
- большое число прожогов при замедлении ведения;
- плоский шов при нарушении угла наклона стержня;
- непровары вследствие занижения (либо завышения) расстояния от кончика стержня и заготовкой.
Это лишь часть ошибок, которые делают недостаточно опытные работники. Используя инверторный источник, можно быстро научиться их избегать.
Чтобы научиться сваривать тонколистовые заготовки, профильные или водопроводные трубы, потребуется намного больше времени. Существует прием наложения на тонкие заготовки куска освобожденного от обмазки и проварки прямо по нему.
Сваривать легированные, нержавеющие и инструментальные сплавы, а также цветные и легкие металлы намного сложнее. Их сваривают в среде инертных или малоактивных газов, таких, как аргон, гелий или углекислый. Аппарат для работы представляет собой инверторный источник тока, дополненный системой подачи газа через сварочную горелку. Вместо стержневых электродов применяется сварочная проволока, подающаяся в рабочую зону с постоянной скоростью специальным механизмом. Такой аппарат называется полуавтоматом.
Зачистка и подготовка поверхностей по сварку инвертором
Сваривать детали, а также тренироваться гораздо легче, если хорошо и правильно подготовить поверхность металла к сварке, для этого:
- Зачистите свариваемые поверхности шлифовальной машинкой от ржавчины, краски и прочих загрязнений, до чистого металла. Обязательно пользоваться при работе защитными очками или, что ещё безопаснее, защитным щитком;
- обезжирьте поверхности имеющимся у Вас средством;
- шлифовальной машинкой на соединяемых деталях снимите кромки (фаски) до требуемой глубины шва.
Потолочный шов
Теперь можно разобраться с тем, как варить потолочный шов электросваркой. Его необходимо на маленьком расстоянии от поверхности с помощью тугоплавкого электрода. Из-за этого на торце возникает чехольчик, способный предотвратить растекание материала. По мере создания шва конец электрода равномерно удаляется, а потом приближается к дуге. Во время отдаления она гаснет, а металл затвердевает. Чтобы знать, как варить потолочный шов, следует ознакомиться с информацией о том, какие электроды для него используются. Несмотря на направление ведения шва, он должен быть маленького диаметра.
При работе с потолочной сваркой в корне шва всплывают пузыри газа. Из-за этого может получиться брак. Её рекомендуется использовать только при невозможном выполнении нижнего шва.
Потолочное соединение Источник i.ytimg.com
Подготовка к сварке инвертором для начинающих
Перед началом выполнения работ необходимо плотно застегнуть комбинезон, надеть сварочную маску это обязательно не только новичкам, но и опытным которые забывают делать это.
В зависимости от того каким видом сварного шва вы будете сваривать детали (горизонтальный шов, потолочный шов, а также вертикальный шов) необходимо расположить, а также надёжно закрепить детали на рабочем месте.
Это достигается различными способами:
- с помощью «прихватки» свариваемых деталей между собой и к массивной металлической конструкции (стапелю, балке);
- используя специальных зажимов;
- с помощью оправок, кондукторов.
Теперь необходимо подключить сварочный аппарат к сети. Включить инвертор, и выставить параметры режима которые в каждом конкретном случае свои. Зависят они от положения сварки и толщины заготовки.
В данной статье приведем данные сварки и наплавки для листа металла толщиной в 10 мм.
Режимы сварки
Подбор электродов
После расположения и закрепления деталей, приступают к зажиганию электрической дуги между сварочным электродом и соединяемыми деталями.
Перед зажиганием не забудьте надвинуть сварочную маску на глаза, чтобы избежать вредного светового воздействия дуги на глаза и попадания брызг металла на кожу лица.
Для начинающих учиться сварке инвертором лучше все потренироваться зажигать дугу и накладывать валики сварных швов не на соединяемых деталях, а на сплошном листе, толщиной 10 мм и больше. После наработки навыков наложения правильных валиков можно будет приступать к сварке деталей.
Азы электросварки
Сварочный шов соединяет две металлические заготовки в единое целое. Для этого их кромки требуется нагреть до температуры плавления. Это делают за счет электродуги. Между кромками образуется зона расплавленного металла, после остывания она кристаллизуется, соединяя обе детали воедино.
Виды
Электродуга может поддерживаться как постоянным, так и переменным током. Источником переменного тока служит сварочный трансформатор, понижающий сетевое напряжение 220 или 380 вольт и соответственно повышающий силу тока. Трансформаторы — морально устаревший вид сварочного оборудования, они громоздки, весят несколько десятков и даже сотни килограммов.
Стабильность электродуги сильно зависит от параметров электросети, кроме того, работа сварочного трансформатора вызывает скачки напряжения в сети. Такая техника требует от сварщика высокой квалификации и солидного опыта.
Начинать обучение лучше со сварочным инвертором. Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.
Технология работ
Для возбуждения электродуги требуется создать разность потенциалов между заготовкой и кончиком электрода. Электрод состоит из прямого отрезка сварочной проволоки, покрытой флюсовой обмазкой. Когда электрод подносят к заготовке на расстояние в несколько миллиметров, между ними проскакиваете разряд.
Такой постоянно действующий разряд и называют электрической дугой. Она выделяет большое количество тепла, от которого плавится сердечник электрода и кромки заготовок. Образуется зона расплавленного металла, называемая сварочной ванной. По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.
Покрытие электрода плавится и испаряется, и образует газовое облако, защищающее сварную ванну от контакта с воздухом и образования оксидов.
На поверхности остывающего шва возникает шлаковый слой. Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.
Как зажечь дугу
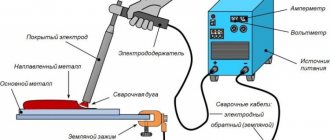
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора).
Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.
Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой.
Настройка силы тока
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона.
Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла новичку в сварке. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например: «Как правильно зажигать дугу?».
Зажигание дуги
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться. Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно держать дугу при сварке
Для поддержания нормальной дуги, расстояние от электрода до поверхности металла не должно быть менее 0,5 и более 1,5 мм. В процессе выполнения материал электрода расходуется. Его надо постоянно придвигать ближе к зоне расплава.
Поддержание правильного сочетания скорости ведения процесса сварки, расстояния от электрода до металла, угла наклона, при котором горит стабильная мощная дуга, и есть мастерство электросварщика.
Именно в этом мастерство профессионала, этому вы должны научиться. Улучшить свои навыки и понять, как держать дугу, поможет видео.
На первый взгляд кажется так много нужно контролировать, так все сложно. Это только на первый взгляд. Просто начните делать. Когда сделаете первые швы все станет понятно даже если учитесь сварке металла с нуля. У вас точно получится!
Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.
Как правильно вести электрод при сварке металла.
Если мы ведём электрод ровно, у нас получается «ниточный» шов. Его может быть достаточно, чтобы проварить металл на всю толщину. Если свариваемые изделия имеют большую толщину, то для его прогрева надо делать различные манипуляции: от возвратно-поступательных перемещений по спирали, до движения дугами поперёк шва.
В результате чего дольше задерживаемся над каждым участком шва, лучше прогревает и заполняет его. Выделяют однопроходной шов (обычно на металле до 3 мм толщиной) и многопроходной шов, когда для заполнения всего объёма сварного шва потребуется несколько проходов.
Ниже — видео уроки: сварка металла инвертором для начинающих, как варить инверторной сваркой и прочее полезное.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор. Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.
На следующем фото показано, как работает индукционный нагреватель металла.
Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Урок сварки. Как сваривать металл инвертором.
Как только начнет получаться зажигание дуги. Начнем обучение со следующих упражнений.
Нижнее положение
Кольцевые движения на толстой горизонтальной пластине, проход за проходом, при этом угол наклона 45°, смотрит назад. Надо обращать внимание, когда электрод заканчивается. Следует немного вернуться назад на шов, чтобы не образовался кратер. Дугу зажигать в центре кольца, вернуться немного назад и продолжить кольцевое движение.
Ниже — видео как научиться правильно варить сварочным инвертором.
Вертикальное положение
«Вертикальный» шов сначала отрабатывается на пластине, установленной под углом 45°. Зигзагообразные движения начинаем снизу, ведём вверх. Расстояние до электрода примерно 2 мм, угол наклона назад. Вверху пластины процесс обрываем и еще раз проходим зигзаг, чтобы наплавить дополнительный металл на краю.
Далее — видео уроки как научиться ручной дуговой сварке металла начинающим.
Настоящий вертикальный шов на вертикально установленной пластине. Такие же зигзагообразные движения электродом. Упражнение трудное, обычно не получается сразу.
Горизонтальный шов
Горизонтальный сварной шов на вертикально установленной пластине. Выполняются кольцевые колебательные движения, варим в направлении углом назад. Первый валик на стыке с горизонтальной пластиной, дальше вверх, валик за валиком. Чтобы лучше получалась «горизонталь», можно предварительно прорисовать её мелом.
Вертикальный шов с отрывом.
Вертикальный сварной шов с отрывом, начальное положение пластины – под углом 45°. Зажигаем дугу снизу пластины, влево, вниз, вправо, вверх, влево, вернулись в середину – рисуем такой замкнутый овал. Отрываем электрод, смещаемся вверх, снова делаем овал, отрываем, вверх. Так до конца пластины.
Вертикальный сварной шов с отрывом на пластине.
Те же овальные колебательные движения при выполнении которых по возможности лучше опереть руку на стол или что-нибудь. Заключительный «крайний» шов – самый сложный, металл может перегреться и потечь. Поэтому делаем более длительную паузу после отрыва. Конечно, эти упражнения – далеко не все, которые существуют для сварщиков-новичков. На нашем сайте, помимо них, вы можете ознакомиться со следующими материалами:
- электросварщик ручной сварки программа обучения;
- как научиться правильно варить инверторной сваркой советы начинающим и другими.
Хороший критерий качества сварного шва – это его красота. Если сварной шов красивый, значит большая вероятность, что внутри его нет пустот, сварочных шов заполнен равномерно.
Полезное видео
Смотрите видео, где показана для начинающих сварщиков сварка потолочного шва без отрыва электродами УОНИ:
На этом видео демонстрируется техника выполнения сварки потолочного шва:
Заключение
Итак, потолочная сварка – процесс довольно сложный, требующий определенной сноровки и опыта. Тем не менее, справиться с ним может и новичок, если речь идет о не слишком трудоемкой операции.
Начинать лучше с малого, соединения простых металлических пластин и деталей. Если же речь идет о сварке труб, находящихся под давлением, то данную работу лучше доверить специалистам. Без соответствующего опыта сложно добиться необходимого результата, да и риск получения травмы значительно возрастает.
Правило М. Гладуэлл «10 000 часов»
Конечно, у Вас не всё будет получаться сразу. Воспринимайте это спокойно. При обучении сварке металла рекомендуется руководствоваться правилом, разработанным Малкольмом Гладуэллом о 10 000 часах. Чтобы достичь уровня непревзойдённого мастерства, требуется посвятить своему делу именно столько времени. Да, для большинства из нас это очень далеко. А вот промежуточные этапы:
- тысяча часов до уровня мастера;
- сто часов до уровня профессионала;
- и хотя бы десять часов на то, чтобы освоить азы – выглядят вполне реалистично!
Вы в самом начале пути. Тренируйтесь, учитесь, и с каждым потраченным на учёбу часом ваши навыки в сварке металла будут крепнуть. В добрый путь!
Пошаговое приготовление вареного говяжьего языка, рецепт с фото:
1. Перед варкой язык тщательно промойте проточной холодной водой и срежьте остатки запекшейся крови. Некоторые хозяйки его сразу очищают от пленки. Однако делать это не следует, т.к. вместе с пленкой срежете вкусную мякоть.
2. Залейте язык чистой питьевой водой и оставьте его замачиваться на 30 минут, чтобы он получился нежнее и мягче.
3. Затем слейте воду, залейте продукт чистой водой и поставьте на плиту вариться. После закипания снимите с поверхности бульона всю пленку.
4. Продолжайте варить субпродукт на медленном огне под крышкой в течение 15 минут.
5. Потом извлеките его из кастрюли и тщательно промойте проточной водой.
6. Верните язык в чистую кастрюлю.
7. Поменяйте воду, залив его свежей водой, и варите до готовности. Смена воды уберет вредные вещества с неприятным запахом.
8. Через 1,5 часа приправьте язык солью с перцем, положите лавровый лист, душистый перец горошком и бутоны гвоздики. Можете добавить в бульон морковь, корень сельдерея или петрушки, репчатый лук, зелень укропа и петрушки. Разнообразит вкус деликатесного субпродукта специи тимьяна, базилика, итальянских трав.
Продолжайте варить говяжий язык до мягкости и готовности. Общее время его варки составляет 2-4 часа. Это зависит от размеров субпродукта. Если говяжий язык весит 1 кг, варите его 2 часа, если его вес больше 1 кг, понадобится 3 часа варки.
Во время варки не допускайте сильного кипения, вода должна только немного бурлить. Также периодически шумовкой снимайте пену и следим за уровнем воды, а в случае выкипания добавляйте ее. Но добавляйте не просто воду, а кипяток, чтобы не уменьшать общую температуру бульона.
9. Готовый язык при помощи шумовки достаньте из бульона и подержите его несколько минут под холодной водой.
10. Очищенный язык без шкурки верните обратно в соленый бульон со специями и поварите еще полчаса. Это мясу придаст аромат и нежную консистенцию тающую во рту.
Продолжая держать его под холодной водой, снимите шкурку. Если язык полностью готов, то чиститься будет хорошо. Если он будет плохо очищаться, верните его в бульон и продолжите варку еще полчаса. Затем повторите процесс снятия шкурки.
11. Готовый язык можете порезать тонкими ломтиками, как обычную колбасу, начиная с кончика, и подавать в виде нарезки. Сделайте из него салат, он сочетается с картофелем, авокадо, огурцами, грибами, сыром, зеленым горошком, морковью, чесноком, яйцами, зеленью, майонезом… В любом рецепте мясного салата можно мясо заменить языком.
12. Если будете варить язык на минимально маленьком огоньке, то бульон у вас получится прозрачным. Тогда его можно использовать для приготовления супа или жаркого. Если бульон получится мутный, некрасивый и с неприятным внешним видом, процедите его несколько раз через мелкое сито или марлю сложенную вдвое.