Оборудование. Инверторный сварочный аппарат
Тяжелые трансформаторы с генераторами для проведения сварных работ не в полной мере соответствуют современным требованиям, а также в большинстве своём ушли в прошлое. Мы рассмотрим процесс ручной дуговой сварки с применением сварочного аппарата инверторного типа.
Инверторный сварочный аппарат — это компактный полупроводниковый прибор с системами регулирования и защиты.
Преимущества инверторного сварочного аппарата в сравнении с трансформаторами и генераторами:
- малый вес и габариты;
- меньший объём потребления электрической энергии;
- плавность регулировки силы тока;
- стабильность дуги при сварке на малых токах;
- малое разбрызгивание электродного металла при сварке.
Инверторные аппараты различаются величиной максимальной силой тока, соответственно, диаметром применяемых сварочных электродов, которыми можно будет варить данным аппаратом. Также важнейшим параметром характеризующий инвертор является параметр — продолжительность включения или ПВ%.
Чем выше процент ПВ тем дольше без остановки аппарат может варить. Значение 100% соответствуют 10 минутам непрерывной работы инвертора, на максимальном токе. Приведем пример, если ПВ 80% у инвертора с max током 120А. Значит получится проводить процесс сварки 8 минут непрерывно, с током 120А. Если ток ниже максимума, значит аппарат сможет варить без перерыва дольше.
В случае если надо варить длинные швы или толстый металл более 10 мм, нужно чтобы ПВ был 80% или более. Если нудно для дома, гаража, дачи или для обучения, то можно использовать ПВ 40 – 70%. Такими параметрами ПВ обладают большинство сварочных инверторов (Ресанта, Сварог, Esab, Fubag и прочие).
Небольшие рекомендации по выбору инвертора для сварки
Не стоит брать для обучения дорогой сварочник с большим ПВ. Ведь непрерывно варить больше 5 минут не получится так как просто прогорит электрод да и в процессе обучения рука быстро устает.
Для большинства выполнения задач по сварке инвертором достаточно электродов диаметром не более 3,6-4 мм, для начинающих советуем исходя из этого подбирается соответствующий аппарат, который сможет тянуть такие диаметры.
А пока, приобретайте самые простые и дешёвые.
Диаметр выбираемого электрода зависит от толщин свариваемого изделия. Примерно равен ей, или чуть меньше. Учиться варить лучше сварочными электродами диаметром 2,5 мм — 4 мм, с основным покрытием.
Сварочные электроды необходимо хранить в сухом и тёплом месте, в герметично закрытой таре.
Сварочная маска — это та часть оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет.
Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала процесса. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
Если планируете стать профи и работать в этой сфере возьмите себе дорогую маску, это все таки Ваше зрение. Лучше всего конечно с системой очистки воздуха, но там просто космические цены.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
- Угловая электрическая шлифовальная машинка («болгарка») с комплектом отрезных или шлифовальных дисков. С ее помощью происходит подготовка свариваемых поверхностей, а также готовый шов.
- Молоток для отбивания окалины.
- Металлическая щетка, для зачистки поверхностей от брызг металла, остатков окалины.
- Средство для обезжиривания свариваемых поверхностей.
- Обтирочный материал (ветошь).
Обязательно позаботьтесь о своей безопасности, а также экипировке, для этого Вам необходимы:
- Полностью закрытый комбинезон из огнестойкого материала;
- ботинки на резиновой подошве;
- толстые кожаные или замшевые сварочные рукавицы (краги);
- защитные очки для работы со шлифовальной машинкой или защитный щиток;
- защитные перчатки для работы с электроинструментом;
Частые ошибки новичков
Всегда следите за тем, чтобы расходники были полностью просушены, а если возможно, то и прокалены. Дело в том, что неопытному человеку будет крайне сложно разжечь дугу с использованием не прокаленных электрических проводников. Для начала подробно почитайте о том, как правильно варить и работать сварочным инвертором — для начинающих рекомендуется пользоваться при обучении аппаратом инверторной сварки типа Ресанта. Сначала теория, потом практика.
Еще одна частая ошибка – это выбор агрегата, с которым не так просто обращаться. Существуют такие приборы, система управления которых требует углубленных знаний. Начинающему мастеру стоит начинать с самых простых моделей.
Новичку следует пользоваться только масками, в которых светофильтр регулируется в автоматическом режиме. Проблема в том, что изделия без данной функции необходимо каждый раз настраивать заново, а без должного опыта можно допустить ошибки и получить ожог глаз.
Подготовка рабочего места
Продумайте перед началом работы, что, как и в каком порядке делать, чтобы это было безопасно для вас, а также окружающих. Перед тем как приступить к работе необходимо подготовить себе рабочее место:
- Проверить комплектность оборудования: сварочные кабели, состояние изоляции проводов, кабелей электропитания от сети к инвертору, сам аппарат;
- убрать посторонние предметы;
При обнаружении нарушения целостности изоляции проводов, кабелей электропитания, а также нарушении целостности разъёмов для их подключения в сеть приступать к работам нельзя, до устранения неисправностей!
- Приготовить свариваемые детали;
- проверить достаточна ли обеспечена вентиляция рабочего места;
- проверить достаточно ли освещена рабочая зона, в случае когда недостаточно естественного освещения через оконные проёмы, предусмотреть дополнительное освещения за счёт установки светильников;
- приготовить место, где будете сидеть при проведении работ;
- подготовить осмотреть необходимый вспомогательный инструмент;
- проверить шлифовальную электрическую машинку (требования электробезопасности такие же, как указаны выше);
- подготовить необходимые абразивные круги (шлифовальные, отрезные), круги должны быть промаркированы, на них не должно быть трещин, сколов;
- проверить наличие на рабочем месте средств пожаротушения (огнетушитель, песок).
После выполнения этих рутинных, но обязательных мероприятий можно приступать к подготовке свариваемых деталей.
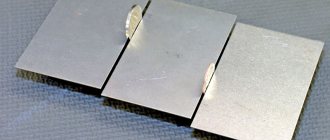
Сварка тонкой оцинковки и ее особенность
Чтобы сварить сталь из оцинковки, сначала следует убрать слой цинка по кромке соединяемых металлов. Этот слой удаляется вручную или посредством использования машинки, которая выполняет шлифовку.
Кромку металла еще выжигают сваркой, но это делается очень осторожно. Цинк имеет свойство выделять очень ядовитые пары при сваривании, и если их вдыхать можно сильно навредить организму. Все работы рекомендуют выполнять при наличии вытяжки, или сваривать поверхности на свежем воздухе.
Зачистка и подготовка поверхностей по сварку инвертором
Сваривать детали, а также тренироваться гораздо легче, если хорошо и правильно подготовить поверхность металла к сварке, для этого:
- Зачистите свариваемые поверхности шлифовальной машинкой от ржавчины, краски и прочих загрязнений, до чистого металла. Обязательно пользоваться при работе защитными очками или, что ещё безопаснее, защитным щитком;
- обезжирьте поверхности имеющимся у Вас средством;
- шлифовальной машинкой на соединяемых деталях снимите кромки (фаски) до требуемой глубины шва.
Обработка тонких материалов
При работе в домашних условиях предпочтение отдается небольшим деталям. В таком случае нельзя допускать даже незначительные ошибки, так как они моментально приведут к прожогу поверхности. Чтобы добиться идеально ровного шва, сначала нужно потренироваться на более толстом металле.
- Сварочные действия следует проводить с установленной величиной силы тока близкой к минимальной.
- Шов создавайте углом вперед.
- Одной из главных проблем при соединении тонких деталей является их деформация. Следите, чтобы полотно не перегревалось.
Подготовка к сварке инвертором для начинающих
Перед началом выполнения работ необходимо плотно застегнуть комбинезон, надеть сварочную маску это обязательно не только новичкам, но и опытным которые забывают делать это.
В зависимости от того каким видом сварного шва вы будете сваривать детали (горизонтальный шов, потолочный шов, а также вертикальный шов) необходимо расположить, а также надёжно закрепить детали на рабочем месте.
Это достигается различными способами:
- с помощью «прихватки» свариваемых деталей между собой и к массивной металлической конструкции (стапелю, балке);
- используя специальных зажимов;
- с помощью оправок, кондукторов.
Теперь необходимо подключить сварочный аппарат к сети. Включить инвертор, и выставить параметры режима которые в каждом конкретном случае свои. Зависят они от положения сварки и толщины заготовки.
В данной статье приведем данные сварки и наплавки для листа металла толщиной в 10 мм.
Режимы сварки
Подбор электродов
После расположения и закрепления деталей, приступают к зажиганию электрической дуги между сварочным электродом и соединяемыми деталями.
Перед зажиганием не забудьте надвинуть сварочную маску на глаза, чтобы избежать вредного светового воздействия дуги на глаза и попадания брызг металла на кожу лица.
Для начинающих учиться сварке инвертором лучше все потренироваться зажигать дугу и накладывать валики сварных швов не на соединяемых деталях, а на сплошном листе, толщиной 10 мм и больше. После наработки навыков наложения правильных валиков можно будет приступать к сварке деталей.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении. Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании.
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
Соединяя два тонкие листа внахлест нужно помнить, что такой сварочный способ дает возможность использования большего тока, тогда уменьшается действие высокой температуры на поверхность изделия.
При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Как зажечь дугу
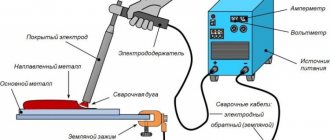
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора).
Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.
Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой.
Настройка силы тока
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона.
Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла новичку в сварке. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например: «Как правильно зажигать дугу?».
Зажигание дуги
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться. Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно держать дугу при сварке
Для поддержания нормальной дуги, расстояние от электрода до поверхности металла не должно быть менее 0,5 и более 1,5 мм. В процессе выполнения материал электрода расходуется. Его надо постоянно придвигать ближе к зоне расплава.
Поддержание правильного сочетания скорости ведения процесса сварки, расстояния от электрода до металла, угла наклона, при котором горит стабильная мощная дуга, и есть мастерство электросварщика.
Именно в этом мастерство профессионала, этому вы должны научиться. Улучшить свои навыки и понять, как держать дугу, поможет видео.
На первый взгляд кажется так много нужно контролировать, так все сложно. Это только на первый взгляд. Просто начните делать. Когда сделаете первые швы все станет понятно даже если учитесь сварке металла с нуля. У вас точно получится!
Как правильно варить инверторной сваркой – выбор техники
Прежде чем ответить на этот вопрос, важно понять, действительно ли вам нужен такой агрегат для соединения металлических деталей. Бывают бытовые, полупрофессиональные и профессиональные. Инвертор – машина для использования электродов. Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Поскольку подобная практика является целой наукой, которой учат в колледжах, не стоит сразу делать крупный проект, такой как верстак или беседка. Лучше опробовать себя на обрезках. А потом попробовать соорудить несложную вещь, к примеру — книжную полку.
Как правильно вести электрод при сварке металла.
Если мы ведём электрод ровно, у нас получается «ниточный» шов. Его может быть достаточно, чтобы проварить металл на всю толщину. Если свариваемые изделия имеют большую толщину, то для его прогрева надо делать различные манипуляции: от возвратно-поступательных перемещений по спирали, до движения дугами поперёк шва.
В результате чего дольше задерживаемся над каждым участком шва, лучше прогревает и заполняет его. Выделяют однопроходной шов (обычно на металле до 3 мм толщиной) и многопроходной шов, когда для заполнения всего объёма сварного шва потребуется несколько проходов.
Ниже — видео уроки: сварка металла инвертором для начинающих, как варить инверторной сваркой и прочее полезное.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
О выборе сварочных инверторов для дома и дачи читайте тут.
Урок сварки. Как сваривать металл инвертором.
Как только начнет получаться зажигание дуги. Начнем обучение со следующих упражнений.
Нижнее положение
Кольцевые движения на толстой горизонтальной пластине, проход за проходом, при этом угол наклона 45°, смотрит назад. Надо обращать внимание, когда электрод заканчивается. Следует немного вернуться назад на шов, чтобы не образовался кратер. Дугу зажигать в центре кольца, вернуться немного назад и продолжить кольцевое движение.
Ниже — видео как научиться правильно варить сварочным инвертором.
Вертикальное положение
«Вертикальный» шов сначала отрабатывается на пластине, установленной под углом 45°. Зигзагообразные движения начинаем снизу, ведём вверх. Расстояние до электрода примерно 2 мм, угол наклона назад. Вверху пластины процесс обрываем и еще раз проходим зигзаг, чтобы наплавить дополнительный металл на краю.
Далее — видео уроки как научиться ручной дуговой сварке металла начинающим.
Настоящий вертикальный шов на вертикально установленной пластине. Такие же зигзагообразные движения электродом. Упражнение трудное, обычно не получается сразу.
Горизонтальный шов
Горизонтальный сварной шов на вертикально установленной пластине. Выполняются кольцевые колебательные движения, варим в направлении углом назад. Первый валик на стыке с горизонтальной пластиной, дальше вверх, валик за валиком. Чтобы лучше получалась «горизонталь», можно предварительно прорисовать её мелом.
Вертикальный шов с отрывом.
Вертикальный сварной шов с отрывом, начальное положение пластины – под углом 45°. Зажигаем дугу снизу пластины, влево, вниз, вправо, вверх, влево, вернулись в середину – рисуем такой замкнутый овал. Отрываем электрод, смещаемся вверх, снова делаем овал, отрываем, вверх. Так до конца пластины.
Вертикальный сварной шов с отрывом на пластине.
Те же овальные колебательные движения при выполнении которых по возможности лучше опереть руку на стол или что-нибудь. Заключительный «крайний» шов – самый сложный, металл может перегреться и потечь. Поэтому делаем более длительную паузу после отрыва. Конечно, эти упражнения – далеко не все, которые существуют для сварщиков-новичков. На нашем сайте, помимо них, вы можете ознакомиться со следующими материалами:
- электросварщик ручной сварки программа обучения;
- как научиться правильно варить инверторной сваркой советы начинающим и другими.
Хороший критерий качества сварного шва – это его красота. Если сварной шов красивый, значит большая вероятность, что внутри его нет пустот, сварочных шов заполнен равномерно.
Какие бывают типы полярности
Плавление происходит под активным воздействием тепла, исходящего от дуги. Процесс может проводиться в двух вариантах, различающихся по типу подключения.
Прямая полярность означает, что электрический проводник подводится к минусу, поверхность для обработки к плюсу. Это позволяет добиться снижения уровня теплоотдачи. Есть и обратная полярность, тут соответственно подключение полностью меняется. Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов аппаратом инверторной сварки новичкам.
Как влияет скорость подачи проводника
Для протекания работы в нормальном режиме, важно поступление нужного количества плавленого металла в сварочную ванну. Если его будет слишком мало, происходит подрез.
Если передвигать электрод очень быстро, дуга не сможет выдать достаточно мощности, чтобы прогреть сплав. Это приводит к тому, что образуется неглубокая спайка. Если же двигать стержень очень медленно, будет перегрев, возрастает риск прожигания поверхности.
Как влияет сила тока
Темп передвижения и установленная сила тока воздействуют на сварной шов одновременно. Чем выше напряжение, тем больше глубина проплавления. Соответственно в таком случае можно повысить скорость движения электродного элемента по материалу. Если совместить оптимальную скорость проводки и силу тока, получается ровное соединение требуемой глубины провара.
Мы поможем каждому понять, как правильно пользоваться инверторной сваркой. От вас требуется только внимательно изучить полученную информацию и закрепить все на практике.
Правило М. Гладуэлл «10 000 часов»
Конечно, у Вас не всё будет получаться сразу. Воспринимайте это спокойно. При обучении сварке металла рекомендуется руководствоваться правилом, разработанным Малкольмом Гладуэллом о 10 000 часах. Чтобы достичь уровня непревзойдённого мастерства, требуется посвятить своему делу именно столько времени. Да, для большинства из нас это очень далеко. А вот промежуточные этапы:
- тысяча часов до уровня мастера;
- сто часов до уровня профессионала;
- и хотя бы десять часов на то, чтобы освоить азы – выглядят вполне реалистично!
Вы в самом начале пути. Тренируйтесь, учитесь, и с каждым потраченным на учёбу часом ваши навыки в сварке металла будут крепнуть. В добрый путь!
Вывод
В статье мы рассмотрели основные моменты про то, как сваривать инвертором тонкий металл. Для этого по инструкции подготавливаем заготовки, выполняем отводы лишней температуры, готовим подбор инструментов, выставляем ток и начинаем работу. В момент сварки надо уделять особое внимание на качество шва, для этого необходимо время от времени убирать электрод на несколько секунд, чтобы не случился прожог, а также необходимо использовать теплоотводящие пластины с проволокой. В освоении этих процессов может помочь только практика.
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. Настоящая Инструкция предусматривает основные требования по охране труда при работе на аппарате сварочном инверторном для электродуговой сварки (далее — сварочном аппарате). 1.2. При работе на сварочном аппарате необходимо выполнять свои обязанности в соответствии с требованиями настоящей Инструкции. 1.3. К работе на сварочном аппарате допускаются лица не моложе 18 лет, прошедшие обязательный предварительный медицинский осмотр в соответствии с приказом Минздравсоцразвития России от 12.04.2011 № 302н (приложение N 1, п.1.1.4.8 (Сварочные аэрозоли), п.3.3 (Ультрафиолетовое излучение), вводный и первичный на рабочем месте инструктажи по охране труда, обучение безопасным методам и приемам выполнения работ, стажировку на рабочем месте и проверку знаний в установленном порядке и получившие допуск к самостоятельной работе. 1.4. При работе на сварочном аппарате работник должен проходить обучение по охране труда в виде: вводного инструктажа, первичного инструктажа на рабочем месте, повторного инструктажа, внепланового инструктажа, целевого инструктажа и специального обучения в объеме программы подготовки по профессии, включающей вопросы охраны труда и требования должностных обязанностей по профессии. 1.5. Вводный инструктаж проводит работник службы охраны труда или работник, его замещающий, со всеми принимаемыми на работу по программе, утвержденной работодателем и согласованной с профсоюзным комитетом или иным представительным органом работников. 1.6. Первичный инструктаж на рабочем месте проводит должностное лицо, определенное приказом индивидуально до начала производственной деятельности работника по программе охраны труда по профессии. 1.7. Повторный инструктаж проводится по программе первичного инструктажа один раз в шесть месяцев непосредственным руководителем работ индивидуально или с группой работников аналогичных профессий, включая и совмещенные работы. 1.8. Внеплановый инструктаж проводится непосредственным руководителем работ при изменении инструкций по охране труда, технологического процесса, технологического оборудования, по требованию органов надзора и т.п., определяющих объем и содержание инструктажа. 1.9. Целевой инструктаж проводится непосредственным руководителем работ при выполнении разовых работ, не связанных с прямыми обязанностями работника по профессии. 1.10. Перед допуском к самостоятельной работе работник должен пройти стажировку под руководством опытного работника (в течение 3-14 смен в зависимости от стажа, опыта и характера работы). 1.11. При работе на сварочном аппарате на работника могут воздействовать опасные и вредные производственные факторы: — опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека; — повышенный уровень электромагнитных излучений (импульсных); — повышенное содержание вредных паров и аэрозолей в воздухе рабочей зоны; — интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное); — интенсивное тепловое (инфракрасное) излучение свариваемых изделий; — искры, брызги и выбросы расплавленного металла и шлака; — повышенная температура поверхности оборудования, заготовок и деталей; — повышенный уровень шума на рабочем месте; — повышенный уровень локальной вибрации; — острые кромки, заусенцы и шероховатости на поверхности заготовок, деталей оснастки и инструмента; — разлетающиеся осколки от рабочих частей оснастки при возможных их разрушениях, деформируемого материала и окалины; — недостаточная освещенность рабочей зоны; — статическая нагрузка на плечевой пояс; — физические перегрузки; — пожаро- и взрывоопасность. 1.12. Источники возникновения вредных и опасных производственных факторов: — неисправное производственное оборудование или неправильная его эксплуатация; — неисправное электрооборудование или неправильная его эксплуатация; — острые кромки, заусенцы и шероховатости на поверхности оборудования и инструмента; — отсутствие, неисправность, неправильная эксплуатация СИЗ; — отсутствие, неисправность, неправильная эксплуатация приборов освещения; — неисполнение или ненадлежащее исполнение работником должностной инструкции, инструкций по охране труда, правил внутреннего трудового распорядка, локальных нормативных актов, регламентирующих порядок организации работ по охране труда, условия труда на объекте. 1.13. При работе на сварочном аппарате работник извещает своего непосредственного руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого заболевания. 1.14. При работе на сварочном аппарате работник обеспечивается спецодеждой, спецобувью и средствами индивидуальной защиты в соответствии с действующими нормами. 1.15. Выдаваемые специальная одежда, специальная обувь и СИЗ должны соответствовать характеру и условиям работы, обеспечивать безопасность труда, иметь сертификат соответствия. 1.16. Средства индивидуальной защиты, на которые не имеется технической документации, к применению не допускаются. 1.17. Личную одежду и спецодежду необходимо хранить отдельно в шкафчиках и гардеробной. Уносить спецодежду за пределы предприятия запрещается. 1.18. При работе на сварочном аппарате работнику следует: — выполнять работу, входящую в его обязанности или порученную администрацией, при условии, что он обучен правилам безопасного выполнения этой работы; — неукоснительно соблюдать правила эксплуатации сварочного аппарата, установленные заводом-изготовителем; — правильно применять спецодежду, спецобувь и другие средства индивидуальной защиты (перчатки, защитную маску, сварочный шлем, беруши и др.); — быть внимательным, не отвлекаться посторонними делами и разговорами; — при совместной работе согласовывать свои действия с действиями других работников; — заметив нарушение требований охраны труда другим работником, предупредить его о необходимости их соблюдения; — в течение всего рабочего дня содержать в порядке и чистоте рабочее место, не допускать загромождения подходов к рабочему месту, пользоваться только установленными проходами; — знать и строго соблюдать требования охраны труда, пожарной безопасности, производственной санитарии, Правил технической эксплуатации электроустановок потребителей; — соблюдать требования настоящей Инструкции, др. локальных нормативных актов по охране труда, пожарной безопасности, производственной санитарии, регламентирующих условия труда и порядок организации работ на конкретном объекте; — своевременно и точно выполнять правила внутреннего трудового распорядка, соблюдать дисциплину труда, режим труда и отдыха; — соблюдать установленные режимом рабочего времени, регламентированные перерывы в работе; — строго выполнять в установленные сроки приказы и распоряжения руководства предприятия, должностных лиц, ответственных за осуществление производственного контроля, а также предписания представителей органов государственного надзора; — применять безопасные приемы выполнения работ; — бережно относиться к имуществу работодателя; — уметь оказывать первую помощь пострадавшим, пользоваться средствами пожаротушения при возникновении пожара, вызвать пожарную охрану. 1.19. Курить и принимать пищу разрешается только в специально отведенных для этой цели местах. 1.20. Лица, нарушившие требования настоящей инструкции, могут быть привлечены к ответственности в порядке, установленном законодательством РФ.
Устройство инвертора
Говоря, как сварить тонкий металл электродом, отметим, что для этого используется сравнительно сложное оборудование. Это аппарат, который обязан поддерживать минимум несколько режимов, каждый – со своими частотами и другими рабочими параметрами. Для розжига пламени он также должен преобразовать ток два раза – сначала в постоянный из переменного, после чего в высокочастотный.
Общая схема и принцип его действия следующие:
Отсюда виден и характер изменения импульса. Волна проходит через мост, фильтр-конденсатор, непосредственно инвертор, поступает на трансформатор и проводник и только после этого создает необходимый нагрев.
Чтобы новичку было проще сориентироваться, как сварить тонкий металл электросваркой, нужно, чтобы корпус устройства обладал современным уровнем эргономики. Для этого на нем обязаны присутствовать следующие конструктивные элементы:
- ручки-тумблеры – для плавной регулировки силы тока в необходимом диапазоне;
- индикаторы – сети, срабатывания защиты против перегрева;
- разъемы – для подключения кабеля сечением 50 кв мм или менее.
В принятом сегодня исполнении его корпус обязательно снабжается боковыми вентиляционными решетками – для быстрого охлаждения – и, опционально, ремнем, для легкой переноски не плече.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно!
Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Работа с тонким металлом
Сварку тонкостенных металлических изделий инвертором проводят путём подключения клемм по схеме, соответствующей обратной полярности, и расположения электрода углом вперёд. Эта техника сварки обеспечивает получение меньшей зоны нагрева при достаточной ширине шва.
Розжиг электрода следует производить предельно аккуратно, ведь начало ведения ванны при сварке тонкого металла зачастую сопровождается прожогом. Сварку тонкого металла инвертором необходимо проводить постепенно, заваривая небольшие участки с кратковременным отводом электрода от ванны. В этот момент требуется следить, чтобы жёлтое свечение кончика электрода не погасло.
Качество сварного шва напрямую зависит от качества электродов, которые помогут избежать излишнее образование шлака в шве малого сечения. Также использование электродов малого диаметра позволяет избежать прожога металла.
При завершении шва не следует резко отрывать электрод для гашения дуги, ведь в таком случае на конце шва образуется заметный кратер, который ухудшит показатели прочности металла сварного соединения и результат работы оборудования сварочный аппарат окажется неудовлетворительным.
Ещё один дефект, часто возникающий при сварке тонкого металла – это деформация изделия. Для предупреждения её появления, необходимо перед сваркой тщательно закрепить свариваемые детали.