Станок 1516. Токарно-карусельный. Технические характеристики
Технические характеристики станка 1516Ф1 это основной показатель пригодности станка к выполнению определенных работ на станке. Для токарно-карусельных станков основными характеристиками является:
- Наибольший диаметр обрабатываемого изделия
- Наибольшая высота обрабатываемого изделия
- Наибольший вес обрабатываемой заготовки
- Число оборотов планшайбы в минуту
Ниже приводится таблица с техническими характеристиками токарно-карусельного станка 1516. Более подробно технические характеристики станка можно посмотреть в паспорте станка 1516, скачать который можно ниже.
| Наименование параметров | Ед.изм. | Величины |
| Максимальный диаметр обрабатываемой детали | мм | 1600 |
| Максимальная высота обрабатываемой детали | мм | 1000 |
| Наибольшая масса обрабатываемой заготовки | кг | 8000 |
| Диаметр планшайбы | мм | 1400 |
| Диапазон частот вращения планшайбы | об/мин | 1.0…200 |
| Диапазон рабочих подач | мм/об | 0.02…10 |
| Мощность двигателя главного привода | кВт | 30 |
| Габариты ( LxBxH ) | мм | 3170x3025x4100 |
| Масса станка | кг | 18100 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице
Паспортные данные
Токарно-карусельный станок 1516 паспорт, которого содержит дополнительные характеристики:
- класс точности – Н согласно ГОСТ 8-71;
- дистанционное управление выбором инструмента – Есть;
- дистанционное управление подачами – Есть;
- Т-образные пазы, размер — 28Н13 мм;
- лимбы управления перемещениями с ценой деления – 0,05 мм.
Скачать паспорт (инструкцию по эксплуатации) токарно-карусельного станка 1516
Характеристики и особенности 1512
Ориентировочные значения основных показателей для базовой комплектации модели приведены в таблице:
| Технические параметры, единица измерения | Рабочий диапазон или предел |
| Класс точности с учетом требований ГОСТ 8-77 | Н |
| ᴓ обрабатываемой заготовки, мм | До 1250 |
| То же, высота, мм | До 1000 |
| ᴓ планшайбы, мм | 1120 |
| Частота ее вращения, об/мин | 5-250 |
| Вес обрабатываемой детали, кг | До 3200 |
| Мощность главного привода, кВт | 30 |
| Вес станка, кг | 16,5 |
Точные технические характеристики зависят от комплектации, у современных моделей 1512 вес обрабатываемой детали увеличен до 5000 кг, при снижении массы самого станка до 14,8 и росте потребляемой мощности до 50,5 кВт. К общим конструктивным особенностям относят:
- Большие размеры и монолитность станины.
- Наличие круглого устойчивого стола со сложной конфигурацией, а именно – корпусом из литого чугуна с ребрами жесткости и кольцевыми выступами в верхней части. При таком исполнении на станке равномерно гасится вибрация, внутрь него не попадают отходы обработки и масляная эмульсия, а на самом столе успешно размещаются тяжелые и крупные заготовки.
- Расположение коробки подачи и бокового суппорта в защитном чугунном корпусе с правой стороны торца, с передачей крутящего момента через 6 валов с постоянным, но не жестким зацеплением. Изменение частоты вращения планшайбы при этом осуществляется дистанционно, число оборотов напрямую зависит от веса обрабатываемой заготовки.
- Наличие вертикального суппортного узла с 5 позиционной головкой, двигающейся как в вертикальном, так горизонтальном направлении. Перемещение осуществляется за счет самостоятельных приводов, в первом случае его обеспечивают направляющие самого узла, во втором траверсы прямоугольной формы. При таком исполнении суппорт поворачивается в обе стороны и изгибается до 45°, что свою очередь позволяет изготавливать сферические и конические детали.
- Наличие бокового суппорта, дублирующего движения верхнего с целью повышения точности обработки и производительности оборудования.
Преимущества применения
Станок 1512 был распространен по всей территории бывшего СССР и успешно экспортировался в другие страны, его характеристики проверены практикой и подтверждены отзывами потребителей. Модель зарекомендовала себя надежной и неприхотливой, к ее основным преимуществам относят:
- Наличие твердосплавных режущих инструментов, возможность обработки разнообразных материалов и металлов с любым составом и степенью закалки.
- Жесткость и устойчивость литого корпуса.
- Высокую мощность привода, обеспечивающую хорошую точность и скорость обработки заготовок, включая крупноформатные.
- Широкий диапазон изменения параметров подачи отдельных узлов, в свою очередь, оказывающий положительное влияние на технологические возможности карусельного станка.
- Продуманность конструкции и кинематической схемы, обеспечение передачи усилий с минимальными потерями энергии и износом рабочих элементов в ходе обработки деталей.
- Универсальность и возможность обработки разнообразных деталей как при выпуске небольших партий, так и условиях серийного производства.
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина.
Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр план-шайбы — Ø 1400 мм
- Наибольший вес обрабатываемой заготовки — 6300 мм
- Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный
1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Описание и назначение оборудования
Данный токарный станок подходит для среднесерийного производства цилиндрических изделий большого диаметра и сравнительно малой длины. Материалом их могут быть различные марки стали и другие виды сплавов. От структуры будущего изделия зависит выбор инструмента
Исполнение одностоечное, с планшайбой внизу и двумя суппортами сверху. Такая компоновка упрощает загрузку и выгрузку продукции и снижает нагрузку на все узлы, включая электродвигатель.
Суппорты отличаются исполнением — один из них вертикальный, другой – горизонтальный. Это позволяет максимально увеличить количество видов резания и охватить заготовку по внутренним и наружным поверхностям.
Допускаемые виды обработки:
- точение цилиндрических и конических поверхностей;
- растачивание отверстий;
- обтачивание плоских торцовых поверхностей;
- прорезание канавок;
- торцевание;
- нарезание резьб;
- фрезерование;
- шлифовка;
- сверление;
- создание криволинейных поверхностей специнструментом.
Часть из перечисленных операций требует дооснащения станка 1516.
Общие сведения
Изготавливает станки карусельные модели 1516 станкостроительный завод в Краснодаре имени Седина.
Токарно-карусельный станок 1516 – это станок, использующийся на производствах с небольшим количеством выпускаемых деталей. На нем проводят обработку заготовок резанием из металлов и сплавов.
Исполнение станка – одностоечное. Для расширения площади обработки плоскостей модель оснащена двумя суппортами. Один вертикальный. На нем закреплена револьверная головка на пять позиций. Смена инструмента, отжим и зажим проходят в полуавтоматическом режиме. Второй суппорт — горизонтальный. На нем закреплен резцедержатель на 4 инструмента.
Возможности у станка 1516 позволяют проводить следующие виды обработки на деталях, имеющих цилиндрическую форму:
- точение снаружи и изнутри (прямое, коническое);
- растачивание снаружи и изнутри (прямое, коническое);
- точение торцов любым их суппортов.
Для расширения технологических операций на токарно-карусельные станки, согласовывая с заказчиком, дополнительно оснащается приспособлениями, производящими для:
- нарезания резьб;
- точения по калибру;
- точения по упорам;
- точения с СОЖ.
Основные преимущества
Токарно-карусельный станок 1516 и его модификации выпускаются уже почти пятьдесят лет. Это модель до сих пор не утратила свою популярность и широко используется как на производственных предприятиях постсоветского пространства, так и в дальнем зарубежье.
Надежность конструкции и выдающиеся технические характеристики обеспечивают токарно-карусельному станку 1516 ряд заметные преимущества перед другими видами токарного оборудования. Среди них можно отметить:
- массивные литые стойка и корпус стола, обеспечивающие жесткость и виброустойчивость станка даже при обработке на предельных режимах;
- широкий диапазон регулировки скоростей перемещения инструмента;
- наличие пятипозиционной револьверной головки в базовой комплектации;
- удобство загрузки и центровки крупногабаритных заготовок;
- низкая трудоемкость и удобство монтажа — станок поставляется в виде крупных сборочных единиц;
- невысокая цена для станка такого габарита и таких технологических возможностей.
Помимо этого, станок 1516 славится простой конструкции, надежностью и долговечностью в эксплуатации. Его ремонт не требует каких-либо особых навыков и знаний и поэтому вполне по силам ремонтному персоналу предприятия.
Особенности конструкции и требования к обслуживанию
Основные узлы и механизмы станка:
Станина – опорная часть, к которой крепятся все основные элементы, включая корпус
Важно надежно закрепить станок на фундаменте для исключения вибрации Кроме того, требуется усиленный слой бетона, принимая во внимание вес конструкции. Стол, обеспечивающий позиционирование будущей детали. Это грубая чугунная отливка, оборудованная множеством ребер жесткости Подобная конструкция оказывается способной пережить очень большие нагрузки
При необходимости восстанавливается его плоскость. Планшайба с встроенным механизмом зажима заготовки. От исправности модуля зависит безопасность работ и качество обработки, так как в процессе резания прилагается значительная нагрузка. В процессе работы планшайба вращается. При работе необходимо закрывать её защитным кожухом, предотвращающим разлетание стружки, разбрызгивание СОЖ и защищающим в случае раскалывания инструмента. При переналадке кожух отводится в сторону, не мешая доступу. Динамические параметры вращения задаются посредством коробки скоростей Стойки с поперечиной для вертикальной компоновки станочных частей. Они выполнены со значительным запасом прочности и способны выдержать аварийные ситуации. Траверса с двумя суппортами, перемещающаяся по стойкам и способная зафиксироваться в нужном положении. Один из суппортов является револьверным – он состоит из каретки и ползуна с револьверной головкой, в которой размещается режущий инструмент. Второй определяется расточным, и у него на ползуне находится резцедержатель. Так же имеется боковой суппорт для наружной обработки. Повороты ползунов расширяют технологические возможности имеющегося инструмента. Пульт управления, выведенный на штанге к рабочему месту оператора. Это позволяет управлять машиной, контролируя происходящие процессы резания. Все кнопки оказываются под рукой, и при необходимости всегда можно быстро скорректировать или остановить обработку. Коробка подач с приводом. Станция смазки. Процесс происходит централизовано, путем подачи инструментального масла в определенные места смазки. От рабочего требуется контролировать уровень смазочных материалов в системе и поддерживать его. Электрический шкаф. Питание осуществляется от промышленной электрической трехфазной сети. При монтаже необходимо обеспечить свободный доступ, как к электрошкафу, так и другим частям оборудования.
Полное описание приведено в сопроводительной документации. Там же указаны требования по эксплуатации, технике безопасности и регламентным работам. Своевременное обслуживание способно значительно продлить ремонт и избежать множества различных поломок. При выявленном износе, например, зубчатых колес, их лучше сразу заменить, чем ждать накопления погрешностей.
В зависимости от интенсивности использования определяются сроки диагностики, среднего и капитального ремонта.
Технические характеристики
Универсальность станка и количество технологических операций, которые на нем можно производить, напрямую зависят от технических характеристик оборудования. Рассматриваемый токарно-карусельный агрегат относится к станкам нормального класса точности. Технические характеристики агрегата:
- максимальный диаметр обрабатываемой заготовки – 160 см;
- наибольшая высота заготовки, которую можно обрабатывать – 1 метр;
- диапазон вращения планшайбы – 1–250 об/мин;
- бесступенчатая регулировка частоты вращения планшайбы;
- частота вращения планшайбы имеет 2 ступени;
- электродвигатель имеет мощность 55 кВт;
- поперечина перемещается со скоростью 45 м/мин;
- движение суппорта по горизонтали 95 см;
- движение ползуна суппорта в вертикальном направлении – 70 см;
- количество позиций у револьверной головки – 5;
- расстояние хода поперечины 65 см;
- резцедержатель имеет 4 позиции;
- у суппорта 18 подач;
- пределы подач суппорта в диапазоне 0.03–12.5 мм/об;
- максимальный крутящий момент, допустимый по технической документации – 25 кНм.
Также опционально на станок устанавливается система охлаждения, модуль для нарезания резьбы, а также для обточки криволинейных поверхностей. Такие дополнительные инструменты и механизмы способны значительно ускорить работу станка и повысить его производительность.
Габарит рабочего пространства
Рабочее пространство токарно-карусельный станок 1516 — это одна из важнейших его характеристик. Оно определяется максимальными габаритами обрабатываемой заготовки и диапазоном перемещений суппортов и поперечины, от которых зависит позиционирование инструмента во время точения.
Максимальные габариты заготовки в горизонтальной и вертикальной плоскостях:
- предельный диаметр — 1600 мм;
- предельная высота — 1000 мм.
Пределы хода вертикального суппорта:
- по вертикали — 700 мм;
- по горизонтали — 950 мм.
Пределы хода бокового суппорта:
- по вертикали — 1000 мм;
- по горизонтали — 630 мм.
Наибольшее перемещение поперечины по вертикали — 660 мм.
Техника безопасности при работе
Крупногабаритный токарный станок 1516 является объектом опасности при нарушении правил эксплуатации. Поэтому допускаются к работе с ним только лица, прошедшие соответствующее обучение и имеющие квалификацию
Важно соблюдать основы техники безопасности:
- работать необходимо строго в специальной одежде и обуви;
- волосы убрать под головной убор, нельзя, чтобы были свисающие края одежды;
- на холостом ходу изначально нужно проверить работу органов управления, а также исправность системы смазки и охлаждения;
- перед началом работы убедиться, что станок заземлен;
- запрещено подходить к оборудованию в состоянии алкогольного, наркотического опьянения, а также под воздействием медикаментов.
Для безопасности обязательно проверить исправное состояние режима фиксации рычагов включения и выключения, чтобы исключить самопроизвольное переключение с холостого хода на рабочий.
Карусельно-токарный станок 1516 является одним из надежнейших вариантов токарного оборудования, предназначенного для обработки крупногабаритных заготовок из черного и цветного металлов, а также различных сплавов. Агрегат предусматривает возможность выполнения самых разных операций, поэтому считается универсальным станком и пользуется популярностью среди цеховщиков. Основное преимущество в возможности обрабатывать детали весом до 6 тонн.
https://youtube.com/watch?v=ougw705-mQU
Возможности с технологической точки зрения
Главное назначение карусельных станков – обрабатывать сравнительно плоские детали, обладающие круглой конфигурацией. Из возможных заготовок:
- Шестерни.
- Колёсные установки.
- Маховики.
- Крышки.
- Фланцы.
- Диски.
Установка использует стандартный инструмент, включающий развёртки, зенкеры, свёрла, головки с резцами, и тому подобное. К числу основных технологических операций для устройства относят:
- Обработку отверстий при помощи стержневого инструмента.
- Функцию расточки сквозных и ступенчатых отверстий.
- Прорезка канавок в форме круга.
- Протачивание торцов, уступов.
- Наружное точение деталей в форме конуса, цилиндра.
Круг выполняемых операций расширяется при добавлении специального оборудования:
- Притирка, прикатывание при помощи роликов.
- Шлифование, суперфиниширование.
- Нарезание резьбы.
- Глубокое сверление.
- Обработка нелинейных поверхностей, в том числе – сферических.
Переставные прихваты облегчают закрепление заготовок при необходимости. То же самое касается кулачков. В дополнительных самоцентрирующихся патронах устанавливают детали, обладающие небольшим размером.
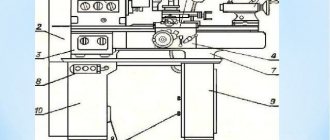
Конструкция и характеристика работы основных узлов токарно-карусельного станка 1531м
Конструкция и основные узлы токарно-карусельного станка 1531м
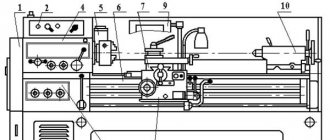
Станина станка
Станина станка состоит из жестко соединенных между собой основания 1 и стойки 8. Во внутренней части основания 1 расположены подшипники шпинделя планшайбы и ее кольцевые направляющие. Стойка 8 имеет вертикальные направляющие для перемещения поперечины 15 и каретки 4 бокового суппорта 12. Во внутренней полости стойки под дверцей 11 помещен шкаф с электрооборудованием станка.
Планшайба
Планшайба 2 с четырьмя закрепленными в ее Т-образных пазах кулачками предназначена для установки, крепления и вращения обрабатываемых изделий. Для зажима изделия каждый из кулачков перемещается отдельным винтом с квадратным хвостовиком.
Поперечина
Поперечина 15 служит для установки вертикального суппорта 16 на высоте, удобной для обработки изделий. Подъем или опускание поперечины производится механизмом, помещенным в коробке 7.
Вертикальный суппорт
Вертикальный суппорт 16 предназначен для перемещения установленных на нем инструментов, обрабатывающих внутренние и верхние поверхности изделий. Он состоит из каретки 17, поворотных салазок 18, ползуна 19 и револьверной головки 34.
Каретка 17 может двигаться по направляющим поперечины 15 для перемещения суппорта в горизонтальном направлении. Если горизонтальным перемещением каретки не пользуются, то для более жесткого положения она закрепляется на направляющих поперечины. Перемещение каретки вручную производится с помощью квадратного хвостовика 26.
Поворотные салазки 18 расположены на каретке 17 и имеют направляющие для движения ползуна 19. С помощью квадратного хвостовика 21 можно повернуть и установить салазки под углом, необходимым для обработки конических поверхностей заготовок.
Ползун 19 предназначен для перемещения в вертикальном направлении установленной на него револьверной головки 34. Если вертикальным перемещением ползуна не пользуются, то он закрепляется на направляющих салазок 18. Масса ползуна уравновешена грузом 20. Перемещение ползуна вручную производится с помощью квадратного хвостовика 24.
Револьверная головка 34 имеет пять гнезд, предназначенных для установки и крепления державок с инструментом. Отжим, поворот на 1/5 оборота и зажим револьверной головки на ползуне 19 производится рукояткой 5.
Револьверная головка
Револьверная головка 34 имеет пять гнезд, предназначенных для установки и крепления державок с инструментом. Отжим, поворот на 1/5 оборота и зажим револьверной головки на ползуне 19 производится рукояткой 5.
Боковой суппорт
Боковой суппорт 12 предназначен для перемещения в вертикальном или горизонтальном направлениях резцов, установленных в резцовую головку 32 для обработки боковых поверхностей изделий. Суппорт состоит из каретки 4, ползуна 3 и резцовой головки 32.
Каретка 4 может перемещаться от механизма подач или быстрых установочных движений по вертикальным направляющим стойки 8. Каретка уравновешена грузом, соединенным с ней тросом 10 и расположенным внутри стойки 8.
Точное перемещение каретки в вертикальном направлении производится вручную вращением маховика 31, имеющего лимб с ценой делений 0,05 мм.
Если вертикальным перемещением каретки не пользуются, то ее закрепляют на направляющих стойки 8.
Ползун 3 перемещается по горизонтальным направляющим каретки 4. Установка резца в заданное положение вручную производится перемещением ползуна 3 при вращении маховика 29 с лимбом с ценой делений 0,05 мм.
Если горизонтальным перемещением ползуна не пользуются, то он закрепляется на направляющих каретки.
Резцовая головка 32 имеет четыре паза для крепления резцов. Для установки следующего резца в рабочее положение головка поворачивается вручную, а ее зажим или отжим производится поворотом рукоятки 33.
Коробка подач
Станок 1531м имеет две одинаковые коробки подач 23 и 30 соответственно вертикального и бокового суппортов. На каждой из коробок помещены две рукоятки. Рукоятка с диском 22 предназначена для установки нужной величины подачи, а рукоятка 25 — для включения установленной подачи.
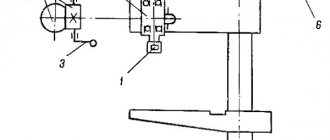
Описание устройства основных узлов
Фото 1. Общий вид станка. Основой конструкции служит отлитая из чугуна вертикальная пустотелая стойка. К ней крепятся все остальные узлы.
Рабочий стол
Рис. 1. Приводная платформа.
Узел (рис. 1) состоит из планшайбы, установленной в сборе со шпинделем на двух подшипниковых опорах в чугунном корпусе, и приводного устройства. Цилиндрические роликовые подшипники предназначены для центрирования платформы и восприятия радиальных усилий резания. Радиальный зазор в опорах выбирают, подтягивая регулировочными гайками внутренние кольца с конической поверхностью. Осевую нагрузку от веса заготовки и сил резания воспринимает кольцевая направляющая скольжения, снабженная централизованной смазкой. Вращение планшайбе сообщается с помощью цилиндрической косозубой передачи от ведущего вала, связанного с приводом главного движения.
Коробка скоростей
Фото 2. Внешний вид.
Этот узел, прозванный карусельщиками «поросенком» (фото 2), служит для передачи крутящего момента от приводного электродвигателя к шпинделю рабочего стола, а также для установки необходимой окружной скорости последнего. Механизм состоит из 6 валов, передающих поток мощности посредством зубчатых передач. Все они находятся в постоянном зацеплении, но при этом жесткое замыкание отсутствует (шестерни сидят на валах свободно). Включение той или иной частоты вращения осуществляется коммутацией электромагнитных муфт (всего в коробке их — 10) дистанционным способом.
Значительные инерционные массы (планшайба плюс заготовка) приводят в момент включения двигателя к повышенному пусковому току. Для его снижения применяется ступенчатый разгон платформы. В зависимости от заданных оборотов, включение автоматически осуществляется за 2, 3 или 4 этапа. Поскольку муфты можно переключать на ходу, это позволяет поддерживать постоянство окружной скорости при точении протяженных торцевых поверхностей.
Внимание: в инструкции ограничивается угловая скорость платформы в соответствии с массой обрабатываемой заготовки. Например, при массе последней 3,2 т допускаемое число оборотов планшайбы — не более 80
Характеристика электрооборудования станка 1516
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
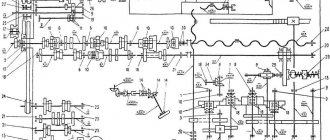
Описание гидравлической схемы карусельного станка модели 1541
Управление главным приводом станка. При установке рукоятки выбора частоты вращения планшайбы в положение, соответствующее требуемой частоте вращения, подготовляется цепь переключения электромагнитов распределителей 6, 7, 8, 9, 10. Насос 3 через фильтр 1 и обратный клапан 2 всасывает масло из гидробака и через пластинчатый фильтр 4 по линии 29 подает его к распределителю 26, который в это время выключен. Затем масло по линии 35 через игольчатый дроссель 24 попадает под поршень-фиксатор цилиндра 22 фиксации положения шестерен и поднимает поршень-фиксатор вверх, освобождая при этом штанги переключения шестерен коробки скоростей. Поднявшись вверх, поршень-фиксатор открывает доступ маслу к маслораспределителю и из него в соответствующие выбранной частоте вращения полости цилиндров переключения шестерен. Электромагниты распределителей 6, 1, 8, 9, 10 включены.
При нажатии кнопки «Пуск планшайбы» включается электромагнит распределителя 26 и масло попадает в цилиндр 13 включения фрикциона. Шток цилиндра начинает смещаться вправо до тех пор, пока не откроется сливное отверстие. Вилки фрикциона должны быть отрегулированы так, чтобы в этом положении фрикцион начал работать с проскальзыванием, вращая с «ползучей скоростью» шестерни коробки скоростей. Одновременно масло поступает в цилиндр 23 под поршень, который через рейку производит проворот шестерен коробки скоростей для облегчения переключения.
При переключении в пусковое положение распределителя 26 линия 35 включается на слив. Не удерживаемый больше давлением масла в верхнем положении поршень-фиксатор цилиндра 22 под действием пружины стремится опуститься вниз. Чтобы шестерни не встали «зуб на зуб», переключение производится при «ползучей скорости» фрикциона.
Опустившись, поршень-фиксатор цилиндра 22 фиксации положения шестерен перекрывает сливное отверстие линии 32, и пусковой фрикцион включается полностью. Одновременно перекрывается линия 34 и снимается давление с цилиндров 15, 16, 17, 18, 19, 20, 21, 25 переключения шестерен, а линия 35 включается на слив и пружина возвращает поршень цилиндра 23 в исходное положение.
При нажиме на рукоятку «Стоп планшайбы» выключается электромагнит распределителя 26 и его золотник перемещается пружиной в верхнее положение. Масло подается в цилиндр 14 тормоза и планшайба останавливается.
Дроссель 12 служит для регулировки времени включения рабочего фрикциона и тормоза. Мгновенное включение рабочего фрикциона или тормоза при переключении частоты вращения планшайбы может привести к аварии.
Дроссель 24 служит для регулировки времени опускания фиксатора. При быстром опускании фиксатор будет фиксировать тройной блок шестерен в среднем положении, не давая ему возможности переходить из одного крайнего положения в другое. В этом случае частота вращения планшайбы не будет соответствовать выбранной, а при торможении, когда фиксатор поднимается, переключение тройного блока будет продолжаться. Для предотвращения этого явления в системе предусмотрен блокировочный механизм с микровыключателем, исключающим возможность включения распределителя 26 при несоответствии положения тройного блока шестерен положению рукоятки выбора частот вращения.
Гидравлическая система станка предусматривает возможность резкого пуска и останова планшайбы при использовании двух наименьших частот вращения ее, что осуществляется при помощи распределителя 11. Этот распределитель включен при использовании всех частот вращения планшайбы, кроме указанных двух наименьших. При установке одной из двух наименьших частот вращения рукояткой выбора частот вращения и повторном включении кнопки «Пуск» планшайбы распределитель 11 выключается, и масло проходит как через дроссель 12, так и через проточки золотника распределителя 11, что обеспечивает быстрый подвод масла к цилиндру 13 включения рабочего фрикциона. При выключении планшайбы слив масла осуществляется также через распределитель 11, что обеспечивает резкий останов планшайбы.
Разжим поперечины осуществляется следующим образом: масло насосом 3 подается по линии 29 к распределителю 6, При нажатии одной из кнопок перемещения поперечины распределитель 6 включается, и масло по линии 31 поступает в цилиндр 5 зажима поперечины и производит разжим зажимных рычагов поперечины; затем конечным выключателем 5ВК включается мотор перемещения поперечины и начинается ее перемещение. По окончании перемещения двигатель выключается и одновременно с ним выключается распределитель в, прекращая доступ масла к цилиндру 5 и соединяя цилиндр 5 со сливной линией 30. Под действием пружины цилиндр возвращается в исходное положение.
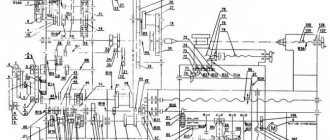
Электрооборудование
Электрооборудование станка 1516 представлено электродвигателями, управляющими органами и предохранительными выключателями.
Схема питания станка 1516
Для работы станка и его управления используются токи с различным напряжением. Так, напряжение в общей сети питания 380 В. Катушки на магнитных пускателях используют напряжение 110 В переменного тока. Муфты, находящиеся в коробках скоростей и подач, а также местное освещение организованно на 24 В. Шаговый искатель использует напряжение в 36 и 90 В.
Описание электросхемы станка 1516. На нем установлены двигатели роторы которых короткозамкнутые и осуществляющие: главное движение на станке, подачи инструментов, а также поперечины и смазочной системы.
Электрическая схема управления приводами представлена фото. Управляющая аппаратура расположена в нише станины. Управляется станок при помощи пульта.
Электросхема приводов станка 1516
Перечень составных частей станка 1516
- Стол — 30
- Ограждение планшайбы — 31
- Вертикальный суппорт — 650
- Подвесной пульт управления — 990
- Подвеска пульта управления — 99
- Поперечина — 50
- Механизм перемещения поперечины — 57
- Станина — 10
- Механизм ручного перемещения вертикального суппорта — 420
- Коробка подач вертикального суппорта — 40
- Коробка скоростей — 21
- Кожух — 25
- Механизм передачи движения на подачу — 15
- Смазка — 34
- Горизонтальный суппорт (боковой) — 66
- Коробка подач горизонтального суппорта (бокового) — 46
Отличительной особенностью конструкции станков является выполнение большинства сборочных единиц в виде самостоятельных изделий, что облегчает сборку не только в процессе изготовления, но и при ремонте.
Параметры электрических элементов
Электрическое оборудование токарно-карусельного станка 1516 включает в себя следующие основные элементы:
- трехфазные и однофазные асинхронные электродвигатели напряжением 380 и 110 В,
- электромуфты (постоянный ток 24 В),
- концевые и путевые выключатели (постоянный ток 24 В),
- релейно-коммутационную аппаратуру управления (24, 36 и 90 В постоянного тока и 110 В переменного).
Трехфазные электродвигателя применены в главном приводе, маслонасосе, механизмах позиционирования поперечины и бокового суппорта, а однофазные — в приводе лубрикатора и в двигателях рабочих подач. Цепи управления, электромуфты, индикаторные и осветительные лампы питаются постоянным током 24 В. Напряжение 90 В используется для питания электромагнитных обмоток шагового искателя.
Основные функции электрического оборудования станка:
- запуск и остановка главного привода, рабочих механизмов и системы смазки,
- выбор направления и задание количества оборотов планшайбы,
- задание скорости позиционирования поперечины и суппортов,
- задание значения и выбор ступени рабочей подачи.
Вся релейно-коммутационная аппаратура размещена непосредственно на станке.
Технические характеристики
Рассматривая технические характеристики также уделим внимание расшифровке названия станка 1512, которое было дано в соответствии с ранее введенными стандартами: первая цифра обозначает принадлежность токарной группе, вторая токарно-карусельной подгруппе, две последующие – максимальный размер устанавливаемых заготовок. Основные технические характеристики следующие:
Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм. Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
Ограничивает перемещение механические стопоры. Схема станка также определяет присутствие суппорта, который может перемещаться по горизонтали на 775 мм, по вертикали на 700 мм. При выборе режима резания следует уделить внимание тому, что максимально допустимое усилие на момент обработки составляет 35 кН. Присутствует механизм поворота ползуна на угол не более 45 градусов. У установленной револьверной головки есть 5 позиций. Она посажена на втулку цилиндрической формы
Мастер проводит смену режущего инструмента путем нажатия соответствующей клавиши на пульте управления. Вращение передается от электрического двигателя через шестерни. Основной суппорт может перемещаться по вертикали на 1 000 мм, по горизонтали на 630 мм, показатель наибольшего усилия при резании составляет 25 кН. Установить положение этого элемента можно со скоростью 2 000 мм/мин. В паспорт также занесена информация о том, что у данного суппорта есть 18 подач.
Выбирая данную модель стоит учесть, что ее вес составляет 14 800 кг. Этот момент определяет предъявление особых требований к основанию, на котором будет проводиться установка оборудования. Электросхема оборудования определяет его подключения к трехфазной сети с напряжением 380В.
Оборудование зарубежного производства
Современным рынком предоставлен большой ассортимент агрегатов карусельного типа, выпущенных на зарубежных предприятиях, и существует несколько торговых марок, которые пользуются популярностью. Среди них можно выделить китайскую компанию Dalian Guofeng Machine Tools, выпускающую оборудование серии С:
- 5231, 5240, 5250, 5263. Установки с двумя стойками, имеющие показатели, схожие с показателями советских станков, рассмотренных выше. Производитель гарантирует высокую точность обработки болванок из металлов при выполнении всего перечня токарных работ, в том числе и при работе с болванками сложных форм.
- 5110, 5116, 5123, 5125, 5131. Установки с одной стойкой, чья мощность может находиться в пределах 22-45 кВт. На оборудовании установлена ЧПУ, чья простота облегчает работу с устройством, делая ее более эффективным. Имеют высокую надежность конструкции и характеризуются смонтированными на приводах осей X и Z сервомоторами.
Более высокую цену, сопоставимую с качеством, имеют устройства карусельного типа, производимые компанией из Швейцарии ENCE GmbH. Они представлены в нескольких сериях и также пользуются большой популярностью.
- LEN 3000-5000. Диаметр болванок, для обработки которых предназначены эти модели, варьируется в пределах 3150-5000 мм. Данное оборудование ЧПУ не оснащено, однако существует возможность оснащения его такой системой, что предусмотрено конструкцией. Главный привод имеет две ступени и оснащен электрическим двигателем, чья скорость вращения может изменяться по 16 ступеням. Направляющие, расположенные вертикально – скользящие, а расположенные вертикально – гидростатичные, исполняющие роль разгрузочных элементов;
- LEN 1250-2000. Сечение болванок, которые обрабатываются на данных моделях, составляет 1250-2000 мм. На установках серии смонтированы роликовые направляющие с подшипниками качения высокой точности, которые установлены в их подвижных узлах. Точность обработки повышается за счет гидравлически сбалансированных резцедержателей вертикального и четырехпозиционного типа. Надежность установок повышена благодаря оснащению электрооборудованием от производителя Siemens;
- SEN 1000-1800. Установки с ЧПУ от известных производителей Siemens и Fanuc. Одними из важных особенностей конструкций данных установок являются сервомотор, оборудованный коробкой передач от немецкого изготовителя, и планшайбу термически-симметрической группы. Установки этой серии выпускаются в трех стандартных категориях, отличающихся высокими показателями работы и низким уровнем шума – стандартной, тяжелой и высокоточной.
На отечественном рынке также представлены установки от производителей из Европы (VWEN и SENQ), которые оснащены числовым ПУ. Данные устройства примечательны тем, что на них можно обрабатывать не только заготовки из различных металлов, но и сплавов, в которых содержатся фарфор или керамика. Сечение заготовок может достигать 10 метров.
Видео: станок токарно-карусельный 1516Ф1 с УЦИ.