Сверло – специальный режущий инструмент для формирования отверстий в сплошных материалах.
Процессе сверления подразумевает рассверливание – увеличение диаметра уже существующего отверстия и засверливание – изготовление углублений или несквозных (глухих) отверстий. Для этих целей используют различное оборудование (дрель, перфоратор, станок), которое запускает сверло в работу: путем поступательно-вращательных движений режущие кромки разной конфигурации и с разными углами заточки снимают стружку с обрабатываемого материала (металла, древесины, стекла, пластика и др.). Работая с бетоном, кирпичом, камнем, кафелем, сверло не только режет материал, но и дробит его.
Разновидности сверл по конфигурации рабочей (режущей) зоны
Данный тип классификации считается основным, поскольку для качественного сверления следует использовать инструмент, учитывая специфику исходного материала, размер отверстия и др. Сверло правильно выбранной формы рабочей поверхности позволит сделать именно такое отверстие, какое необходимо, избежать брака в работе, исправить который будет очень сложно. Рассмотрим основные виды инструмента по данной классификации.
Винтовое или спиральное
Такое сверло является наиболее востребованным, поэтому, наверняка, найдется у каждого мастера.
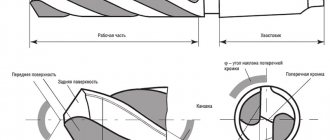
Конструкция состоит из хвостовика – стержня, благодаря которому сверло крепится в патроне дрели, шейки и непосредственно рабочей (режущей) области.
Элементами рабочей зоны обеспечивается нужное положение сверла в отверстии и режется материал. Эта зона имеет цилиндрическую форму с диаметрально противоположными относительно друг друга винтовыми канавками, служащими для вывода стружки. Дополнительный режущий элемент, необходимый для точного движения сверла, – ленточка. На типовом винтовом сверле их две. Ширина ленточек пропорциональна диаметру сверла, но, если они будут слишком широкими, увеличится трение инструмента о стенки отверстия. Режущие кромки – основной функциональный элемент спирального сверла. Они срезают материал, образуя конусную поверхность резания.
Спираль Левиса или шнековое
Это разновидность винтового сверла, которое имеет одну канавку и режущую часть, оснащенную острым центрирующим концом с резьбой, позволяющей сверлу, легко, без нажима, углубляться в неплотный материал, к примеру, в дерево. Спирали Левиса рекомендованы для формирования сквозных отверстий с гладкой внутренней поверхностью, большой глубины, но среднего диаметра. Основным недостатком этого инструмента является высокая цена, предрасположенность к смещению от центра и заклинивание. Кроме этого, они достаточно хрупкие.
Перовое (перьевое) или плоское
Данный вид сверла используется при необходимости выполнения глубоких отверстий диаметром 8-50 мм. Режущая зона с двумя кромками по форме похожа на лопату с острием, выступающим по центру. Оно служит для центровки отверстия. Лопатка (перо) может быть цельнолитой с хвостовиком либо крепиться к нему державкой или борштангой.
Перовые сверла просты в изготовлении и стоят недорого, однако отсутствие спиралей не обеспечивает нормального отвода стружки из обрабатываемой поверхности. Еще один недостаток использования плоского перьевого сверла – у полученного отверстия образуется сильно шероховатая поверхность.
Одностороннего реза
Инструмент данного типа применяют для высверливания отверстий особой точности. Рабочая зона сверла состоит из опорной плоскости и двух режущих кромок, размещенных на одной стороне от центра.
Корончатое (кольцевое) или коронка
Такое сверло представляет собой полый цилиндр (стакан) с зубчатой кромкой по торцам. Коронка необходима для подготовки отверстий диаметром более 100 мм. Набор сверл данного типа включает оправку, центровочное сверло с хвостовиком и несколько насадок разного диаметра.
Подвиды корончатых сверл
Мастера используют разнообразные конструкции коронок, что связано с требованиями к диаметру отверстия.
- Двурезцовое корончатое сверло. На корпусе данного инструмента установлены 3 направляющие пластинки и 2 резца. Это позволяет высверливать отверстия 110-180 мм в диаметре.
- Трехрезцовая коронка. Конструкция отличается от предыдущей размером сверла и числом резцов. Подходит для формирования отверстий диаметром 180-250 мм.
- Многорезцовое сверло. В корпус с центровочным сверлом, канавками для отвода стружки и шариковыми опорами для корректировки направления сверла устанавливаются резцы. Инструментом такой конфигурации можно просверлить отверстия 50-100мм диаметром на глубину до 400 мм.
Центровочное
Этот вид сверла применим для засверливания центра. В продаже имеются инструменты с предохранительным конусом.
Ступенчатое
Сверло данной конфигурации стало использоваться относительно недавно и теперь часто является незаменимым для получения отверстий большого диаметра (от 35 мм) при работе с листовым материалом толщиной от 1 до 8 мм. Конструкция сверла представляет собой насаженные на один стержень режущие части разного диаметра, что позволяет работать без смены сверл, если нужно ровное отверстие большого или среднего диаметра. К главным достоинствам ступенчатого сверла относятся точная центровка и очень ровные края отверстия. К минусам – высокая цена изделия и ограниченность толщины обрабатываемого материала высотой ступеньки режущей зоны. При помощи ступенчатых сверл можно сделать новое или расширить старое отверстие.
Сверло Форстнера
Данный инструмент стал незаменим при работе с древесиной, ламинатом, ДСП и другим неплотным материалом. Благодаря особой конструкции (наличие центровочного острия с подрезателем) выдерживаются точнейшие размеры отверстия и обеспечивается аккуратный рез. Это достигается четким прилеганием режущих зон сверла к обрабатываемой поверхности. В итоге получается круглое глухое отверстие с плоским дном, гладкими ровными краями и стенками. Эти возможности сверла Форстнера нашли широкое применение на мебельном производстве.
Ружейное
Такой инструмент позволяет делать отверстия глубиной, превышающей в разы диаметр сверла. Главной конструктивной особенностью является то, что вершина сверла и основные режущие кромки расположены ассиметрично относительно оси на 0,2-0,25 мм диаметра. Типовая конструкция ружейного сверла включает два винтовых канала, расположенных либо в припаянных трубочках, либо внутри режущей зоны. По этим каналам в зону реза поступает охлаждающая жидкость (СОЖ).
МЕТОДЫ ИСПЫТАНИЙ
3.1. Испытания сверл на работоспособность, средний и 95 %-ный периоды стойкости проводятся на сверлильных, фрезерных, токарных станках с механизированной подачей с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
3.2. Сверла должны испытываться на образцах из стали марки 45 по ГОСТ 1050, твердостью 187 … 207 НВ путем сверления глухих отверстий глубиной равной трем диаметрам, но не более 85 мм.
Параметр шероховатости поверхностей образца не должен быть более, мкм:
| для сверл диаметром до 2,95 мм Ra 0,8 для сверл диаметром св. 2,95 мм Rz 40 |
3.3. В качестве смазочно-охлаждающей жидкости должен применяться 5 %-ный по массе раствор эмульсола в воде с расходом не менее 5 л/мин или масляные СОЖ.
3.4. При сверлении отверстий диаметром до 1 мм поверхность заготовки допускается предварительно закернить.
3.5. Испытания сверл должны проводиться на режимах, указанных в табл. 8.
3.6. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сколов и сверла должны быть пригодны к дальнейшей работе.
3.7. Приемочные значения среднего и 95 %-ного периодов стойкости должны быть не менее указанных в табл. 9.
3.8. Твердость сверл контролируют на приборах по ГОСТ 23677.
Таблица 8
| Диаметр сверла, мм | Скорость резания для сверл серии, м/мин | Подача для сверл, мм/об | Количество отверстий при испытаниях на работоспособность | ||
| короткой и нормальной | длинной и удлиненной | коротких и нормальных | длинных и удлиненных | ||
| От 0,26 до 0,5 | 12 | — | 0,004 | — | 30 |
| Св. 0,6 до 0,7 | 14 | 0,006 | |||
| Св. 0,7 до 0,9 | 15 | 0,008 | |||
| Св. 0,9 до 1,1 | 20 | 16 | 0,010 | 0,008 | |
| Св. 1,1 до 1,4 | 21 | 0,015 | 0,012 | 25 | |
| Св. 1,4 до 1,8 | 18 | 0,020 | 0,015 | ||
| Св. 1,8 до 2,2 | 0,025 | 0,020 | |||
| Св. 2,2 до 2,8 | 23 | 20 | 0,030 | 0,025 | 22 |
| Св. 2,8 до 3,0 | 25 | 0,040 | 0,030 | ||
| Св. 3,0 до 5,0 | 29 | 23 | 0,100 | 0,070 | 20 |
| Св. 5,0 до 7,0 | 0,140 | 0,100 | 18 | ||
| Св. 7,0 до 9,0 | 0,170 | 0,140 | |||
| Св. 9,0 до 11,0 | 28 | 22 | 0,200 | 0,170 | 15 |
| Св. 11,0 до 14,0 | 0,220 | 0,170 | |||
| Св. 14,0 до 18,0 | 0,250 | 0,200 | 12 | ||
| Св. 18,0 до 23,0 | 0,280 | 0,220 | 10 | ||
| Св. 23,0 до 30,0 | 0,320 | 0,250 | 6 | ||
| Св. 30,0 до 35,0 | 27 | 21 | 0,400 | 0,280 | 4 |
| Св. 35,0 до 45,0 | — | 0,430 | — | 4 | |
| Св. 45,0 до 60,0 | 0,560 | 3 | |||
| Св. 60,0 до 80,0 | 25 | 0,800 | 3 | ||
Примечания:
1. Для сверл, изготовленных из стали марки 9ХС, поправочный коэффициент на скорость резания и подачу равен 0,5.
2. При отсутствии на станке необходимых подач S (мм/об), вращения n (мин-1) допускается подбирать ближайшие S и n при условии, что минутная подача Sмин = n ∙ Sоб отличалась не более 10 % от подсчитанной по данным, указанным в табл. .
Таблица 9
| Диаметр сверла, мм | Приемочные периоды стойкости, мин | |||
| средний | установленный | |||
| А1 | В1, В | А1 | В1, В | |
| От 0,25 до 0,5 | 8 | — | 2,3 | — |
| Св. 0,5 до 0,7 | 9 | 2,8 | ||
| Св. 0,7 до 0,9 | 12 | 3,5 | ||
| Св. 0,9 до 1,1 | 16 | 11 | 4,5 | 2,8 |
| » 1,1 » 1,4 | 20 | 14 | 6,0 | 3,5 |
| » 1,4 » 1,8 | 23 | 16 | 7,0 | 4,0 |
| » 1,8 » 2,2 | 26 | 18 | 8,0 | 4,5 |
| » 2,2 » 2,8 | 29 | 21 | 9 | 5,0 |
| » 2,8 » 3,0 | 33 | 23 | 10 | 6,0 |
| » 3,0 » 5,0 | 34 | 24 | 15 | 8 |
| » 5,0 » 7,0 | 36 | 25 | 16 | 9 |
| » 7,0 » 9,0 | 41 | 28 | 18 | 10 |
| » 9,0 » 11,0 | 49 | 34 | 22 | 12 |
| » 11,0 » 14,0 | 58 | 40 | 26 | 14 |
| » 14,0 » 18,0 | 64 | 45 | 29 | 16 |
| » 18,0 » 23,0 | 76 | 51 | 35 | 18 |
| » 23,0 » 30,0 | 82 | 56 | 37 | 20 |
| Св. 30,0 до 35,0 | — | 62 | — | 22 |
| » 35,0 » 45,0 | 68 | 24 | ||
| » 45,0 » 60,0 | 74 | 25 | ||
| » 60,0 » 80,0 | 85 | 30 | ||
3.9. Контроль внешнего вида сверл осуществляют визуально.
3.10. Параметры шероховатости поверхностей сверл проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в п. 1.11 с применением лупы ЛП-1 — 2´ по ГОСТ 25706.
3.11. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более: при измерении линейных размеров — значений, указанных в ГОСТ 8.051; при измерении углов — 35 % значения допуска на проверяемый угол; при контроле формы и расположения поверхностей — 25 % значения допуска на проверяемый параметр.
3.12. Для сверл диаметром от 3 мм, допускается проводить ускоренные испытания на средний период стойкости.
При проведении ускоренных испытаний пяти сверл на режимах, указанных в п. 3.11, износ по задней поверхности измеряется после времени работы t.
Значения времени t и допустимый средний износ h должны быть не более указанных в табл. .
Таблица 10
| Диаметр сверла, мм | Время испытаний сверл классов точности, мин | Средний износ, мм | |
| А1 | В1, В | ||
| От 3 до 5 | 17 | 12 | 0,18 |
| Св. 5 » 7 | 18 | 12,5 | 0,24 |
| » 7 » 9 | 20,5 | 14 | 0,30 |
| » 9 » 11 | 24,5 | 17 | 0,33 |
| » 11 » 14 | 29 | 20 | 0,36 |
| » 14 » 18 | 32 | 22,5 | 0,48 |
| » 18 » 23 | 38 | 25,5 | 0,54 |
| » 23 » 30 | 41 | 28 | 0,60 |
| » 30 » 35 | — | 25 | 0,40 |
| » 35 » 45 | — | 27 | 0,50 |
| » 45 » 60 | — | 30 | 0,60 |
| » 60 » 80 | — | 34 | 0,80 |
(Введен
дополнительно, Изм. № 3).
Разновидности сверл по типам хвостовиков
Хвостовик, так называемый, «привод» сверла – обязательный крепежный элемент сверла, который зажимается в патроне перфоратора, дрели или шпиндельной бабке станка. Все виды сверл производят с хвостовиками следующих форм:
- коническими (конусовидными);
- цилиндрическими (цилиндровыми);
- гранеными;
- типа SDS.
Конический (конус Морзе)
Такой хвостовик сверла по форме представляет собой конус и предназначен для сверл, используемых на станках. Конусовидная головка позволяет быструю замену инструмента в авторежиме. Разнообразие конструкций конусных хвостовиков обусловлено способами фиксации сверла для станков. Они бывают:
- с лапками – крепеж в шпиндельной бабке осуществляется путем заклинивания. Благодаря такой фиксации предотвращается проворачивание легких материалов во время сверления.
- с резьбой – крепятся посредством штока. Такая фиксация наиболее надежная. Она предотвращает выпадение инструмента.
- без резьбы и лапок – предназначены для работы с легкими материалами.
Разновидности конических хвостовиков
Существует несколько модификаций конических хвостовиков:
- Инструментальные. Параметры изделия регламентированы ГОСТом. Наиболее распространенный тип, поскольку специально разработаны для быстрой замены сверла на станочном оборудовании.
- Укороченные. Применяются для формирования отверстий малой глубины. Хвостовая часть уменьшена за счет утолщения.
- Удлиненные. Необходимы для сверления на большую глубину.
- Метрические. Соотношение длины хвостовика к рабочей зоне сверла – один к двадцати.
Основным преимуществом конусного хвостовика является простота центрирования без использования дополнительных инструментов.
Цилиндрические
Сверла с приводом подобной формы – самые востребованные у домашних мастеров, так как цилиндрический хвостовик подходит для обычной дрели. Как правило, диаметры режущей части сверла и хвостовика идентичны, но бывает, что для более надежной фиксации в патроне используют хвостовик большего диаметра. А вот если необходимо зажать толстое сверло в стандартном патроне дрели, подбирают хвостовики с меньшим диаметром. Основным минусом в работе с цилиндрическим приводом сверл является проскальзывание их при вращении.
Граненые
Такие хвостовики представляет собой стержни с тремя, четырьмя или шестью гранями.
Четырёхгранные
Применение этих хвостовиков практикуется с середины 19 века. Изначально их просто вставляли в шпиндель или крепили винтом. Со временем появились зажимающие патроны, однако большинство современных дрелей не оснащены приспособлениями, способными надежно зафиксировать сверла с четырехгранным хвостовиком. Кроме этого, не обеспечивается центровка сверла. Из плюсов конструкции можно отметить простоту изготовления и устойчивость к проворачиванию. Сверла с подобными хвостовиками нашли применение для работы коловоротом.
Шестигранные (гексагональные, hex)
Шесть граней хвостовика обеспечивают отличную устойчивость к прокручиванию сверла и передают на него большой момент. Поэтому для тонких сверл, которым требуется высокий момент, делают хвостовик данной конфигурации. С приводом такого типа встречаются различные виды сверл: перьевые, спиральные, сверла Форстнера.
Трёхгранные
Удобство использования этих хвостовиков заключается в возможности зажима в стандартных трехкулачковых патронах, передаче больших вращающих моментов, а также устойчивости к проворачиванию.
Тип SDS
Данная конструкция разработана и запатентована фирмой Bosch для оперативной замены использованных буров в перфораторах. Особенностью конструкции является наличие на хвостовом стержне бура желобков, за счет чего происходит фиксация бура в патроне. Известно несколько видов SDS-хвостовиков, применяемых в разных моделях перфораторов или отбойных молотков.
Маркировка сверл
На всех сверлах промышленного производства (за исключением сверл диаметром до 3мм) обязательно должна стоять маркировка. Чем толще инструмент, тем больше информации требуется знать потребителю. Это своеобразная визитная карточка инструмента. Поэтому отсутствие сведений о классе точности, марке стали, производителе может свидетельствовать о фальсифицированном продукте. В лучшем случае, сверло будет быстро выходить из строя, в худшем – испортит обрабатываемый материал. По буквенно-цифровым обозначениям можно определить, какое сверло: зарубежного или отечественного производства.
Изделия отечественных производителей
На российских сверлах чаще всего можно встретить знак «P», который указывает, что в производстве применили быстрорежущую сталь. Следующая за «P» цифра соответствует процентному содержанию в сплаве вольфрама. Для безвольфрамовых быстрорежущих марок используют код ЭК-41 и ЭК-42. Далее обозначается наличие легирующих элементов: молибдена (М) , кобальта (K), ванадия (Ф), азота (А), электрошлакового переплава (Ш). Значения таких элементов, как углерод и хром не маркируются, так как количество первого обычно соответствует содержанию ванадия, а второго всегда равно 4%. Иногда в маркировке присутствует значение, указывающее на размер сверла.
Импортные сверла
Зарубежные производители маркируют изделия по-иному – HSS и DIN:
- HSS. Это общее обозначение всех марок быстрорежущих сталей. Следующие буквы указывают на материал, с которым справится данное сверло. «G» – для легированных и углеродистых сталей, чугуна, сплавов меди и алюминия. Сверла с буквой «Е» подходят и к перечисленным материалам, и к кислостойким и нержавеющим металлам.
- DIN. Такой маркировкой отмечаются сверла, способные справиться с разными задачами: как для стандартных работ, так и для глубокого сверления.
ПРАВИЛА ПРИЕМКИ
2.1. Правила приемки — по ГОСТ 23726.
2.2. Испытания сверл на средний период стойкости проводят один раз в три года, на 95 %-ный период стойкости один раз в год, не менее чем на 5 сверлах.
2.3. Испытаниям должны подвергаться сверла классов точности А1 и В (или В1) одного типоразмера из каждого диапазона диаметров, мм: от 0,25 до 3,0; св. 3,0 до 11,0; св. 11,0 до 18,0; св. 18,0 до 23,0; св. 23,0 до 80,0.
2.2; 2.3. (Измененная редакция, Изм. № 3).
Виды покрытия
Дополнительная обработка внешней поверхности сверла выполняет насколько важных функций: предохраняет инструмент от коррозии, упрочняет поверхность, улучшает теплоотдачу, снижает трение. Рассмотрим наиболее известные операции по покрытию сверл.
- Оксидирование – нанесение на сверло черной оксидной пленки, защищающей его от сильного нагрева и коррозии. Этот вид покрытия самый распространенный и недорогой.
- TiN – обработка сверла нитридом титана. Данная технология увеличивает срок эксплуатации сверла более чем в 3раза, позволяет работать с достаточно твердыми материалами, уменьшает трение. Но сверло, покрытое нитритом титана, затачивать нельзя, чтобы не снять это упрочняющий слой с рабочей поверхности.
- TiCN – покрытие карбонитридом титана. По эксплуатационным характеристикам оно близко к обработке TiN.
- TiAlN – нитрид титано-алюминиевое покрытие. Увеличивает срок работы инструмента в пять раз и более раз.
- Алмазное напыление – самое прочное на сегодняшний день покрытие. Оно дает возможность просверливать отверстия в особо твердых материалах.
Цвет сверла
По окраске сверла с некоторой долей вероятности можно определить, какой обработке подвергался инструмент и какими характеристиками он обладает. Ориентировочные соответствия цвета сверла способу покрытия приведены в таблице:
| Цвет | Изображение | Покрытие |
| Стальной | Без дополнительной обработки | |
| Черный | Оксидирование (обработка перегретым паром) | |
| Светлая позолота | После процедуры отпуска | |
| Яркая позолота | TiN, TiCN |
При покупке сверл необходимо обращать внимание на однородность покрытия инструмента и отсутствие трещин, сколов, заусенец.
ГОСТ 10902-77 Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВЕРЛА СПИРАЛЬНЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Средняя серия. Основные размеры
Twist drills with straight shank. Middle series. Basic dimensions
МКС 25.100.30 ОКП 39 1213; 39 1214
Дата введения 1979-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 14.10.77 N 2443
3. Стандарт полностью соответствует СТ СЭВ 273-87
4. Стандарт полностью соответствует международному стандарту ИСО 235-1-75
5. ВЗАМЕН ГОСТ 10902-64, МН 5807-65
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 2034-80 | 6 |
| ГОСТ 4010-77 | 8 |
| ГОСТ 14034-74 | 4 |
| СТ СЭВ 198-75 | 5 |
| СТ СЭВ 273-87 | 1 |
7. Ограничение срока действия снято Постановлением Госстандарта от 22.07.82 N 2776
8. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в июле 1982 г., апреле 1988 г. (ИУС 11-82, 7-88)
1. Настоящий стандарт распространяется на правые и левые спиральные сверла с цилиндрическим хвостовиком диаметром от 0,25 до 20 мм. Стандарт соответствует международному стандарту ИСО 235-1-75 в части, касающейся размеров диаметров. Стандарт полностью соответствует СТ СЭВ 273.
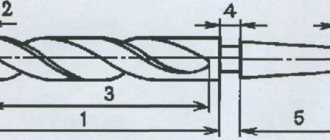
2. Основные размеры сверл должны соответствовать указанным на чертеже и в таблице.
Чертеж. Основные размеры сверл
Размеры в мм
| Сверла повышенной точности класса А1 | Сверла нормальной точности классов В1 и В | |||||||||
| Исполнение 1 | Исполнение 2 | Исполнение 1 | Исполнение 2 | |||||||
| Правые | Левые | Правые | Левые | Правые | Левые | Правые | Левые | |||
| Обозна- чение | Обозна- чение | Обозна- чение | Обозна- чение | Обозна- чение | Обозна- чение | Обозна- чение | Обозна- чение | |||
| 2300-8169 | — | — | — | 2300-8171 | — | — | — | 0,25 | 19 | 3 |
| 2300-8001 | — | — | — | 2300-0112 | — | — | — | 0,30 | ||
| 2300-8003 | — | — | — | 2300-5038 | — | — | — | 0,32 | 4 | |
| 2300-8005 | — | — | — | 2300-0113 | — | — | — | 0,35 | ||
| 2300-8007 | — | — | — | 2300-5039 | — | — | — | 0,38 | ||
| 2300-8011 | — | — | — | 2300-0114 | — | — | — | 0,40 | 20 | 5 |
| 2300-8013 | — | — | — | 2300-5041 | — | — | — | 0,42 | ||
| 2300-8015 | — | — | — | 2300-0115 | — | — | — | 0,45 | ||
| 2300-8017 | — | — | — | 2300-5042 | — | — | — | 0,48 | ||
| 2300-8021 | — | — | — | 2300-0116 | — | — | — | 0,50 | 22 | 6 |
| 2300-8023 | — | — | — | 2300-5043 | — | — | — | 0,52 | ||
| 2300-8025 | — | — | — | 2300-0117 | — | — | — | 0,55 | 24 | 7 |
| 2300-8027 | — | — | — | 2300-5044 | — | — | — | 0,58 | ||
| 2300-8031 | — | — | — | 2300-0118 | — | — | — | 0,60 | ||
| 2300-8033 | — | — | — | 2300-5045 | — | — | — | 0,62 | 26 | 8 |
| 2300-8035 | — | — | — | 2300-0119 | — | — | — | 0,65 | ||
| 2300-8037 | — | — | — | 2300-5046 | — | — | — | 0,68 | 28 | 9 |
| 2300-8041 | — | — | — | 2300-0120 | — | — | — | 0,70 | ||
| 2300-8043 | — | — | — | 2300-5047 | — | — | — | 0,72 | ||
| 2300-8045 | — | — | — | 2300-0121 | — | — | — | 0,75 | ||
| 2300-8047 | — | — | — | 2300-5048 | — | — | — | 0,78 | 30 | 10 |
| 2300-8051 | — | — | — | 2300-0122 | — | — | — | 0,80 | ||
| 2300-8053 | — | — | — | 2300-0287 | — | — | — | 0,82 | ||
| 2300-8055 | — | — | — | 2300-0123 | — | — | — | 0,85 | ||
| 2300-8057 | — | — | — | 2300-5049 | — | — | — | 0,88 | 32 | 11 |
| 2300-8061 | — | — | — | 2300-0124 | — | — | — | 0,90 | ||
| 2300-8063 | — | — | — | 2300-0288 | — | — | — | 0,92 | ||
| 2300-8065 | — | — | — | 2300-0125 | — | — | — | 0,95 | ||
| 2300-8067 | — | — | — | 2300-5051 | — | — | — | 0,98 | 34 | 12 |
| 2300-8071 | 2300-8072 | — | — | 2300-0126 | 2300-0542 | — | — | 1,00 | ||
| 2300-8073 | 2300-8074 | — | — | 2300-0289 | 2300-0543 | — | — | 1,05 | ||
| 2300-8075 | 2300-8075* | — | — | 2300-0127 | 2300-0401 | — | — | 1,10 | 36 | 14 |
| 2300-8077 | 2300-8078 | — | — | 2300-0290 | 2300-0544 | — | — | 1,15 | ||
| 2300-8081 | 2300-8082 | — | — | 2300-0128 | 2300-0402 | — | — | 1,20 | 38 | 16 |
| 2300-8083 | 2300-8084 | — | — | 2300-0129 | 2300-0403 | — | — | 1,25 | ||
| 2300-8085 | 2300-8086 | — | — | 2300-0130 | 2300-0404 | — | — | 1,30 | ||
| 2300-8087 | 2300-8088 | — | — | 2300-0131 | 2300-0405 | — | — | 1,35 | 40 | 18 |
| 2300-8091 | 2300-8092 | — | — | 2300-0132 | 2300-0406 | — | — | 1,40 | ||
| 2300-8093 | 2300-8094 | — | — | 2300-0133 | 2300-0407 | — | — | 1,45 | ||
| 2300-8095 | 2300-8096 | — | — | 2300-0134 | 2300-0408 | — | — | 1,50 | ||
| 2300-8097 | 2300-8098 | — | — | 2300-0291 | 2300-0545 | — | — | 1,55 | 43 | 20 |
| 2300-8101 | 2300-8102 | — | — | 2300-0135 | 2300-0409 | — | — | 1,60 | ||
| 2300-8103 | 2300-8104 | — | — | 2300-0292 | 2300-0546 | — | — | 1,65 | ||
| 2300-8105 | 2300-8106 | — | — | 2300-0136 | 2300-0410 | — | — | 1,70 | ||
| 2300-8107 | 2300-8108 | — | — | 2300-0137 | 2300-0411 | — | — | 1,75 | 46 | 22 |
| 2300-8111 | 2300-8112 | — | — | 2300-0138 | 2300-0412 | — | — | 1,80 | ||
| 2300-8113 | 2300-8114 | — | — | 2300-0293 | 2300-0547 | — | — | 1,85 | ||
| 2300-8115 | 2300-8116 | — | — | 2300-0139 | 2300-0413 | — | — | 1,90 | ||
| 2300-8117 | 2300-8118 | — | — | 2300-0140 | 2300-0414 | — | — | 1,95 | 49 | 24 |
| 2300-8121 | 2300-8122 | — | — | 2300-0141 | 2300-0415 | — | — | 2,00 | ||
| 2300-8123 | 2300-8124 | — | — | 2300-0142 | 2300-0416 | — | — | 2,05 | ||
| 2300-8125 | 2300-8126 | — | — | 2300-0143 | 2300-0417 | — | — | 2,10 | ||
| 2300-8127 | 2300-8128 | — | — | 2300-0144 | 2300-0418 | — | — | 2,15 | 53 | 27 |
| 2300-8131 | 2300-8132 | — | — | 2300-0145 | 2300-0419 | — | — | 2,20 | ||
| 2300-8133 | 2300-8134 | — | — | 2300-0294 | 2300-0548 | — | — | 2,25 | ||
| 2300-8135 | 2300-8136 | — | — | 2300-0146 | 2300-0420 | — | — | 2,30 | ||
| 2300-8137 | 2300-8138 | — | — | 2300-0295 | 2300-0549 | — | — | 2,35 | ||
| 2300-8141 | 2300-8142 | — | — | 2300-0147 | 2300-0421 | — | — | 2,40 | 57 | 30 |
| 2300-8143 | 2300-8144 | — | — | 2300-0296 | 2300-0550 | — | — | 2,45 | ||
| 2300-8145 | 2300-8146 | — | — | 2300-0148 | 2300-0422 | — | — | 2,50 | ||
| 2300-8147 | 2300-8148 | — | — | 2300-0149 | 2300-0423 | — | — | 2,55 | ||
| 2300-8151 | 2300-8152 | — | — | 2300-0150 | 2300-0424 | — | — | 2,60 | ||
| 2300-8153 | 2300-8154 | — | — | 2300-0151 | 2300-0425 | — | — | 2,65 | ||
| 2300-8155 | 2300-8156 | — | — | 2300-0152 | 2300-0426 | — | — | 2,70 | 61 | 33 |
| 2300-8157 | 2300-8158 | — | — | 2300-0297 | 2300-0551 | — | — | 2,75 | ||
| 2300-8161 | 2300-8162 | — | — | 2300-0153 | 2300-0427 | — | — | 2,80 | ||
| 2300-8163 | 2300-8164 | — | — | 2300-0298 | 2300-0552 | — | — | 2,85 | ||
| 2300-8165 | 2300-8166 | — | — | 2300-0154 | 2300-0428 | — | — | 2,90 | ||
| 2300-8167 | 2300-8168 | — | — | 2300-0299 | 2300-0553 | — | — | 2,95 | ||
| 2300-0155 | 2300-7516 | 2300-2721 | — | 2300-7515 | 2300-0429 | — | — | 3,00 | ||
| 2300-0156 | 2300-7518 | 2300-2401 | 2300-6518 | 2300-7517 | 2300-0430 | 2300-6501 | 2300-2551 | 3,10 | 65 | 36 |
| 2300-0157 | 2300-7522 | 2300-2402 | 2300-6522 | 2300-7521 | 2300-0431 | 2300-6521 | 2300-2552 | 3,15 | ||
| 2300-0158 | 2300-7524 | 2300-2403 | 2300-6524 | 2300-7523 | 2300-0432 | 2300-6523 | 2300-2553 | 3,20 | ||
| 2300-0159 | 2300-7526 | 2300-2404 | 2300-6526 | 2300-7525 | 2300-0433 | 2300-6525 | 2300-2554 | 3,30 | ||
| 2300-0160 | 2300-7528 | 2300-2405 | 2300-6528 | 2300-7527 | 2300-0434 | 2300-6527 | 2300-2555 | 3,35 | ||
| 2300-0161 | 2300-7532 | 2300-2406 | 2300-6532 | 2300-7531 | 2300-0435 | 2300-6531 | 2300-2556 | 3,40 | 70 | 39 |
| 2300-0162 | 2300-7534 | 2300-2407 | 2300-6534 | 2300-7533 | 2300-0436 | 2300-6533 | 2300-2557 | 3,50 | ||
| 2300-0163 | 2300-7536 | 2300-2408 | 2300-6536 | 2300-7535 | 2300-0437 | 2300-6535 | 2300-2558 | 3,60 | ||
| 2300-0164 | 2300-0438 | 2300-2409 | 2300-2559 | 2300-7537 | 2300-7538 | 2300-6537 | 2300-6538 | 3,70 | ||
| 2300-0165 | 2300-0439 | 2300-2410 | 2300-2560 | 2300-7541 | 2300-7542 | 2300-6541 | 2300-6542 | 3,80 | 75 | 43 |
| 2300-0166 | 2300-0440 | 2300-2411 | 2300-2561 | 2300-7543 | 2300-7544 | 2300-6543 | 2300-6544 | 3,90 | ||
| 2300-0167 | 2300-0441 | 2300-2412 | 2300-2562 | 2300-7545 | 2300-7546 | 2300-6545 | 2300-6546 | 4,00 | ||
| 2300-0168 | 2300-0442 | 2300-2413 | 2300-2563 | 2300-7547 | 2300-7548 | 2300-6547 | 2300-6548 | 4,10 | ||
| 2300-0169 | 2300-0443 | 2300-2414 | 2300-2564 | 2300-7551 | 2300-7552 | 2300-6551 | 2300-6552 | 4,20 | ||
| 2300-0170 | 2300-0444 | 2300-2415 | 2300-2565 | 2300-7553 | 2300-7554 | 2300-6553 | 2300-6554 | 4,25 | ||
| 2300-0300 | 2300-0554 | 2300-2416 | 2300-2566 | 2300-7555 | 2300-7556 | 2300-6555 | 2300-6556 | 4,30 | 80 | 47 |
| 2300-0301 | 2300-0555 | 2300-2417 | 2300-2567 | 2300-7557 | 2300-7558 | 2300-6557 | 2300-6558 | 4,40 | ||
| 2300-0171 | 2300-0445 | 2300-2418 | 2300-2568 | 2300-7561 | 2300-7562 | 2300-6561 | 2300-6562 | 4,50 | ||
| 2300-0172 | 2300-0446 | 2300-2419 | 2300-2569 | 2300-7563 | 2300-7564 | 2300-6563 | 2300-6564 | 4,60 | ||
| 2300-0302 | 2300-0556 | 2300-2420 | 2300-2570 | 2300-7565 | 2300-7566 | 2300-6565 | 2300-6566 | 4,70 | ||
| 2300-0173 | 2300-0447 | 2300-2421 | 2300-2571 | 2300-7567 | 2300-7568 | 2300-6567 | 2300-6568 | 4,80 | 86 | 52 |
| 2300-0303 | 2300-0557 | 2300-2422 | 2300-2572 | 2300-7571 | 2300-7572 | 2300-6571 | 2300-6572 | 4,90 | ||
| 2300-0174 | 2300-0448 | 2300-2423 | 2300-2573 | 2300-6173 | 2300-6174 | 2300-6573 | 2300-6574 | 5,00 | ||
| 2300-0175 | 2300-0449 | 2300-2424 | 2300-2574 | 2300-6175 | 2300-6176 | 2300-6575 | 2300-6576 | 5,10 | ||
| 2300-0176 | 2300-0450 | 2300-2425 | 2300-2575 | 2300-6177 | 2300-6178 | 2300-6577 | 2300-6578 | 5,20 | ||
| 2300-0304 | 2300-0558 | 2300-2426 | 2300-2576 | 2300-6181 | 2300-6182 | 2300-6581 | 2300-6582 | 5,30 | ||
| 2300-0305 | 2300-0559 | 2300-2427 | 2300-2577 | 2300-6183 | 2300-6184 | 2300-6583 | 2300-6584 | 5,40 | 93 | 57 |
| 2300-0177 | 2300-0451 | 2300-2428 | 2300-2578 | 2300-6185 | 2300-6186 | 2300-6585 | 2300-6586 | 5,50 | ||
| 2300-0178 | 2300-0452 | 2300-2429 | 2300-2579 | 2300-6187 | 2300-6188 | 2300-6587 | 2300-6588 | 5,60 | ||
| 2300-0179 | 2300-0453 | 2300-2430 | 2300-2580 | 2300-6191 | 2300-6192 | 2300-6591 | 2300-6592 | 5,70 | ||
| 2300-0180 | 2300-0454 | 2300-2431 | 2300-2581 | 2300-6193 | 2300-6194 | 2300-6593 | 2300-6594 | 5,80 | ||
| 2300-0306 | 2300-0560 | 2300-2432 | 2300-2582 | 2300-6195 | 2300-6196 | 2300-6595 | 2300-6596 | 5,90 | ||
| 2300-3401 | 2300-8169 | 2300-3402 | 2300-6598 | 2300-0181 | 2300-0455 | 2300-2433 | 2300-2583 | 6,00 | ||
| 2300-3403 | 2300-6202 | 2300-3404 | 2300-6602 | 2300-0182 | 2300-0456 | 2300-2434 | 2300-2584 | 6,10 | 101 | 63 |
| 2300-3405 | 2300-6204 | 2300-3406 | 2300-6604 | 2300-0183 | 2300-0457 | 2300-2435 | 2300-2585 | 6,20 | ||
| 2300-3407 | 2300-6206 | 2300-3408 | 2300-6606 | 2300-0184 | 2300-0458 | 2300-2436 | 2300-2586 | 6,30 | ||
| 2300-3409 | 2300-6208 | 2300-3410 | 2300-6608 | 2300-0307 | 2300-0561 | 2300-2437 | 2300-2587 | 6,40 | ||
| 2300-3411 | 2300-6212 | 2300-3412 | 2300-6612 | 2300-0185 | 2300-0459 | 2300-2438 | 2300-2588 | 6,50 | ||
| 2300-3413 | 2300-6214 | 2300-3414 | 2300-6614 | 2300-0308 | 2300-0562 | 2300-2439 | 2300-2589 | 6,60 | ||
| 2300-3415 | 2300-6216 | 2300-3416 | 2300-6616 | 2300-0186 | 2300-0460 | 2300-2440 | 2300-2590 | 6,70 | ||
| 2300-3417 | 2300-6218 | 2300-3418 | 2300-6618 | 2300-0309 | 2300-0563 | 2300-2441 | 2300-2591 | 6,80 | 109 | 69 |
| 2300-3419 | 2300-6222 | 2300-3420 | 2300-6622 | 2300-0310 | 2300-0564 | 2300-2442 | 2300-2592 | 6,90 | ||
| 2300-3421 | 2300-6224 | 2300-3422 | 2300-6624 | 2300-0187 | 2300-0461 | 2300-2443 | 2300-2593 | 7,00 | ||
| 2300-3423 | 2300-6226 | 2300-3424 | 2300-6626 | 2300-0188 | 2300-0462 | 2300-2444 | 2300-2594 | 7,10 | ||
| 2300-3425 | 2300-6228 | 2300-3426 | 2300-6628 | 2300-0189 | 2300-0463 | 2300-2445 | 2300-2595 | 7,20 | ||
| 2300-3427 | 2300-6232 | 2300-3428 | 2300-6632 | 2300-0190 | 2300-0464 | 2300-2446 | 2300-2596 | 7,30 | ||
| 2300-6233 | 2300-6234 | 2300-6633 | 2300-6634 | 2300-5052 | 2300-5053 | 2300-5054 | 2300-5055 | 7,40 | ||
| 2300-3429 | 2300-6236 | 2300-3430 | 2300-6636 | 2300-0191 | 2300-0465 | 2300-2447 | 2300-2597 | 7,50 | ||
| 2300-3431 | 2300-6238 | 2300-3432 | 2300-6638 | 2300-0192 | 2300-0466 | 2300-2448 | 2300-2598 | 7,60 | 117 | 75 |
| 2300-3433 | 2300-6242 | 2300-3434 | 2300-6642 | 2300-0193 | 2300-0467 | 2300-2449 | 2300-2599 | 7,70 | ||
| 2300-3435 | 2300-6244 | 2300-3436 | 2300-6644 | 2300-0194 | 2300-0468 | 2300-2450 | 2300-2600 | 7,80 | ||
| 2300-3437 | 2300-6246 | 2300-3438 | 2300-6646 | 2300-0311 | 2300-0565 | 2300-2451 | 2300-2601 | 7,90 | ||
| 2300-3439 | 2300-6248 | 2300-3440 | 2300-6648 | 2300-0195 | 2300-0469 | 2300-2452 | 2300-2602 | 8,00 | ||
| 2300-3441 | 2300-6252 | 2300-3442 | 2300-6652 | 2300-0196 | 2300-0470 | 2300-2453 | 2300-2603 | 8,10 | ||
| 2300-3443 | 2300-6254 | 2300-3444 | 2300-6654 | 2300-0197 | 2300-0471 | 2300-2454 | 2300-2604 | 8,20 | ||
| 2300-3445 | 2300-6256 | 2300-3446 | 2300-6656 | 2300-0198 | 2300-0472 | 2300-2455 | 2300-2605 | 8,30 | ||
| 2300-3447 | 2300-6258 | 2300-3448 | 2300-6658 | 2300-0199 | 2300-0473 | 2300-2456 | 2300-2606 | 8,40 | ||
| 2300-3449 | 2300-6262 | 2300-3450 | 2300-6662 | 2300-0200 | 2300-0474 | 2300-2457 | 2300-2607 | 8,50 | ||
| 2300-3451 | 2300-6264 | 2300-3452 | 2300-6664 | 2300-0312 | 2300-0566 | 2300-2458 | 2300-2608 | 8,60 | 125 | 81 |
| 2300-3453 | 2300-6266 | 2300-3454 | 2300-6666 | 2300-0201 | 2300-0475 | 2300-2459 | 2300-2609 | 8,70 | ||
| 2300-3455 | 2300-6268 | 2300-3456 | 2300-6668 | 2300-0313 | 2300-0567 | 2300-2460 | 2300-2610 | 8,80 | ||
| 2300-3457 | 2300-6272 | 2300-3458 | 2300-6672 | 2300-0202 | 2300-0476 | 2300-2461 | 2300-2611 | 8,90 | ||
| 2300-3459 | 2300-6274 | 2300-3460 | 2300-6674 | 2300-0203 | 2300-0477 | 2300-2462 | 2300-2612 | 9,00 | ||
| 2300-3461 | 2300-6276 | 2300-3462 | 2300-6676 | 2300-0314 | 2300-0568 | 2300-2463 | 2300-2613 | 9,10 | ||
| 2300-3463 | 2300-6278 | 2300-3464 | 2300-6678 | 2300-0204 | 2300-0478 | 2300-2464 | 2300-2614 | 9,20 | ||
| 2300-3465 | 2300-6282 | 2300-3466 | 2300-6682 | 2300-0315 | 2300-0569 | 2300-2465 | 2300-2615 | 9,30 | ||
| 2300-3467 | 2300-6284 | 2300-3468 | 2300-6684 | 2300-0316 | 2300-0570 | 2300-2466 | 2300-2616 | 9,40 | ||
| 2300-3469 | 2300-6286 | 2300-3470 | 2300-6686 | 2300-0205 | 2300-0479 | 2300-2467 | 2300-2617 | 9,50 | ||
| 2300-3471 | 2300-6288 | 2300-3472 | 2300-6688 | 2300-0206 | 2300-0480 | 2300-2468 | 2300-2618 | 9,60 | 133 | 87 |
| 2300-3473 | 2300-6292 | 2300-3474 | 2300-6692 | 2300-0207 | 2300-0481 | 2300-2469 | 2300-2619 | 9,70 | ||
| 2300-3475 | 2300-6294 | 2300-3476 | 2300-6694 | 2300-0317 | 2300-0571 | 2300-2470 | 2300-2620 | 9,80 | ||
| 2300-3477 | 2300-6296 | 2300-3478 | 2300-6696 | 2300-0318 | 2300-0572 | 2300-2471 | 2300-2621 | 9,90 | ||
| 2300-3479 | 2300-6298 | 2300-3480 | 2300-6698 | 2300-0208 | 2300-0482 | 2300-2472 | 2300-2622 | 10,00 | ||
| 2300-3481 | 2300-6302 | 2300-3482 | 2300-6702 | 2300-0209 | 2300-0483 | 2300-2473 | 2300-2623 | 10,10 | ||
| 2300-3483 | 2300-6304 | 2300-3484 | 2300-6704 | 2300-0210 | 2300-0484 | 2300-2474 | 2300-2624 | 10,20 | ||
| 2300-3485 | 2300-6306 | 2300-3486 | 2300-6706 | 2300-0319 | 2300-0573 | 2300-2475 | 2300-2625 | 10,30 | ||
| 2300-3487 | 2300-6308 | 2300-3488 | 2300-6708 | 2300-0211 | 2300-0485 | 2300-2476 | 2300-2626 | 10,40 | ||
| 2300-3489 | 2300-6312 | 2300-3490 | 2300-6712 | 2300-0212 | 2300-0486 | 2300-2477 | 2300-2627 | 10,50 | ||
| 2300-3491 | 2300-6314 | 2300-3492 | 2300-6714 | 2300-0320 | 2300-0574 | 2300-2478 | 2300-2628 | 10,60 | ||
| 2300-3493 | 2300-6316 | 2300-3494 | 2300-6716 | 2300-0213 | 2300-0487 | 2300-2479 | 2300-2629 | 10,70 | 142 | 94 |
| 2300-3495 | 2300-6318 | 2300-3496 | 2300-6718 | 2300-0321 | 2300-0575 | 2300-2480 | 2300-2630 | 10,80 | ||
| 2300-3497 | 2300-6322 | 2300-3498 | 2300-6722 | 2300-0322 | 2300-0576 | 2300-2481 | 2300-2631 | 10,90 | ||
| 2300-3499 | 2300-6324 | 2300-3500 | 2300-6724 | 2300-0214 | 2300-0488 | 2300-2482 | 2300-2632 | 11,00 | ||
| 2300-3501 | 2300-6326 | 2300-3502 | 2300-6726 | 2300-0323 | 2300-0577 | 2300-2483 | 2300-2633 | 11,10 | ||
| 2300-3503 | 2300-6328 | 2300-3504 | 2300-6728 | 2300-0215 | 2300-0489 | 2300-2484 | 2300-2634 | 11,20 | ||
| 2300-3505 | 2300-6332 | 2300-3506 | 2300-6732 | 2300-0324 | 2300-0578 | 2300-2485 | 2300-2635 | 11,30 | ||
| 2300-3507 | 2300-6334 | 2300-3508 | 2300-6734 | 2300-0325 | 2300-0579 | 2300-2486 | 2300-2636 | 11,40 | ||
| 2300-3509 | 2300-6336 | 2300-3510 | 2300-6736 | 2300-0216 | 2300-0490 | 2300-2487 | 2300-2637 | 11,50 | ||
| 2300-6337 | 2300-6338 | 2300-6737 | 2300-6738 | 2300-5056 | 2300-5057 | 2300-5058 | 2300-5059 | 11,60 | ||
| 2300-3511 | 2300-6342 | 2300-3512 | 2300-6742 | 2300-0217 | 2300-0491 | 2300-2488 | 2300-2638 | 11,70 | ||
| 2300-3513 | 2300-6344 | 2300-3514 | 2300-6744 | 2300-0326 | 2300-0580 | 2300-2489 | 2300-2639 | 11,80 | ||
| 2300-3515 | 2300-6346 | 2300-3516 | 2300-6746 | 2300-0218 | 2300-0492 | 2300-2490 | 2300-2640 | 11,90 | 151 | 101 |
| 2300-3517 | 2300-6348 | 2300-3518 | 2300-6748 | 2300-0219 | 2300-0493 | 2300-2491 | 2300-2641 | 12,00 | ||
| 2300-6351 | 2300-6352 | 2300-6751 | 2300-6752 | 2300-0327 | 2300-0581 | 2300-2492 | 2300-2642 | 12,10 | ||
| 2300-6353 | 2300-6354 | 2300-6753 | 2300-6754 | 2300-0328 | 2300-0582 | 2300-2493 | 2300-2643 | 12,20 | ||
| 2300-6355 | 2300-6356 | 2300-6755 | 2300-6756 | 2300-0329 | 2300-0583 | 2300-2494 | 2300-2644 | 12,30 | ||
| 2300-6357 | 2300-6358 | 2300-6757 | 2300-6758 | 2300-0330 | 2300-0584 | 2300-2495 | 2300-2645 | 12,40 | ||
| 2300-6361 | 2300-6362 | 2300-6761 | 2300-6762 | 2300-0220 | 2300-0494 | 2300-2496 | 2300-2646 | 12,50 | ||
| 2300-6363 | 2300-6364 | 2300-6763 | 2300-6764 | 2300-0331 | 2300-0585 | 2300-2497 | 2300-2647 | 12,60 | ||
| 2300-6365 | 2300-6366 | 2300-6765 | 2300-6766 | 2300-0221 | 2300-0495 | 2300-2498 | 2300-2648 | 12,70 | ||
| 2300-6367 | 2300-6368 | 2300-6767 | 2300-6768 | 2300-0332 | 2300-0586 | 2300-2499 | 2300-2649 | 12,80 | ||
| 2300-6371 | 2300-6372 | 2300-6771 | 2300-6772 | 2300-5061 | 2300-5062 | 2300-5063 | 2300-5064 | 12,90 | ||
| 2300-6373 | 2300-6374 | 2300-6773 | 2300-6774 | 2300-0222 | 2300-0496 | 2300-2500 | 2300-2650 | 13,00 | ||
| 2300-6375 | 2300-6376 | 2300-6775 | 2300-6776 | 2300-0333 | 2300-0587 | 2300-2501 | 2300-2651 | 13,10 | ||
| 2300-6377 | 2300-6378 | 2300-6777 | 2300-6778 | 2300-0223 | 2300-0497 | 2300-2502 | 2300-2652 | 13,20 | ||
| 2300-6381 | 2300-6382 | 2300-6781 | 2300-6782 | 2300-0334 | 2300-0588 | 2300-2503 | 2300-2653 | 13,30 | 160 | 108 |
| 2300-6383 | 2300-6384 | 2300-6783 | 2300-6784 | 2300-5065 | 2300-5066 | 2300-5067 | 2300-5068 | 13,40 | ||
| 2300-6385 | 2300-6386 | 2300-6785 | 2300-6786 | 2300-0224 | 2300-0498 | 2300-2504 | 2300-2654 | 13,50 | ||
| 2300-6387 | 2300-6388 | 2300-6787 | 2300-6788 | 2300-5069 | 2300-5071 | 2300-5072 | 2300-5073 | 13,60 | ||
| 2300-6391 | 2300-6392 | 2300-6791 | 2300-6792 | 2300-0225 | 2300-0499 | 2300-2505 | 2300-2655 | 13,70 | ||
| 2300-6393 | 2300-6394 | 2300-6793 | 2300-6794 | 2300-5074 | 2300-5075 | 2300-5076 | 2300-5077 | 13,75 | ||
| 2300-6395 | 2300-6396 | 2300-6795 | 2300-6796 | 2300-0335 | 2300-0589 | 2300-2506 | 2300-2656 | 13,80 | ||
| 2300-6397 | 2300-6398 | 2300-6797 | 2300-6798 | 2300-5078 | 2300-5079 | 2300-5081 | 2300-5082 | 13,90 | ||
| 2300-6401 | 2300-6402 | 2300-6801 | 2300-6802 | 2300-0226 | 2300-0500 | 2300-2507 | 2300-2657 | 14,00 | ||
| 2300-6403 | 2300-6404 | 2300-6803 | 2300-6804 | 2300-0227 | 2300-0501 | 2300-2508 | 2300-2658 | 14,25 | 169 | 114 |
| 2300-6405 | 2300-6406 | 2300-6805 | 2300-6806 | 2300-0228 | 2300-0502 | 2300-2509 | 2300-2659 | 14,50 | ||
| 2300-6407 | 2300-6408 | 2300-6807 | 2300-6808 | 2300-0336 | 2300-0590 | 2300-2510 | 2300-2660 | 14,75 | ||
| 2300-6411 | 2300-6412 | 2300-6811 | 2300-6812 | 2300-0230 | 2300-0504 | 2300-2511 | 2300-2661 | 15,00 | ||
| 2300-6413 | 2300-6414 | 2300-6813 | 2300-6814 | 2300-0231 | 2300-0505 | 2300-2512 | 2300-2662 | 15,25 | 178 | 120 |
| 2300-6415 | 2300-6416 | 2300-6815 | 2300-6816 | 2300-0232 | 2300-0506 | 2300-2513 | 2300-2663 | 15,40 | ||
| 2300-6417 | 2300-6418 | 2300-6817 | 2300-6818 | 2300-0233 | 2300-0507 | 2300-2514 | 2300-2664 | 15,50 | ||
| 2300-6421 | 2300-6422 | 2300-6821 | 2300-6822 | 2300-0337 | 2300-0591 | 2300-2515 | 2300-2665 | 15,75 | ||
| 2300-6423 | 2300-6424 | 2300-6823 | 2300-6824 | 2300-0234 | 2300-0508 | 2300-2516 | 2300-2666 | 16,00 | ||
| 2300-6425 | 2300-6426 | 2300-6825 | 2300-6826 | 2300-0235 | 2300-0509 | 2300-2517 | 2300-2667 | 16,25 | 184 | 125 |
| 2300-6427 | 2300-6428 | 2300-6827 | 2300-6828 | 2300-0236 | 2300-0510 | 2300-2518 | 2300-2668 | 16,50 | ||
| 2300-6431 | 2300-6432 | 2300-6831 | 2300-6832 | 2300-0338 | 2300-0592 | 2300-2519 | 2300-2669 | 16,75 | ||
| 2300-6433 | 2300-6434 | 2300-6833 | 2300-6834 | 2300-0237 | 2300-0511 | 2300-2520 | 2300-2670 | 17,00 | ||
| 2300-6435 | 2300-6436 | 2300-6835 | 2300-6836 | 2300-0238 | 2300-0512 | 2300-2521 | 2300-2671 | 17,25 | 191 | 130 |
| 2300-6437 | 2300-6438 | 2300-6837 | 2300-6838 | 2300-0239 | 2300-0513 | 2300-2522 | 2300-2672 | 17,40 | ||
| 2300-6441 | 2300-6442 | 2300-6841 | 2300-6842 | 2300-0240 | 2300-0514 | 2300-2523 | 2300-2673 | 17,50 | ||
| 2300-6443 | 2300-6444 | 2300-6843 | 2300-6844 | 2300-0339 | 2300-0593 | 2300-2524 | 2300-2674 | 17,75 | ||
| 2300-6445 | 2300-6446 | 2300-6845 | 2300-6846 | 2300-0241 | 2300-0515 | 2300-2525 | 2300-2675 | 18,00 | ||
| 2300-6447 | 2300-6448 | 2300-6847 | 2300-6848 | 2300-0242 | 2300-0516 | 2300-2526 | 2300-2676 | 18,25 | 198 | 135 |
| 2300-6451 | 2300-6452 | 2300-6851 | 2300-6852 | 2300-0243 | 2300-0517 | 2300-2527 | 2300-2677 | 18,50 | ||
| 2300-6453 | 2300-6454 | 2300-6853 | 2300-6854 | 2300-0244 | 2300-0518 | 2300-2528 | 2300-2678 | 18,75 | ||
| 2300-6455 | 2300-6456 | 2300-6855 | 2300-6856 | 2300-0245 | 2300-0519 | 2300-2529 | 2300-2679 | 19,00 | ||
| 2300-6457 | 2300-6458 | 2300-6857 | 2300-6858 | 2300-0246 | 2300-0520 | 2300-2530 | 2300-2680 | 19,25 | 205 | 140 |
| 2300-6461 | 2300-6462 | 2300-6861 | 2300-6862 | 2300-0247 | 2300-0521 | 2300-2531 | 2300-2681 | 19,40 | ||
| 2300-6463 | 2300-6464 | 2300-6863 | 2300-6864 | 2300-0248 | 2300-0522 | 2300-2532 | 2300-2682 | 19,50 | ||
| 2300-6465 | 2300-6466 | 2300-6865 | 2300-6866 | 2300-0340 | 2300-0594 | 2300-2533 | 2300-2683 | 19,75 | ||
| 2300-6467 | 2300-6468 | 2300-6867 | 2300-6868 | 2300-0249 | 2300-0523 | 2300-2534 | 2300-2684 | 20,00 | ||
| ________________ * Соответствует оригиналу. — Примечание «КОДЕКС». | ||||||||||
Пример условного обозначения сверла повышенной точности диаметром =15 мм, правого, исполнения 1, класса точности А1:
Сверло 2300-6411-А1 ГОСТ 10902-77
Пример условного обозначения сверла нормальной точности диаметром =15 мм, правого, исполнения 1, класса точности В:
Сверло 2300-0230 ГОСТ 10902-77
То же, класса точности В1:
Сверло 2300-0230-В1 ГОСТ 10902-77
1, 2. (Измененная редакция, Изм. N 1, 2).
3. Основные размеры сверл с промежуточными диаметрами, отличающимися от регламентируемых в стандарте, указаны в приложении. (Введен дополнительно, Изм. N 1).
4. Центровые отверстия — по ГОСТ 14034. Допускается изготовление сверл без центровых отверстий.
5. Размеры поводков сверл — по СТ СЭВ 198.
6. Технические требования — по ГОСТ 2034.
7. Сверла могут выполняться как с шейкой, так и без нее. Размеры шейки не регламентируются.
8. Конструктивные элементы и геометрические параметры режущих элементов сверл — по ГОСТ 4010.
ПРИЛОЖЕНИЕ Справочное
ОСНОВНЫЕ РАЗМЕРЫ СВЕРЛ С ПРОМЕЖУТОЧНЫМИ ДИАМЕТРАМИ
Основные размеры сверл с промежуточными диаметрами, отличающимися от регламентируемых в стандарте, должны соответствовать указанным в приведенной таблице.
мм
| свыше | до | ||
| 0,24 | 0,30 | 3 | 19 |
| 0,30 | 0,38 | 4 | 19 |
| 0,38 | 0,48 | 5 | 20 |
| 0,48 | 0,53 | 6 | 22 |
| 0,53 | 0,60 | 7 | 24 |
| 0,60 | 0,67 | 8 | 26 |
| 0,67 | 0,75 | 9 | 28 |
| 0,75 | 0,85 | 10 | 30 |
| 0,85 | 0,95 | 11 | 32 |
| 0,95 | 1,06 | 12 | 34 |
| 1,06 | 1,18 | 14 | 36 |
| 1,18 | 1,32 | 16 | 38 |
| 1,32 | 1,50 | 18 | 40 |
| 1,50 | 1,70 | 20 | 43 |
| 1,70 | 1,90 | 22 | 46 |
| 1,90 | 2,12 | 24 | 49 |
| 2,12 | 2,36 | 27 | 53 |
| 2,36 | 2,65 | 30 | 57 |
| 2,65 | 3,00 | 33 | 61 |
| 3,00 | 3,35 | 36 | 65 |
| 3,35 | 3,75 | 39 | 70 |
| 3,75 | 4,25 | 43 | 75 |
| 4,25 | 4,75 | 47 | 80 |
| 4,75 | 5,30 | 52 | 86 |
| 5,30 | 6,00 | 57 | 93 |
| 6,00 | 6,70 | 63 | 101 |
| 6,70 | 7,50 | 69 | 109 |
| 7,50 | 8,50 | 75 | 117 |
| 8,50 | 9,50 | 81 | 125 |
| 9,50 | 10,60 | 87 | 133 |
| 10,60 | 11,80 | 94 | 142 |
| 11,80 | 13,20 | 101 | 151 |
| 13,20 | 14,00 | 108 | 160 |
| 14,00 | 15,00 | 114 | 169 |
| 15,00 | 16,00 | 120 | 178 |
| 16,00 | 17,00 | 125 | 185 |
| 17,00 | 18,00 | 130 | 195 |
| 18,00 | 19,00 | 135 | 200 |
| 19,00 | 20,00 | 140 | 205 |
| 20,00 | 21,20 | 145 | 210 |
Длины и могут изменяться в пределах одного интервала диаметров между минимальным и максимальным значениями, соответствующими приведенным в таблице для ближайшего нижнего и верхнего предела интервала. Например, для диаметра 4,1 мм длина может изменяться от 39 до 47 мм при номинальном значении 43 мм, а длина может изменяться от 70 до 80 мм при номинальном значении 75 мм. Примечание. Значения диаметров сверл, указанные в приложении, не рекомендуется использовать. ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 1). Текст документа сверен по: официальное издание Сверла спиральные. Часть 1: Сб. ГОСТов. — М.: ИПК Издательство стандартов, 2003
Классификация сверл по назначению
Для каждого материала рекомендовано применять определенный тип сверл. Неграмотное использование режущего инструмента часто приводит к порче оборудования, фурнитуры и, естественно, исходного материала. Чтобы избежать подобных ошибок, нужно знать, какой тип сверла наиболее качественно справится с конкретной работой.
Сверла для работы с металлом
Сверление в металле проводят обычно фрезеровальным, спиральным или ступенчатым сверлом. Материалом изготовления таких сверл обычно служит быстрорежущая сталь. Об этом должна свидетельствовать соответствующая маркировка. Если она отсутствует, к изделию следует отнестись с осторожностью – на строительном рынке много некачественных подделок. В приведенной ниже таблице содержится информация, сверло какой маркировки подходит для определенного типа металла.
| Маркировка на российских изделиях | Маркировка на иностранных изделиях | Характеристики, область применения |
| М1 | HSS-R, HSS | Основные сверла по металлу со средней износостойкостью, не очень устойчивы к перегреву и ударным воздействиям, но стоят при этом недорого. Можно сверлить неглубокие отверстия. |
| Р6М5, М2 | HSS-G | Имеют обширный спектр применения. Высокие показатели износостойкости, прочности, стойкости к ударным воздействиям. Подходят для формирования отверстий любой глубины в листах углеродистой и легированной стали, в сплавах чугуна и цветных металлов. |
| Р6М5К5, М35 | HSS Co, HSS-E | Рекомендованы для обработки нержавеющих сталей. |
| — | HSS-G TiAlN, HSS-G TiN | Сверла по металлу максимальной твердости и термоустойчивости. Стоимость инструмента высока, но можно сверлить особо прочные металлы, титановые сплавы. Заточка сверл данного типа не допускается. |
Помимо маркировки о назначении инструмента может свидетельствовать угол заточки. Чем он острее, тем мягче должен быть сплав. Для таких случаев оптимален угол в 80-90º, для сверления чугунных и стальных сплавов – 100-120º, для более твердых металлов – 130-140º.
Сверла по дереву
Для работы с древесиной применяют следующие виды сверл:
- спиральные;
- перовые;
- спираль Левиса;
- Форстнера;
- фрезеровальные и др.
Спиральное сверло по дереву визуально мало чем отличается от сверла по металлу, но ему необходима особая заточка с центрирующим шипом. Поэтому для выполнения отверстий повышенной точности и с гладкой чистой поверхностью, нужно использовать сверло по дереву с соответствующей рабочей поверхностью, изготовленное из углеродистой или инструментальной стали.
Сверла по бетону/кирпичу
Для работы с кирпичом, бетоном, камнем и подобными материалами требуется специальное сверло по бетону с напайкой из сплава повышенной твердости, например, победита, на наконечнике рабочей поверхности. Сама операция по сверлению бетона несколько иная: сверло или бур вместе с вращательными движениями должны совершать ударно-поступательные. В этом случае камень будет не резаться, а дробиться. Дрелью, даже ударной, сделать отверстие в бетоне глубиной более чем 6 мм будет тяжело. Поэтому для работ по бетону, кирпичу или камню необходим перфоратор и сверла повышенной прочности.
Для выполнения отверстий большого диаметра в бетоне, кирпиче или камне поможет корончатое сверло с алмазным напылением или зубьями из твердых сплавов.
Сверло по кафелю/стеклу
Работа с кафелем/стеклом требует особой осторожности и, соответственно, специального инструмента. Для этих целей используют трубчатые алмазные сверла (коронку), а также перовые (копьевидные) с напайкой их карбида вольфрама или победита. Эффективность у инструментов данных конфигураций одинакова, однако для сверления больших отверстий в кафеле лучше использовать коронку, а в стекле – перовое. Чтобы изготовить большие отверстия в кафеле применяют приспособление «балерина». На минимальных оборотах сверление выполняют с оборота плитки.
Универсальные сверла
Помимо сверл узкого назначения, существуют универсальные. Они могут продаваться отдельно или в наборе. Благодаря особой заточке такими сверлами можно обрабатывать практически любые материалы от древесины до стали и керамики. Чаще всего это инструмент с победитовой напайкой. На упаковке с набором сверл обычно указывается, для каких материалов они пригодны.
Заточка сверл
В процессе эксплуатации изнашивается любое сверло. С древесиной можно работать, не задумываясь о заточке сверла месяцами. Но для сверления металла острота инструмента чрезвычайно важна. Только хорошо заточенное сверло способно справиться с этим материалом. Рассмотрим признаки, при которых сверлу требуется немедленная заточка.
- медленное и неравномерное погружение в обрабатываемый материал;
- сильное нагревание во время работы;
- «зажевывание» материала вместо резки;
- сверление сопровождается скрипящее-визжащим звуком;
- края законченных изделий имеют неровные края и шероховатую внутреннюю поверхность.
Чаще всего подобные сверла идут на выброс, либо эксплуатируются для мягких материалов – многие мастера не считают нужным давать инструменту вторую жизнь. Однако в бытовых условиях можно соорудить приспособление для заточки сверл из имеющихся практически в каждой мастерской инструментов.