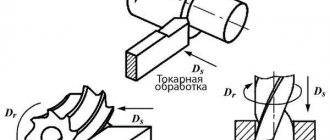
Режимы резания в механообработке — это совокупность рабочих параметров, определяющих, с какой скоростью, силой и на какую глубину происходит погружение резца в деталь в процессе удаления с ее поверхности слоя металла.
Их базовые значения определяются расчетным путем на основании геометрии режущей кромки инструмента и обрабатываемого изделия, а также скорости их сближения. На реальные процессы обработки металла оказывает влияние множество факторов, связанных с особенностями применяемого инструмента, станочного оборудования и обрабатываемого материала.
Поэтому для расчета технологических режимов резания применяются эмпирические формулы. А базовые значения входят в их состав вместе с такими справочными величинами, как группы поправочных коэффициентов, величина стойкости, параметры условий обработки и пр.
Режимы резания влияют не только на заданную точность и класс обработки изделия. От них зависит сила, с которой кромка инструмента воздействует на металл, что напрямую влияет на потребляемую мощность, уровень выделения тепла и скорость износа инструмента.
Поэтому расчет их параметров является одной из основных задач технологических служб предприятий. Несмотря на множество разновидностей металлорежущего оборудования и инструмента, в основе всей механообработки лежат единые закономерности.
Поэтому методики вычисления режимов резания унифицированы и систематизированы в три основные группы: для токарных работ, для сверления и для фрезерования. Все остальные виды расчетов являются производными.
Вторым после точения, самым распространенным видом механической обработки является сверление. К нему же приравнивается развертывание, зенковка, рассверливание. При расчете режимов резания можно, пренебрегая жесткостью системы обработки, представить, что это одновременное растачивание несколькими резцами, поэтому принцип расчета будет аналогичен токарной обработке. Однако при малых диаметрах сверла, менее 10 мм, режимы резания расчитываются исходя из целостности сверла после обработки. Другими словами, режимы считаются таким образом, чтобы сверло не изломалось, поэтому расчет производится исходя из характеристик прочности инструмента.
Однако, во время экспериментов с методикой, было выявлена ошибка, в связи с которой скорость резания была слишком высока, это выражалось длительностью сверления, но высокой стойкостью инструмента, и высоким качеством обработки. Плюс это или минус необходимо решать при определенной задаче, поскольку низкие подачи могут вызвать быстрое затупление режущей части (или даже налипание), однако при слишком высоких подачах вероятен излом инструмента, не говоря уже о понижении безопасности обработки.
С нашей методикой расчета режимов для сверления можно ознакомиться ниже. В соответствующей теме форума можно скачать макрос автоматического расчета режимов резания для сверлильных работ.
Методика расчета режимов резания при сверлильных работах
При сверлильных работах рекомендуется задавать режимы исходя из мощности используемого оборудования. Наиболее удобный материал режущего инструмента – быстрорежущая сталь (Р18, Р6М5). Подачи при сверлильных работах вычислять по формуле:
S- подача, мм/об
D- диаметр сверла, мм
С- коэффициент, зависящий от обрабатывемого материала и иных технологических факторов (чистота поверхности, наличие дальнейшей обработки и т.д) (таблица 1)
Kls- коэффициент на подачу, зависящий от условия выхода стружки (таблица 2)
| Обрабатываемый материал | НВ | Группа подач, определяемая технологическими факторами | ||
| I | II | III | ||
| Сталь | ≤160 | 0,085 | 0,063 | 0,042 |
| 160-240 | 0,063 | 0,047 | 0,031 | |
| 240-300 | 0,046 | 0,038 | 0,023 | |
| >300 | 0,038 | 0,028 | 0,019 | |
| Чугун | ≤170 | 0,130 | 0,097 | 0,065 |
| >170 | 0,078 | 0,058 | 0,039 | |
| Цветные металлы | Мягкие | 0,170 | 0,130 | 0,085 |
| Твердые | 0,130 | 0,097 | 0,065 | |
Таблица 1
I группа подач- сверление глухих отверстий или рассверливание без допуска по 5-му классу точности или под последующее рассверливание
II группа подач- сверление глухих и сквозных отверстий в деталях нежесткой конструкции, сверление под резьбу и рассверливание под последующую обработку зенкером или развертками
III группа подач- сверление глухих и сквозных отверстий и рассверливание под дальнейшую обработку
| Длина отверстия в диаметрах до | 3 | 4 | 5 | 6 | 8 | 10 |
| Коэффициент Kls | 1.00 | 0.95 | 0.90 | 0.85 | 0.80 | 0.70 |
Таблица 2
Режимы резания при сверлении
Затрачиваемая мощность при сверлении зависит от крутящего момента. Крутящий момент вычисляется по формуле:
Мкр- крутящий момент, воспринимаемый сверлом при резании, Н*м
См, q, y- коэффициенты на крутящий момент при сверлении, зависящий от условий резания (таблица 3)
D- диаметр сверла, мм
S- подача, мм/об
Кмр- коэффициент на крутящий момент, зависящий от механических свойств материала (таблица 4)
| Обрабатываемый материал | См | q | y |
| Сталь конструкционная углеродистая, | 0,0345 | 2,0 | 0,8 |
| Серый чугун 190 НВ | 0,021 | 2,0 | 0,8 |
| Медные сплавы | 0,012 | 2,0 | 0,8 |
| Алюминиевые сплавы | 0,005 | 2,0 | 0,8 |
Таблица 3
| Обрабатываемый материал | КМР | Показатель n | ||
| Сталь | С ≤0.6% | -1,0 | ||
| 1,75 | ||||
| 1,75 | ||||
| хромистая сталь | 1,75 | |||
| С>0.6% | 1,75 | |||
| Чугун серый | 1,7 | |||
| Медные сплавы | 1 | — | ||
| Алюминиевые сплавы | 1 | — | ||
Таблица 4
У нормальных сверл диаметром выше 10 мм не возникает опасности излома от чрезмерно большого крутящего момента, так как для этих диаметров наибольшие напряжения, возникающие в сверле, обычно лимитируются скоростью затупления при возрастании скорости резания и подачи. Для сверл диаметра меньше 10 мм, крутящий момент рекомендуется рассчитывать по ф-ле ,
для обеспечения целостности инструмента.
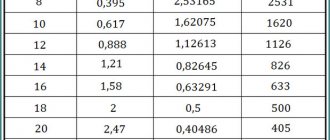
Приравняв и можно вычислить максимально возможные подачи для сверл малого диаметра при сверлении заданного материала (таблица 5).
| Обрабатываемый материал | Сталь | Чугун | Медные сплавы | Алюминиевые сплавы |
| Максимально возможная подача, мм/об | 0,01 | 0,019 | 0,037 | 0,11 |
Таблица 5
Для обеспечения жесткости СПИД при сверлении, необходимо устанавливать сверло в патроне с минимальным по возможности вылетом (больше на 3-5 мм чем глубина обрабатываемого отверстия).
Скорость резания при сверлении вычисляется по формуле:
Частота вращения вычисляется по формуле:
Таблица расчетов режимов при сверлении на станке 2А135 в приложении 1.
Зенкерование и рассверливание
Подача при зенкеровании и рассверливании рассчитывается аналогично по формуле:
Крутящий момент рассчитывается по формуле:
Значения коэффициентов Сm, x, y, q выбирать по таблице 6
| Обрабатываемый материал | См | q | x | y |
| Сталь конструкционная углеродистая, | 0,09 | 1,0 | 0,8 | 0,8 |
| Серый чугун 190 НВ | 0,085 | 1,0 | 0,8 | 0,8 |
| Медные сплавы | 0,031 | 0,85 | 0,8 | 0,8 |
| Алюминиевые сплавы | 0,02 | 0,85 | 0,8 | 0,8 |
Таблица 6
D- диаметр сверла
d- диаметр ранее рассверленного отверстия
Скорость резания рассчитывается по формуле:
Частота вращения вычисляется по формуле:
Развертывание
Для определения крутящего момента при развертывании, каждый зуб инструмента можно рассматривать как расточной резец.
sZ- подача на обин зуб инструмента (равна s/Z)
s- подача, мм/об
Z- число зубьев развертки
Коэффициенты Сp, x, y в таблице 7
| Материал обрабатываемый | Cp | x | y |
| Сталь | 300 | 1 | 0,75 |
| Чугун серый 190 НВ | 92 | 1 | 0,75 |
| Алюминиевые сплавы | 40 | 1 | 0,75 |
| Медные сплавы | 55 | 1 | 0,66 |
Таблица 7
Скорость резания рассчитывается по формуле:
Частота вращения вычисляется по формуле:
Таблица расчетов режимов при развертывании на станке 2А135 в приложении 2.
При введении методики расчетов в системе ТехноПро рекомендуется для сверления и развертывания, подсчитанные режимы внести в информационную базу данных, тем самым, избегая программирования условия расчета и упрощая работу системы. Для расчета режимов при зенкеровании и рассверливании необходимо спрограммировать условия, используя коэффициенты из таблицы 6.
Как правильно сверлить отверстия в металле
При работе с металлом, не обойтись без сверления отверстий. Работы с металлом относятся к сложным операциям. Это обуславливается, что детали из металла обладают высокой прочностью, для обработки которых нужно использовать специальное оборудование и технологии.
Сверлить отверстия может понадобиться в любой сфере и при выполнении работ на даче, дома или в гараже. Даже при ремонте машины, приходиться сверлить отверстия в металле. Если выполнять работу вы собираетесь не на рабочем месте, вам потребуется электрическая дрель или перфоратор с переходным патроном для сверла, а так же керно или метчик, для насечки центровки отверстия.
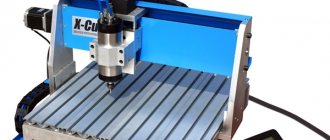
Если вам нужно сделать отверстия в небольших деталях, использовать лучше сверлильный станок. На нём вы будете уверены в правильном направлении сверла, и скорости сверления.
Дружим с металлом
При работе с металлом, для предупреждения блужданий сверла в начале работы необходимо сделать углубление керном (кернение), либо использовать сверла с малым (ступенчатым) диаметром режущей головки. Такая оснастка освобождает от необходимости кернения и не оставляет заусенцы на выходе из металла.
Работая с листовым металлом, для удобства подложите под лист деревянную доску или брусок. Это позволит снизить вдавленную деформацию металла вокруг отверстия и уменьшит число заусенцев на выходе. Образующуюся на поверхности выхода острую кромку отверстия (грат) можно удалить с помощью зенкера или специального устройства для удаления заусенцев. Для получения отверстий большого диаметра можно использовать при первичном прохождении сверло меньшего диаметра, а затем рассверлить получившееся отверстие сверлом нужного диаметра.
Постоянное охлаждение поможет продлить срок службы сверла, предотвратит его перегрев и облом. В качестве охлаждающей жидкости используйте масло или обычную воду.
Азы сверления
Для получения отверстий могут пригодиться две вещи — это надежное закрепление заготовки и жесткая фиксация дрели. Для получения отверстий в заготовках необходимо обеспечить их надежную фиксацию в тисках и предварительно отметить место предполагаемого отверстия. Начинать этот процесс надо на малых оборотах, постепенно увеличивая скорость. Заканчивать также лучше на малых оборотах.
При ручном (не фиксированном) сверлении необходимо удерживать дрель перпендикулярно рабочей поверхности. Чем меньше движений дрелью в стороны, тем больше соответствует диаметр отверстия диаметру сверла.
Закрепив дрель в фиксирующую стойку, можно предотвратить лишние колебания устройства. Так же это позволяет использовать дрели большой мощности для получения отверстий большого диаметра в материалах различной толщины и плотности.
При подклинивании сверла остановите работу. Если дрель снабжена функцией реверса, то, используя ее, аккуратно извлеките оснастку. При отсутствии реверса застрявшее сверло можно освободить с помощью пассатижей и молотка. Чтобы избежать подклинивания оснастки на выходе, используйте небольшие обороты и снизьте силу нажима на дрель. Глубину глухих отверстий можно контролировать, используя ограничитель глубины сверления, который чаще всего идет в комплекте с дрелью.
Какое сверло выбрать для сверления металла
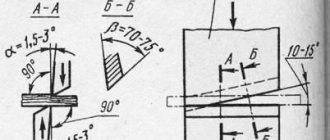
Один из первых вопросов, который задают неопытные мастер-каким сверлом сверлить металл ? На самом деле, ответить грамотно не так и легко. Для обработки металла нужно использовать специальные сверла из быстрорежущей инструментальной стали. В них режущая часть изготовлена с добавлением нитрид-титана.
При выборе сверл для сверления металлов, основные и ходовые являются сверла из быстрорежущей инструментальной стали, в магазине их можно найти по отметке HSS.
При работе с чугуном, нержавейкой и прочими металлами которые тяжело поддаются обработке следует использовать сверла твердосплавного состава. Недостатком их является очень высокая цена, что делает работу дорогой.
Если же выбирать сверла с одним из лучших режущих свойств, это будет инструмент с добавлением кобальта, имеющий маркировку-P6M5K5. Это лучшее соотношение цена и качество.
Можно ли сверлить металл сверлом по бетону ?
Бывает необходимость сделать срочно отверстие в металле, и под рукой только сверло по бетону. На таком сверле наконечник выполнен из победита, который даёт возможность сверлить бетон, кирпич с боем. Воспользоваться таким сверлом для высверливания отверстия в металле не получится. Вы можете слизать победитовый наконечник сверла, особенно если попытаетесь воспользоваться сверлом большого диаметра или для высверливания толстого металла. Подытожив, победитовым сверлом просверлить металл не получится.
Однако, если победит заточить под правильным углом, сверлить металл возможно.
Покоряем дерево
Перед началом сверления дерева можно сделать небольшое углубление шилом в отмеченном месте во избежание соскальзывания сверла или использовать оснастку с острием центрирования.
При работе по дереву, для предотвращения сколов и заусениц на выходе, можно использовать скотч или пластырь, заклеив ими место предполагаемого выхода и удалив только после получения отверстия. С этой же целью можно подложить под выходную поверхность деревянный брусок.
Так же можно применять двухстороннее встречное сверление, исключая выход сверла как таковой, но в данном случае необходимо точно рассчитать место предполагаемого выхода, для получения отверстия с ровным ходом.
Обрабатываем бетон
Традиционным инструментом для рассверливания бетона все-таки признается перфоратор. Однако, если объем работ не так велик, ударная дрель может составить ему успешную конкуренцию.
При отсутствии таковой нам опять помогут пассатижи и молоток. Периодически прерывая процесс работы обычной дрелью, вынимайте сверло, вставляйте в отверстие какой-либо металлический пробойник и, удерживая его пассатижами, наносите несколько ударов молотком. Эти действия вызывают микротрещины бетона на дне отверстия и позволяют сверлу более легко проходить материал.
Работая с бетоном, камнем или кирпичом, используйте специальные сверла с твердосплавными пластинами. Обязательно следите за охлаждением оснастки, хотя, по данным некоторых источников, водяное охлаждение снижает срок их службы, потому будет целесообразно использовать сухое сверление с временными перерывами для охлаждения воздухом.
При сверлении неоднородного материала (например, железобетона) лучше использовать два вида сверл (по бетону и по металлу) для снижения риска изменения хода отверстия и повреждения оснастки. Чтобы предотвратить перегрев сверл необходимо периодически охлаждать их, используя воду или смазочное масло.
Работаем со стеклом и кафелем
Для получения отверстий в стекле и кафельной плитке используйте специальные сверла с конической твердосплавной напайкой. Для предотвращения соскальзывания с намеченной точки начала сверления наклейте на это место изолирующий материал, на плитке возможно слегка отколоть глазурь. Постоянно охлаждайте сверло и поверхность, используя воду, уксус или скипидар. Работу со стеклом и керамической плиткой проводите исключительно на малых оборотах двигателя, избегая повреждения швов и стыков.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит. Так вы его испортите.
Производить сверление металла нужно на низких или средних оборотах, не превышая 500-1000 оборотов.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.