Перьевые свёрла — это расходный инструмент предназначенный для сверления в древесине, пластике, гипсокартоне, керамике, стекле.
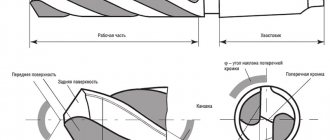
Перьевое сверло имеет свой оригинальный внешний вид, который нельзя спутать ни с каким другим видом свёрел. По конструкции — это металлический стержень, один край которого имеет шестигранное окончание, а с другой стороны расположена рабочая часть сверла называемая пером. Само перо имеет внешний вид в форме лопатки, с исходящим из него резцом.
Область применения
Инструмент используется при работе со всеми видами древесины, а также её производными (МДФ, ДСП, фанера). Одинаково широко применяется для ремонта, при изготовлении мебели, дверей, оконных рам, в других областях промышленного производства. Есть два основных вида сверления, в которых оно используется:
- Для не сквозных отверстий не большого диаметра. Например, изготовление крепежных гнезд дверных косяков, мебельное производство.
- Для сквозных отверстий. Например, гнезда для установки шпилек и других крепежных элементов.
Важно! Перьевые сверла по дереву рекомендуется использовать для неглубокого сверления. Также надо помнить о тонком наконечнике. Он входит в древесину глубже, чем основная головка.
Хранение перьевых сверл
Мы старается подбирать оригинальные, эстетические и удобные решения для того, чтобы хранить электроинструмент и расходники. Сейчас мы предлагаем сделать подставку для сверл перьевого типа.
Она будет красивая, удобная и переносная, потому что часто приходится перемешать и дрель, и насадки на нее.
Для начала следует вычислить, какого размера будет подставка. Предлагаем оставить зазор между перьями по 1.2 см, с каждого края по 2 см, и в итоге ширине изделия выходит 3 см, а высота 6 см.- Для основы применяется фанеры, толщина которой 1.2 см, а для передней вставки с отверстиями для размеров перьев фанеру толщиной в 0.4 см. Для каркаса нужно нарезать на циркулярной пиле фанеру, причем ее ширине должна быть 2.2 см. Далее делаем заготовки нужного размера на торцовке.
- Фанера на 0.4 см имеет длину 30 см, а высота 5 см, потому что самое широкое перо делает отверстие, диаметр которого равен 4 см. В итоге получается целый набор деталей.
Самым скучным занятием является создание разметки для отверстий, а после их просверливания. Для начала следует отмерить от края ширину наибольшего пера, это 4 см, а после на этих 4 см отмечаем середину; далее делаем отступ в 1.2 см и приступаем к созданию следующего отверстия ля пера. На одной детали следует сделать сквозные отверстия, а на второй засверлиться на 0.5 см
- Для начала используйте 5-е сверло, а после расширяйте отверстия при помощи 8-ого, аккурат под диаметр хвостовиков перьев.
- После нужно хорошо ошкурить поверхность.
- В сквозных отверстиях шлифуем так – накрутите наждачку на сверло, зафиксируйте на шуруповерте и шлифуйте.
- Далее можно начать все склеивать, при этом зажимайте все детали как можно крепче, потому что можно использовать только клей ПВА.
- Каркас готов. Теперь перейдет к созданию красивого фасада. На него стоит перенести всю ту же разметку, которую делали для прошлых деталей, и сделайте каждым сверлом отверстие для каждой сменной модели.
- Далее нужно привести все в божеский вид при помощи шкурки, не забывайте шлифовать и отверстия, а после клейте все к каркасу.
- Из остатков обрезков от фанеры с толщиной в 1.2 см можно сделать ножки, которые следует прикрутить на саморезы к почти готовому изделию.
- Остается все покрыть маслом для красоты.
- Готово!
Конструктивные особенности
Уникальность и эффективность работы перьевых свёрл заключена в конструктивной простоте. Они состоят из двух частей:
- Рабочая – основной орган инструмента, который соприкасается с обрабатываемой древесиной. По форме напоминает лопату с острым наконечником. Он отвечает за точное положение лопатки, вырезает основную часть древесины. С дух сторон рабочей поверхности расположены лезвия, режущие кромки. Если посмотреть на продольный разрез, то они заточены в правую сторону.
Перьевые сверла по дереву изготавливаются по строго выверенным лекалам. Точно соблюдается пропорциональное соотношение ширины и толщины рабочей части:
| Ширина (диаметр) | Толщина |
| До 1 см | До 2 мм |
| До 2 см | До 4 мм |
| Свыше 2 см | До 8мм |
- хвостовая – стальной стержень в форме шестигранника. Многогранная конфигурация позволяет надежно закреплять его в патрон дрели, а также использовать переходники для увеличений рабочей глубины.
Классификация сверл и их конструкционные особенности
Изделие конструктивно состоит из рабочей части, которая имеет форму хвостовика и пера, и он служит для зажима в патроне оборудования или инструмента. Перо, оснащенное центрирующим наконечником, имеет режущие кроки (2 или 4 штуки), которые расположены под определенным углом.
Конструкция пера бывает цельной, а именно когда само перо и хвостовик выполнены из одной и той же марки металла, а может быть сделана в виде конструкции сборного типа. Если говорить про последний вариант, то пластины определенной формы прикрепляют на особый держатель или при помощи борштанги. Для этого и предусмотрено отверстие в перьевой конструкции.
Кстати, перьевой инструмент можно классифицировать по следующим признакам:
Способ изготовления (составные или цельные).- Материал изготовления (отличается по маркам быстрорежущей стали).
- Конструкции (двухсторонние и односторонние).
- Класс точности (повышенный или нормальный).
- Тип хвостовика (конический или цилиндрический).
- Способ крепления пера у изделия сборного типа конструкции (борштанга или державка).
- Диаметр в см (от 1 до 13).
- Длина (короткие, стандартные и удлиненные).
Чаще всего применяются плоские сверла для металла, у которых есть сменные режущие пластины. Это дает возможность прикрепить на одну оправку пластины разного размера. Пластина и хвостовик должны быть выпущены по стандартизированным размерам по требованиям ТУ 2-035-741-81.
Определенные производители выпускают сверла перьевого типа с возможностью подведения СОЖ, а точнее со специальными канавками, которые дают возможность охладить инструмент при эксплуатации.
Материал для изготовления державок – это сталь повышенной прочности У10, У12, 30 ХГ, 25 ХГТ и 18 ХГТ. Пластины сделаны из быстрорежущей стали, в составе есть вольфрам, молибден и прочие устойчивые к износу элементы марок Р9, Р9К5, Р18, Р6М5К и Р6М5. Угол резаки у перьевых типов сверл будет во многом зависеть от формы сверла, а еще от материала, в котором будет выполнено сверление.
Характеристика
Самое полное представление о технических характеристиках можно получить в сравнение с другими видами насадок. Есть три типа свёрл по дереву, которые на первый взгляд выполняют одну задачу. Это не совсем так:
- Спиральное — предназначено для сквозного сверления. Сделать крепежное гнездо с его помощью не получится. Возможно получение глубоких сквозных отверстий небольшого диаметра с ровными краями.
- Сверло Форстнера – используется для получения неглубоких отверстий большого диаметра. Отличается высокой стоимостью. Хвостовик короткий, что накладывает ограничения на область применения. Края отверстия получаются ровные, без изъянов.
- Перьевое – недорогое, с широким диапазоном рабочих диаметров. Есть вариант удлинения. Удобное, простое в обращении. Подходит для всех видов древесины. При диаметре сверления более 60 миллиметров возможны заломы и рваные края.
Перьевые сверла по дереву выигрывают у своих конкурентов по многим параметрам. Единственный недостаток — неровные края при большом диаметре сверления, но на это не стоит обращать внимание. Надо знать, что качественные отверстия большого диаметра высверливаются коронками.
Перьевое сверло по дереву: размеры
Вниманию потребителя представлен широкий ассортимент различных приспособлений, используемых для сверления отверстий. Для работы с древесиной предназначены перьевые сверла.
Данными изделиями пользуются как столяры и профессиональные сборщики мебели, так и домашние умельцы. Информация о конструктивных особенностях, технических характеристиках и размерах перьевых сверл по дереву содержится в данной статье.
Правила выбора
Подобрать качественную насадку по приемлемой цене не так сложно. Если речь идет о проверенных фирмах, таких как Bosch, Hitachi, то с большой долей вероятности изделие качественное и надежное. Для определения качества сверл менее известных марок есть несколько правил, которые легко проверить при визуальном осмотре:
- Геометрические размеры. Режущие кромки должны располагаться симметрично друг другу, быть одного размера.
- Качество заточки режущих кромок. Проверяется прикосновением пальцем, аналогично с проверкой остроты лезвия кухонного ножа.
- Качество исполнения насадки. Любые неровности рабочей или хвостовой части должны насторожить. У надежных изделий отлив практически идеальный.
- Цвет металл. Важный параметр, на который обращают внимание в первую очередь:
Сталь серого цвета – большая вероятность полного отсутствия обработки.
Чёрного – металл прокален паром. Такая обработка повышает прочность и износостойкость насадки.
Золотистый – в металле удалено внутренне напряжение. Это значительно повышает прочность.
Ярко-золотистый – сверло покрыто тонким слоем титанового нитрида. Прослужит долго, справится с самой прочной древесиной.
Виды отверстий в металле и как их сделать
Есть такие типы отверстий:
- Сквозные.
- Глухие.
- Глубокие.
- Половинчатые (неполные).
- Для внутренней резьбы.
- С большим диаметром.
Отверстия для резьбы требуют определения диаметров с допусками, которые установлены в ГОСТ 16093-2004.
Сквозные
Отверстия сквозного типа начинают пронизывать заготовку в полной мере и создают внутри нее проход. Особенностью процесса будет защита поверхности столешницы или верстака от выхода сверла за пределы заготовки, а это может повредить и само сверло, а снабдить заготовку таким «добром», как заусенец. Чтобы такого не было, потребуется придерживаться следующих способов:
- Применяйте в работе верстак с отверстием.
- Подкладывайте под деталь прокладку, сделанную из древесины или особый «сендвич», то есть дерево-металл-дерево.
- Подкладывайте под деталь брусок из металла с отверстием для свободного входа сверла.
- Уменьшайте скорость подачи на последнем этапе.
Кстати, последний метод обязательно нужен, если вы высверливаете отверстия «по месту», чтобы не повредить детали или поверхности, которые близко расположены. Отверстия в тоненьких листах металла следует вырезать перьевыми сверлами, потому что спиральные сверла могут повредить края заготовки.
Глухие
Такие отверстия будут сделаны на определенной глубине, а также не будут пронизывать заготовку насквозь. Следует отмерить глубину, и это можно выполнить одним из двух способов на выбор:
- Ограничивать длину сверла посредством втулочного упора.
- Ограничивать длину сверла посредством патрона, которая оснащен регулируемым упором.
- С использованием линейки, которая закреплена на стенке.
- Комбинирование нескольких способов сразу.
Не все, но некоторые станки снабжены системой автоматической подачи на определенную глубину, а после механизм просто останавливается. При сверлении может потребоваться пару раз оставить работу, чтобы удалось убрать стружку.
Сложные формы
Сделать отверстие в металле не так уж и сложно, но если речь идет о сложных формах – придется постараться. Те отверстия, которая расположены на краю заготовки (то есть половинчатые) можно сделать, если соединять гранями и зажимая тисками обе заготовки или прокладку и заготовку, а после просверливая полное отверстие. Прокладка обязательно должна быть выполнена из того материала, что и заготовка, которая подвергается обработке, потому что в противном случае сверло начнет уходить в сторону минимального сопротивления. Сквозное отверстие в уголке (то есть в профильном металлическом прокате) делают, зафиксировав заготовку в дисках с использованием деревянной подкладки.
Куда сложнее будет сделать сверление заготовки цилиндрической формы по касательной. Такой процесс будет разделен на две основные операции – подготовка перпендикулярной направляющей к отверстию площадки (зенковка или фрезеровка), а после непосредственно сверление. Создание отверстий в поверхностях, которые размещены под углом, тоже начинают с подготовки площадки, а после вставляют деревянную подкладку между плоскостями, создают треугольник и делают отверстие сквозь угол. Полые детали следует сверлить таким образом, чтобы полость была заполнена пробкой из древесины.
Отверстия с уступами будут получать при применении двух способов одновременно:
- Рассверливание – для этого потребуется высверливать отверстие на всю глубину при помощи сверла малого диаметра, а после на заданную глубину следует рассверлить сверлами с диаметром от меньшего к большему. Преимуществом такого способа является прекрасное центрированное отверстие.
- Уменьшаем диаметр. Для этого на заданную глубину потребуется просверлить отверстие с максимальным диаметром, а после сверла нужно поменять с последовательным уменьшением диаметра и углублением отверстий. При таком способе будет куда легче контролировать глубину всех ступеней.
Рассмотрим еще один способ.
Большой диаметр и кольцевое высверливание
Получение отверстия с большим диаметром в массивной по размеру заготовке и толщиной до 0.6 см будет затратным и трудоемким делом. Относительно небольшой диаметр – до 3 см (максимум 4 см), можно получать при помощи конусных, а в идеале ступенчато-конусных сверл. Для отверстий с большим диаметром (до 10 см) потребуются полые биметаллические коронки или даже коронки с твердыми сплавными зубчиками и центровочным сверлом. При этом обычно мастера рекомендуют германский ВОSСН, и особенно для твердого металла, к примеру, для стали.
Такой кольцевой способ высверливания будет менее энергозатратным, но при этом может быть дороже в финансовом плане. Кроме сверл очень важна мощность электрической дрели, а также должна быть возможность работать на низких оборотах. При этом чем толще обрабатываемый материал, тем сильнее будет хотеться делать отверстие на станке, а при большом числе отверстий в листе с толщиной больше 1.2 см стоит сразу же найти такую возможность. В заготовке из тонкого листа отверстие большого диаметра получают при помощи узкозубых коронок/фрез, которые закреплены на угловой шлифовальной машинке, но в последнем случая края оставляют желать лучшего.
Особенности эксплуатации
- Перед началом работ участок для сверления тщательно размечается, наносятся четкие границы. Если их много, то указывается глубина каждого.
- Рекомендуется применять дрель с регулировкой оборотов. Это упростит работу.
- Диапазон вращения сверла не превышает 600 об/мин. Золотое правило, чем больше диаметр отверстия, тем ниже скорость вращения головки и наоборот.
- Для увеличения глубины сверления используются переходник. Одним концом он вставляется в патрон, а другим в хвостовую часть.
- Угол между сверлом и деревянной поверхностью всегда 900. В противном случае наконечник может сломаться, а заготовка испортиться.
- В работе главное плавность наращивания оборотов.
- Древесная стружка периодически удаляется.
Перьевые сверла по дереву должны быть у каждого мастера. Ими легко пользоваться. Они долговечные, производительные, легко затачиваются. Невысокая цена позволяет иметь в запасе несколько моделей разного размера.
Заточка перовых сверл
В зависимости от конструкции перовое сверло точится или в 2 или в 4 плоскостях, при этом выдерживаются углы заточки, указанные в паспортных данных инструмента, а также заточке подлежит кончик центрующего наконечника (носик). Необходимо помнить, что при этом инструмент теряет размер диаметра, а иногда и его толщину. Заточку выполняют на точиле, алмазном круге и с использованием мелкозернистого абразивного вещества. При этом сверло перовой формы не должно перегреваться в процессе заточки, т. к. это приводит к ухудшению его прочностных свойств. Для этого необходимо его периодически смачивать в охлаждающей жидкости.
На видео наглядно о выполнении отверстия большого диаметра перовым сверлом:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы в комментариях к тексту, а также рассказать, каким оборудованием и инструментом пользовались при выполнении операции сверления.
Советы по выбору сверла
Первый момент, который нужно учесть при покупке сверла — внешний вид. Как по дереву, так и для других материалов, сверла должны иметь правильную форму с хорошо заточенными режущими краями и равномерно окрашенными кромками. Не должно быть никаких дефектов типа царапин, вмятин или сколов. Далее, нужно обратить внимание на цвет сверла. Он даст информацию о том, какой предельной обработке подвергался режущий инструмент. По цветовой гамме сверла можно распределить на:
- Серо-стальной. Такой цвет свидетельствует о том, что обработка не выполнялась.
- Черный. Подвергался обработке перегретым паром для повышения прочности.
- Золотистый. Специально обработанный тип сверла со снятым внутренним давлением материала.
- Ярко-золотой. Показатель того, что инструмент, покрытый шаром нитрида титана. Такое свойство сверла делает его намного прочнее и значительно продлевает срок эксплуатации.
При выборе сверла, важно также обратить внимания и на компанию изготовителя. Надежнее покупать изделия уже известных марок, что поможет не только приобрести качественный продукт, но и сохранить в целостности денежные средства.