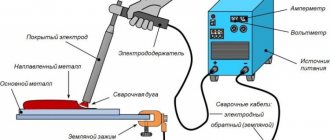
Процесс соединения двух металлических заготовок перестал представлять проблему после появления сварочного аппарата. Некоторые трудности все-таки остались. К примеру, новичкам непросто в хорошем качестве выполнить работу по свариванию двух тонких металлических листов. В статье детально рассматривается вопрос как правильно варить тонкий металл электросваркой. Забегая немного вперед, стоит сказать, что для выполнения подобных операций применяются технологии и оборудование, позволяющие выполнить работу без деформации сварочного листа и прогорания рабочей области.
Как проводить процедуру с тонкостенными предметами
Предположим, что толщина заготовки составляет 1-1,5 мм. Подобрать под нее электрод достаточно сложно, ведь он должен быть еще меньше сечением (по негласным правилам). Неужели 0,7-0,9 мм? Найти в продаже такие расходники не получится, их просто нет, ходовые линейки начинаются с 2–3 мм. Да, полуторные тоже попадаются, их можно купить, но и с ними работать новичкам некомфортно.
Для решения задачи нужно использовать специальное оборудование, которое под высоким напряжением генерирует постоянный ток. Оно удобное в регулировке, с его помощью вполне реально обеспечить отличное качество шва.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Технология сварки тонкого металла инвертором для начинающих
Чтобы достичь достойного результата и соблюсти при этом безопасность труда, необходимо придерживаться нескольких простых правил:
- Зачистить стыки от грязи и возможной ржавчины (даже если вы видите, что коррозии нет, на всякий случай).
- Надежно закрепить заготовки, чтобы они не съехали в процессе.
- Предварительно наметить линию соединения, чтобы потом не сбиться и не нарушить нужную геометрию – точками через каждые 5–7 см.
- Выполнять работу как можно быстрее – без задержек на каких-то участках, в один проход.
- Задать минимальную силу тока – если у аппарата есть функция плавной регулировки, это не составит труда.
- Следить за напряжением холостого хода – важно, чтобы оно оставалось не менее 70 В.
Сварка тонкой стали инвертором — плюс на электрод или минус
Варить тонкую сталь инвертором рекомендуется на обратной полярности. Для этого держак с электродом подсоединяется к плюсовому выводу аппарата. При этом технология сварки остается прежней. Всё также важно учитывать скорость перемещения электрода, время на остывание металла, сварочный ток и т. д.
Что дает обратная полярность? Всё просто, поскольку основная концентрация температуры приходится не на свариваемый металл, а на кончик электрода. Сварка на обратной полярности дает возможность не прожигать тонкостенный металл, а также, не допустить появление деформаций при сваривании.
Основные трудности сварки тонколистового металла
Есть определенная специфика обработки, которую стоит принять во внимание новичкам:
- Ход и результат процесса крайне сильно зависят это параметров электрода. Необходимо, во-первых, грамотно подобрать его по размеру, во-вторых, вести плавно, с одной скоростью, зигзагообразными движениями (об этом ниже). Иначе не избежать прожогов.
- Ванночку нужно делать не очень большую, чтобы она не нагружала своим весом шов и не продавливала его. В противном случае вы рискуете увидеть валикообразные наплывы на изнаночной стороне изделия (хотя лицевая будет выглядеть вполне эстетично).
- Говоря о том, как правильно варить тонкий металл электродом, нельзя забывать о том, что материал по неопытности очень легко перегреть, и тогда он деформируется. В зоне чрезмерного термического воздействия происходит вытягивание, образуются волны; если изделие неответственное, допустимо провести рихтовку резиновым молотком, если нет, единственным вариантом исправления брака остается нанесение нового шва с наложением на уже выполненный.
- Проход нужно делать быстро, но при этом важно и не торопиться, ведь спешка чревата непроварами, нарушающими герметичность готового товара (вплоть до полной его непригодности), что особенно критично при производстве различных резервуаров для наполнения жидкостями.
Используемые электроды
Электроды для сварки тонкого металла нужно выбирать с особой осторожностью. Это связано с тем, что даже мельчайшее отклонение от установленных норм приводит к появлению серьезных дефектов. При рассмотрении того, каким электродом варить металл 2 мм отметим следующие моменты:
- При выборе низких показателей тока наиболее подходящими электродами можно назвать варианты исполнения с диаметром от 2 до 3 мм. Это связано с тем, что слишком большой показатель приводит к затуханию дуги.
- Оптимальным показателем температуры в зоне сварки можно назвать 170 градусов Цельсия. Этого вполне достаточно для прокалывания стали, но при этом ее структура не преобразуется. За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.
- В большинстве случаев используется электрод, который имеет качественное покрытие. Зачастую применяемая технология предусматривает использование разрывестой дуги, за счет чего сварочная ванная имеет небольшие размеры.
Электроды для сварки 2 мм
Сварка тонкого металла инвертором может проходить только при использовании специальных электродов, которые смогут стабилизировать дугу.
Выбор режимов и проводников: полярность
Рассматривая, как сварить тонкие листы металла инвертором, следует сказать, что для данной работы он подходит лучше трансформатора. Почему? Потому что с его помощью проще задавать нужные характеристики и, что еще важнее, регулировать их в процессе создания швов.
Так какой же ампераж выбирать? Это напрямую зависит от стенок заготовки, а также от сечения присадочного прутка. Актуальное соотношение мы представляем в таблице ниже.
| Толщина детали | Диаметр электрода | Сила тока |
| мм | А | |
| 0,5 | 1 | 10–20 |
| 1 | 1–1,6 | 30–35 |
| 1,5 | 2 | 35–45 |
| 2 | 2,5 | 50–65 |
| 2,5 | 2–3 | 65 |
Здесь же стоит уточнить, какой металл в принципе считается тонким. Отвечаем, до 5 мм – это официальное, но слишком размытое определение. Ведь даже таблица намекает, что проблемы возникают при обработке деталей, которые не толще 2-2,5 мм.
Если новичку однозначно нужно ориентироваться на приведенную выше зависимость, то опытный специалист зачастую подбирает оптимальный режим «на глаз». Хотя и ему необходимо не забывать о проходе за раз, ведь современные присадки отличаются тем, что плавятся сравнительно быстро, а значит с ними нужно не зевать.
Сварка плавящимися электродами
Для того чтобы успешно сварить металлические изделия с малой толщиной, требуется использовать электроды, диаметр которых не превышает 2 мм. При работе со стальными листами толщиной 1-1,5 мм нужно использовать электрод диаметром 1,6 мм.
Сварка плавящимся электродом.
Техника ведения сварки плавящимся электродом подразумевает тщательный контроль недопущения перегрева и последующего прожига металла. Электрод ведут по шву свариваемых поверхностей со средней скоростью, если видна тенденция сгорания стали – скорость увеличивают. Сила тока выбирается эмпирическим путем, но не должна превышать 40А. Если есть возможность провести экспериментальный шов, то это облегчит поставленную задачу. На пробном материале проводится сварка при разных значениях тока, учитывая скорость движения электродом
В момент сваривания важно обеспечит полный провар кромок стали, но не прожечь его. Здесь особенность заключается в том, что расплавление тонких кромок происходит почти мгновенно, и нет возможности контролировать сварочную ванну
То есть нужно добиться опытным путем тщательного провара и отсутствия прожига стали, так малейшая задержка приводит к выгоранию.
Во время сваривания очень тонкого металла применяют прерывистый или точечный способ сваривания. Суть этого метода заключается в том, что создаются точки (прихватки), путем кратковременного создания дуги, затем дуга гасится и на небольшом расстоянии (2-3) диаметра электрода проводят тот же процесс. Желательно сокращать паузы между прихватками до минимальных значений, не давая полностью остыть металлу. Для создания негерметичных соединений из тонкой стали выбирают именно этот метод. Благодаря точечным очагам нагрева удается избежать значительного коробления металла.
Аргоновая сварка плавящимся электродом.
В некоторых случаях смена полярности тока позволяет получить лучшие результаты, так при обратной полярности (плюс на электроде) происходит разогрев кончика электрода, так как электроны двигаются с минуса на плюс.
Значительно легче проводить сваривание толстого металла с тонким. В этом случае делается упор электродом в сторону толстой стали, то есть создается основной температурный очаг на толстом металле.
С особой осторожностью требуется создавать вертикальные швы. Для этого нужно применять точечный метод и вести сварку сверху вниз, не давая добавочного разогрева соседних участков от идущего вверх тепла
Правильная технология: как сваривать тонкий металл электросваркой
Согласно рекомендациям, решать эту задачу нужно в 3 этапа:
- Принять предварительные меры.
- Соединить детали.
- Зачистить швы.
Подбор оборудования осуществляется главным образом для первых двух шагов, поэтому они и заслуживают максимально пристального внимания и подробного рассмотрения.
Подготовительные работы
Они сводятся к очистке всех контактных поверхностей стыка от любых возможных видов загрязнений. Особенно внимание необходимо уделить точке установки опорной части аппарата.
Пятна коррозии следует аккуратно снять наждачкой. Цинковое покрытие (если оно есть), тоже лучше убрать при помощи болгарки, хотя, если время поджимает, его можно и оставить в расчете на то, что оно расплавится при нагреве. Но рекомендуется все-таки его удалить, чтобы не создавать лишних неровностей.
Работа с оцинкованной сталью
Сварка тонкостенной оцинкованной стали, или, как ее называют, оцинковки, вызывает трудности при сваривании. Что такое оцинкованная сталь? Обычная сталь, как правило, листовая, с цинковым покрытием, которое и создает трудности при сваривании.
Цинковое покрытие не позволяет сделать качественный шов, поэтому его необходимо предварительно удалить с кромок.
Делается это при помощи наждачной бумаги, шлифовальной машины, болгарки, металлической щетки.
Важное условие при таких работах — зачистку надо производить на открытом воздухе либо в хорошо вентилируемом помещении. При зачистке цинк может испаряться, а его пары ядовиты
Выполнение всех перечисленных условий – правильный подбор оборудования и компонентов, оптимально настроенный аппарат, удачный выбор способа сваривания, соблюдение правил безопасной сварки – все это поможет вам добиться желаемого результата.
Сварка инвертором тонкого металла своими руками
Необходимо придерживаться такого алгоритма:
- Очистить конец электрода (примерно 5 мм) от обмазки – для максимально быстрого возгорания.
- Сделать краткосрочный поджог и точечно прихватить материал по всей линии шва, с интервалом в 5–7 см – это поможет предотвратить вероятную деформацию.
- Распалить дугу для постоянного использования – достаточно чиркнуть присадочным прутком по металлу или постучать по нему. Выдерживайте длину пламени в 2–3 мм и расстояние, соответствующее сечению расходника (смотрите таблицу).
- Выполнить ванночку из расплава, стараясь, чтобы она оставалась вытянутой овальной формы, и начинайте вести шов – тогда он скорее получится качественным.
- Осуществить проход, плавно и быстро, не приближая проводник к детали, чтобы избежать капель.
Рассуждая о том, как варить тонкий металл (железо) инвертором начинающим, мы всегда советуем пользоваться аппаратом с функциями форсирования дуги и антиприлипания. Он удобнее обычного, потому что регулирует процесс и автоматические добавляет напряжение при чрезмерном растяжении пламени или сбрасывает – при опасном приближении присадочного прутка к заготовке.
Кроме того, для обеспечения качественного результата, следует придерживаться таких правил:
- Вести держатель так, чтобы он находился под 60-градусным углом к поверхности и не перекрывал обзор шва и ванночки. Если слишком наклонить его, соединения получится выпуклым и неравномерным.
- Следить за скоростью движения, стараясь выдержать равномерный и поступательный ход.
- Перемещать электрод снизу вверх (для вертикальных стыков) или слева направо (при горизонтальных); траектория должна быть зигзагообразной.
Зная, как правильно сварить тонкий металл инверторной сваркой, не забывайте, что после окончания операции место соединения следует внимательно осмотреть: счистить шлак и убедиться в отсутствии прожогов или непроваров.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
https://www.youtube.com/watch?v=P2CzIuF_VhQ
Работа преобразователем
Это прибор с обратной полярностью, то есть минусом он присоединяется к заготовке, а плюсом – к проводнику. Таким образом устраняется сама возможность появления дефектов. Стержень нагревается сильнее и быстрее, чем материал в точке контакта, особенно если этот расходник хорошего качества (от иностранной фирмы, с известными свойствами, зарекомендовавший себя на практике использования). Также важно, чтобы у него была высокая плавучесть, а его диаметр не превышал 2 мм.
Есть много роликов, показывающих, как выполнять проходы. Ознакомьтесь с некоторыми из них, и не будете допускать распространенных ошибок.
Достоинства тонкостенных заготовок
Сваренные строго по технологии, с помощью современного оборудования, с аккуратными швами, они:
- Обладают эстетичным и даже привлекательным видом, ведь на их поверхностях отсутствует окалина.
- В точности соответствуют проектным размерам, не деформированы, так как в процессе их изготовления материал не подвергался температурным изменениям.
- Полностью готовы к покраске или нанесению других покрытий, потому что на них нет шлака.
- Могут похвастать строго запланированной формой, без ям, впадин или бугорков, если напряжение при их изготовлении было постоянным.
Всеми описанными преимуществами детали обладают потому, что изготовлены на передовых аппаратах, единственный недостаток которых – возможные перебои при работе в условиях сильно минусовых температур. Но это в принципе характерно для любой техники такого рода.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварочного шва и прочность всего соединения
Электроды с обратной полярностью формируют глубокий шов. При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Как варить дуговой сваркой тонкий металл с оцинковкой
Секрет в том, чтобы полностью снять покрытие с кромок перед выполнением соединения. Сделать это можно как вручную, так и шлифовальной машинкой. При должном опыте второй вариант предпочтительнее, так как потребует меньше времени и физических усилий.
Также торцы деталей можно выжечь, но это не лучший вариант. Помните, что при нагреве начинают выделяться пары цинка, а они ядовиты и способны спровоцировать довольно сильное отравление. Поэтому обработку заготовок нужно проводить или на свежем воздухе, или в помещении с хорошей вытяжкой, и обязательно в спецодежде.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50)
Возможные проблемы при сварке листового металла электродом
В процессе могут возникать дефекты, похожие на рядовой брак, но обусловленные именно малой толщиной изделий. В их числе:
- Прилипание – наблюдается, если поднести кончик стержня слишком близко к обрабатываемой поверхности; еще одна распространенная причина – низкий ампераж, и любой из этих случаев приводит к образованию неравномерного шва.
- Прожигание – возникает при переизбытке мощности, если задать чересчур большую силу тока. В результате материал расплавляется, и на гладкой поверхности появляются ямки и впадины.
- Непровар – его часто делают новички, держащие пруток далеко от детали из-за боязни проделать дырку. В итоге присадка оказывается недостаточно горячей и растекается по детали, а когда застывает, образует бугорок, который требуется счищать. И, самое важное, качественного соединения при этом тоже нет.
- Деформация – появляется, если температура в точке термического воздействия слишком высокая, из-за чего наблюдается смятие или выгибание плоскости.
Как избежать подобных проблем? Это понятно уже из их описания: во-первых, нужно придерживаться техники выполнения прохода, во-вторых, выставлять верные рабочие параметры.
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.
Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
Необходимые условия для сварки тонкого металла дуговой сваркой
Достаточно строгие требования предъявляются как к аппарату, так и к расходникам.
Так, рекомендуется использовать электроды со следующими параметрами:
- диаметр – меньше толщины заготовки, оптимальным размером сечения считается 1,6 мм;
- материал изготовления такой же, что и у детали;
- обмазка из тугоплавких материалов;
- изготовитель – известная компания (в принципе, допустима какая угодно марка, но лучше выбирать качество, разница в цене обычно незначительная).
Кроме того, и оборудование должно быть подходящим:
- лучше, если инвертор полуавтоматический – он удобнее ручного в использовании, хотя бы тем, что не приходится тратить физические усилия на поддержание его во включенном состоянии;
- практичнее, если у него будет широкий диапазон регулировки, в 10–15 А, это позволит гибко регулировать подачу тока, исходя из параметров проводника.
Но любая модель однозначно производительнее трансформатора, ведь КПД в среднем составляет 90%, и это при скромном потреблении электроэнергии.
Как выбрать аппарат
Все швы, выполняемые на инверторных сварочных аппаратах, являются видимыми. И качество таких швов зависит от того, какими характеристиками обладает тот или иной аппарат. При выборе инвертора следует отталкиваться от следующих параметров:
- устойчивость к нестабильному напряжению: коэффициент устойчивости (защитный коэффициент) должен находиться в диапазоне от 20 до 25% (указывается на самом устройстве и в документах к нему);
- предельные допустимые температуры окружающей среды, при которых должна осуществляться эксплуатация оборудования (указывается в градусах Цельсия и находится в диапазоне от +40 до -40 градусов, что является оптимальными температурными значениями);
- значения диаметров используемых электродов при сварке (в частности, электрод №2 с диаметром 2 мм используется для сварки тонких деталей, например, кузовного металла на крыльях или дверях автомобиля, а электроды №4 с толщиной 4 мм – на более толстых компонующих элементах кузова автомобиля).
Примерная стоимость инверторов для сварки на Яндекс.маркет
Обращать внимание на функции «горячий старт» или «антиприлипание» не следует, так как они изначально идут на всех современных инверторных аппаратах в «базе» и используются производителями как рекламный ход с целью выгоднее представить свой товар для неопытных пользователей.
Устройство инвертора
Говоря, как сварить тонкий металл электродом, отметим, что для этого используется сравнительно сложное оборудование. Это аппарат, который обязан поддерживать минимум несколько режимов, каждый – со своими частотами и другими рабочими параметрами. Для розжига пламени он также должен преобразовать ток два раза – сначала в постоянный из переменного, после чего в высокочастотный.
Общая схема и принцип его действия следующие:
Отсюда виден и характер изменения импульса. Волна проходит через мост, фильтр-конденсатор, непосредственно инвертор, поступает на трансформатор и проводник и только после этого создает необходимый нагрев.
Чтобы новичку было проще сориентироваться, как сварить тонкий металл электросваркой, нужно, чтобы корпус устройства обладал современным уровнем эргономики. Для этого на нем обязаны присутствовать следующие конструктивные элементы:
- ручки-тумблеры – для плавной регулировки силы тока в необходимом диапазоне;
- индикаторы – сети, срабатывания защиты против перегрева;
- разъемы – для подключения кабеля сечением 50 кв мм или менее.
В принятом сегодня исполнении его корпус обязательно снабжается боковыми вентиляционными решетками – для быстрого охлаждения – и, опционально, ремнем, для легкой переноски не плече.
Сварка кузова автомобиля инвертором
Ремонт кузова может понадобится как владельцу нового автомобиля, так и обладателю ретро-авто. С помощью сварочных работ восстанавливают кузов, поврежденный во время аварии, коррозией, гниением или под влиянием времени. Самостоятельный ремонт позволит сэкономить на оплате услуг автомехаников. Своевременное устранение коррозийных повреждений, замена сгнивших деталей, позволит продлить срок службы автомобиля.
Инвертор – это современный сварочный прибор, отличающийся небольшими размерами и компактностью. Ток, подаваемый от сети, поступает на выпрямитель и преобразуется устройством в высокочастотный переменный ток. После напряжение понижается, а сила тока увеличивается до 200 А, необходимых для проведения сварочных работ.
Как выбрать установку
При выборе сварочного аппарата важно обратить внимание на несколько факторов.
- Защита от скачков напряжения, данная функция защищает прибор от перепадов напряжения. Выбирайте модель с коэффициентом защиты 20-30%.
- Диапазон рабочих температур. Оптимальный диапазон для российских широт от -40°C до +40°C. Данный параметр позволит проводить сварочные работы как зимой, так и летом. Но использование прибора в крайних точках диапазона нежелательно.
- Мощность. Устройство должно подходить для работы с электродом №2, №4, тогда можно будет варить как тонкую сталь кузова, так и металлы с большей толщиной.
- Класс безопасности прибора.
- Защита от коротких замыканий, перегрева. Устройство должно автоматически отключаться при возникновении аварийных ситуаций или перегреве.
- Защита от влаги и пыли. Для использования в гараже, лучше выбирать установку с автоматическим удалением пыли.
Приемы для конструкций со стенками малой толщины
Есть сразу несколько методик, помогающих избежать ошибок с дефектами. Итак, вот способы того, как заварить тонкий металл электродом:
- Точечно – нужно выполнить большое количество локальных прихватов, через 5-7 см. Поджечь дугу, сделать соединение в конкретном месте и погасить ее. Этот вариант хорош своей аккуратностью, но его реализация занимает достаточно много времени.
- Внахлест – необходимо положить две заготовки друг на друга так, чтобы кромка верхней перекрывала торец нижней, и обработать. Главное – не допустить прожогов сразу же счистить всю окалину (если она вообще появилась). Сравнительно простой вид, но сопряженный с большим количеством затрат времени и материала; зато сквозных отверстий можно не бояться – они не ухудшат надежность конструкции.
- По выбранному электроду – здесь нужно быстро удалить обмазку по всей поверхности стержня, после чего уложить его по направлению запланированного шва. Проход при этом стандартный – плавный и быстрый – но контактным участкам все равно стоит уделять максимум внимания.
Рассуждая о том, как правильно варить инверторной сваркой тонкий металл, важно запомнить несколько нюансов. Если детали габаритные, розжиг следует осуществлять на детали с толстыми стенками и уже оттуда перенести свежеобразованный шов на стыково участок.
Чтобы отвести тепло, зачастую используется медная проволока – она может похвастать внушительной емкость. Хотя на практике это действительно емкий материал, отлично предотвращающий протекание расплава или прожиг.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.
Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.
Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Подведем итоги
Своя специфика в этом деле есть, методов много, и каждый из них, со своими особенностями, нужно просто запомнить. В процессе выполнения технологической операции важно избегать спешки или промедления. Зато и результат впечатляющий – эстетично выглядящий предмет, не протекающий, без трещин и сколов.
Теперь, когда вы знаете, как электросваркой варить тонкий металл, можете без промедления закупать расходники и приступать к выполнению работ. поможет вам в этом – мы занимаемся продажей ленточнопильных станков, чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице. Выбирайте проводники, устанавливайте режим, приступайте к решению вопроса, вооружившись знаниями об этом оборудовании. Обращайтесь в ООО «Роста», если вы решили купить приспособления для промышленного пользования. У нас в наличии и на заказ имеются ручные и полуавтоматические ленточнопильные станки, а также маятниковые, вертикальные и двухстоечные агрегаты. Чтобы связаться с нашими специалистами, позвоните по контактным номерам, указанным на странице.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50)
Подробнее о выборе электродов для инверторной сварки читайте тут.
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно
Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов
На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал. Схема сварки тонкого листа металла
Схема сварки тонкого листа металла.
Существует разные техники и методы сварки, актуальные для данного случая:
При выполнении непрерывной сварки всего шва важно правильно подобрать ток. Оптимальный диапазона ‒ 40-60 А
Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами. Прерывистую сварку также называют сваркой точками. Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие электроды, одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
На заметку! Особенность прерывистой сварки заключается в том, что так можно варить даже очень тонкие металлические листы. Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором. При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко. Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Технология и обучение
Спецодежда для сварщиков
Процесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Набор сварщика: защитная маска, аппарат и электроды
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сварки
Свои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую сталь
У «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.