Что такое плашка и для чего она применяется
Плашка — это распространенный инструмент, предназначенный для нарезания внешних резьб и их калибровки. При помощи этих приспособлений изготавливают трубы, стержни, болты, шпильки, а также иные детали и изделия.
Читайте также: Пудра своими руками, рецепты
Фотография №1: Плашка
Конструкция плашки
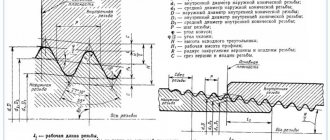
По конструкции плашка напоминает большую гайку круглой формы. По центру расположено отверстие с режущими кромками. На ней имеются витки (8–10 шт.). Они различаются по остроте заточки.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.
Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
Читайте также: Как накрасить глаза черными тенями
- Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам. Некоторые специалисты могут определить параметры изделия «на глаз».
- Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
- Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
- Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
- В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
Диаметр нарезаемой резьбы М6 М8 М10 М12 М16 М20
Диаметр исходного стержня (или трубчатой заготовки),мм 5,80…5,95 7,75…7,90 9,70…9,95 11,80…11,95 15,80…15,95 19,80…19,95
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
https://youtube.com/watch?v=lsww6icPhaE%3F
Некоторые технические характеристики и отдельные виды плашек
Сразу нужно сказать, что все подобные инструменты используются только вместе со специальными держателями.
Такие зажимные инструменты, как правило, могут нормально функционировать сразу с несколькими диаметрами лерок. Например, один держатель используется сразу со всеми лерками диаметром до 1 см, такой же один держатель используется со всеми лерками диаметром от 12 мм до 24 мм, и такая же ситуация с инструментами с диаметрами от 27 мм до 42.
Инструмент для нарезки резьбы
Как уже было сказано ранее, есть инструменты, которые способны нарезать резьбу на трубе в метрической и дюймовой системе исчисления. Вышеуказанные размеры приведены для метрической системы. На корпусе всегда будет присутствовать маркировка в виде буквы «М». Полное же обозначение будет содержать еще и шаг резьбы, то есть 8,10 и так далее.
Некоторые технические характеристики
Для начала отметим, что рассматриваемый тип инструмента может применяться только вместе со специальным держателями. Это связано с тем, что плашке следует передавать большое усилие во время механической обработки. Один держатель может использоваться для работы одновременно с различными типами лерок.
Следует также учитывать нижеприведенную информацию:
- Левые плашки применяют для получения левонаправленной резьбы. Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.
- Трубные варианты исполнения отличаются от метрических, для обозначения на поверхность корпуса наносится символ «G».
- Для получения резьбы под конус применяется инструмент трубный конический. Чаще всего применяется на производственных линиях по выпуску станков или топливных трубопроводов. Обозначается путем нанесения на поверхность корпуса буквы «К».
При выборе инструмента следует уделить внимание и понятию шага — расстояние, образующееся между двумя соседними витками. Стоить учитывать, что плашка имеет основной и дополнительный шаг.
Правила процедуры
При работе с трубами важно запастись плашками с трубным прижимом и воротком. Подбирается плашка с учетом типа требуемой резьбы
Определить это можно сверкой с клеймом либо осмотром. Плашки обязательно маркируются. Данные на них дадут представление о том, из какой марки создан инструмент.
На большинстве труб требуется цилиндрическая резьба. Также перед работой нужно определить ее направление: правая или левая. Для этого на плашках изображается буквенный указатель: «Л» — левая, а «П» — правая. Также на плашке указывается, к какой марке стали она относится, это дает возможность правильно подобрать инструмент для нарезки на трубах из нержавейки.
Правила нарезки достаточны просты:
1). Подготовить трубу к нарезке. Для этого напильником снимается фаска, а зона обрабатывается масляным раствором.
2). Вставить плашку в держатель, закрепив винтами.
3). Поднести к изделию плашку и сделать несколько круговых вращений в требуемую сторону резьбы.
4). Слегка придавить плашку для ее врезки в материал.
Алгоритм прокручивания:
- 2-3 оборота в одну сторону;
- пол оборота – в другую.
И так до момента окончания нарезки
При этом очень важно держать трубу и плашку строго перпендикулярно. Иначе резьба будет «гулять», что скажется на качестве соединения
Расположение элементов, а также нарезание резьбы продемонстрировано на видео и фото материалах, для лучшего результата. Проверка качества резьбы несложная. Для этого достаточно навинтить гайку, если она накручивается по внешнему диаметру трубы. Наиболее точный рез получается у раздвижной плашки. Она выручит, если необходимо срочно заменить кусок трубы, имеющий резьбовое соединение.
Также для выбора плашек важно учитывать, какая резьба будет делаться, наружная или внутренняя. Качественно выполненная работа позволит сделать герметичное резьбовое соединение даже в напорных трубах водопровода
Подводим
Как видно, сделать самостоятельно резьбу с использованием плашек совсем нетрудно. Для этого достаточно правильно подобрать инструмент, приложить немного усилий и аккуратности. Наверное, многие представители мужской половины человечества помнят, как подобные задачи решались на уроках труда в школе. Поэтому для большинства потребуется лишь вспомнить приобретенные навыки, применить их уже во взрослой жизни. Это как с ездой на велосипеде: достаточно один раз научиться, чтобы даже после длительного перерыва уверенно себя чувствовать в седле.
Трубные плашки
На водопроводной трубе резьба немного отличается от обычной, прежде всего размерами. Связано это с тем, что привязка идет от дюйма. Только есть одна загвоздка. Если труба имеет 10 дюймов, то это не значит, что ее диаметр равен 2,54*10 = 25,4 мм. Ее диаметр будет коло 33 миллиметров. Связано это с тем, что перевод в метрическую систему сопровождается добавлением двух толщин стенок.
Трубные плашки
Чтобы такой путаницы не возникало и с плашками, их начали выпускать отдельно для водопроводных труб. Отличить их от стандартных довольно легко – на корпусе присутствует маркировка в виде латинской буквы «G».
Таким образом, получается, что есть лерки на G1/2, G ¾, и так далее.
Вообще же трубные инструменты позволяют изготовить нарезку на трубе с размерами от G1/8 до G2.
Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Читайте здесь: Шкаф на балкон: примеры идеального размещения и сочетания (инструкция + фото)
Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.
Так, обозначение G 1/2” значит, что перед нами лерка для трубной резьбы на полдюйма. Нашли широкое применения для патрубков отопительного оборудования и систем водоснабжения. Диапазон размеров от G 1/8” до G 2”.
Трубные конические. Чтобы не путать их с остальными разновидностями, маркируются символом «К». Применяются, когда необходимо получить коническую резьбовую поверхность – в ответственных соединениях, работающих под давлением или узлах станков.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.
Классификация плашек
В последнее время при изготовлении плашек применяется инструментальная сталь, которая обладает высокой устойчивостью к истиранию. Плашка для нарезания наружной резьбы может классифицироваться по следующим признакам:
- Форма.
- Способ нарезания.
- Конструкция корпуса.
По форме различают следующие плашки:
- В виде квадрата. Наружная часть корпуса может иметь форму квадрата, за счет чего упрощается передача усилия.
- Трубчатые получили весьма широкое распространение.
- В виде шестигранника.
- Инструмент с круглой формой корпуса также получил широкое распространение. Они позволяют получить резьбу мелкого или крупного шага, метрического или дюймового типа.
Лерка для нарезки резьбы по конструктивным признакам бывает следующего типа:
- Цельные — довольно простой инструмент, который имеет цельный корпус. Характеризуется низкой стоимостью и простотой в применении.
- Разрезные обладают сложной формой внутреннего пространства.
- Раздвижные имеют сложную конструкцию, которая может применяться для нарезания резьбы на цилиндрических поверхностях различного диаметра. Это обеспечивается за счет создания корпуса с подвижными элементами.
По способу нарезания резьбы инструмент делится на следующие группы:
- Для круглой резьбы.
- Для цилиндрической.
- Для конической резьбы.
Наибольшее распространение получил инструмент круглой формы, так как он может использоваться для нарезания резьбы за один проход.
Классификация лерок
Сегодня промышленность выпускает большое множество различных плашек для нарезки винтового соединения. Понятно, что все они различаются по многим признакам. Кроме такого явного различия, как размер, существует и еще ряд признаков, на основе которых можно произвести классификацию:
- Форма;
- Конструкция корпуса;
- Способ нарезания резьбы.
Есть, конечно, и иные различия, но вышеприведенные – это наиболее явные.
По форме могут различать такие виды:
- Трубчатые;
- В виде шестигранников;
- В виде квадрата;
- Круглые.
Плашки для нарезки резьбы метрической и дюймовой
По конструкции различают следующие:
- Цельные;
- Разрезные;
- Раздвижные.
По способу нарезки резьбы делятся на такие виды:
- Для круглой резьбы. Изготавливаются по гост 13536-68;
- Для цилиндрической. Изготавливаются по гост 9740-71;
- Для конической. Изготавливаются по гост 6211-81;
- Для дюймовой регламентирующим является гост 61111-52, а для метрической – гост 9150-81.
Плашкодержатель
Наибольшее распространение получили материалы круглой формы. Они позволяют делать резьбу всего за один проход. Например, раздвижные плашки для нарезки резьбы иной формы, могут гарантировать качество только после трех-четырех проходов. Однако есть у них и недостаток. Например, их использование рекомендовано только тогда, когда к резьбе на трубах или иных предметах предъявляются требования присущие не выше второго класса точности.
Плашки круглой формы (гост 13536-68) позволяют изготовить резьбу мелкого и крупного шага, как в метрической системе исчисления, так и в дюймовой.
При работе важно учесть, что на диаметр стружечных отверстий и на размеры самой изготавливаемой резьбы напрямую влияет наружный диаметр плашки для нарезки резьбы.
Плашкодержатель с электроприводом
Его уже можно рассматривать как промежуточную модель для нарезки резьбы между ручным механическим инструментом и станком. Резьбонарезной электрический плашкодержатель значительно облегчает работу по нарезке резьбы и является более производительным. Есть разные варианты поставок в зависимости от набора аксессуаров и приспособлений.
В работе они используют те же головки, что и ручные модели (конечно, в рамках одной торговой марки и ограничений по диаметру резьбы). Направляющих губок в головке для устойчивого положения инструмента бывает недостаточно. Все-таки самый «слабый» из них имеет мощность 750 Ватт, но чаще используют модели от 1000 Ватт.
Если учесть, что передача вращения проходит с понижающим мощным редуктором, а 1 л.с равна 735, 5 Ватт, то удерживать в руках работающий инструмент уже проблематично. Поэтому в комплекте предусматривают струбцину-фиксатор. Как дополнительная опция может поставляться масляный насос для подачи специального масла в рабочую зону.
Есть определенные ограничения использования электрического клуппа. И дело даже не в том, что не всегда есть на площадке возможность подключения к сети. Электрический ручной плашкодержатель имеет вес от 5 кг и довольно значительные, по сравнению с механическим, габариты (тем более со струбциной). Поэтому при нарезке резьбы во время ремонта существующего трубопровода его применение просто невозможно.
Основное назначение — прокладка новых трасс и работа на объекте или использование в подготовке труб в условиях мастерской (хотя для этого уже можно применять переносные резьбонарезные станки).
В качестве продолжения темы — есть компактные переносные станки для нарезки резьбы.
Это идеальное решение для мастерской или заготовительного участка, если приходится работать со значительными объемами. Их мощность в Ваттах не отличается от бытового пылесоса или фена (от 1.5 кВт), но ее достаточно, чтобы обеспечить высокую производительность при работе с трубой до 4 дюймов. Они уже укомплектованы труборезом, гратоснимателем, автоматической подачей масла (точнее ее циркуляцией из поддона через систему фильтров) и могут устанавливаться на верстак или на съемные ножки. Трубогиб также можно сделать своими руками.
Маркировка
Маркировка, которая обычно ставится на хвостовик, помогает специалисту различать разные типы метчика и быстро находить нужный. Например, метрический вид будет маркироваться буквой M, а его размер измеряется в миллиметрах. Производители предлагают широкий ассортимент этого приспособления, поэтому в продаже можно найти метчик, позволяющий добиться практически любой резьбы.
Трубные метчики распознаются по букве G, но измеряются уже в дюймах. Есть как распространенные размеры, так и редкие. Мастер подбирает их исходя из особенности работы. Конический тип метчика обозначается первой буквой наименования – К.
Конические (дюймовые) инструменты
Это те же, что и в предыдущем случае приспособления. Только на трубе делают не цилиндрическую резьбу, а коническую. На корпусе имеется маркировка в виде буквы «К».
Все подобные изделия, как собственно и метчики, изготавливаются из трех типов стали:
- Р6М5;
- 9ХС;
- ХСС.
Эти виды стали сегодня используются чаще всего. А вот такой вид, как Р18, встречается довольно редко, но он был очень распространен во времена СССР.
Сразу нужно оговориться, что все старые изделия, которые имеют на своем корпусе знак качества СССР, по качеству лучше, чем современные.
Конические плашки
Качество применяемых инструментов
В продаже можно встретить плашки, изготавливаемые из самых различных сплавов. При изготовлении могут использоваться следующие металлы:
- Быстрорежущая сталь 9ХС и ХСС, Р6М5. Она на сегодняшний день встречается в продаже чаще, чем другие стали. Это связано с исключительными эксплуатационными качествами и относительно низкой стоимостью. Реже применяется сталь Р18, которая была распространена на момент существования СССР.
- Качество инструмента во многом зависит от точности его производства. Если точность формы низкая, или на поверхности есть дефекты, то это указывает на плохое качество инструмента.
Стоимость инструмента может зависеть от достаточно большого количества моментов. Как правило, инструменты зарубежных производителей стоят намного дороже, чем отечественных.
Виды плашек
Данный инструмент классифицируется по форме корпуса и конструкции. В зависимости от формы корпуса существуют следующие виды плашек:
- трубчатые;
- квадратные;
- шестигранные;
- круглые.
Устройство плашки более всего характеризует конструкция корпуса, которая может быть:
- цельной;
- раздвижной;
- разрезной.
Кратко остановимся на наиболее популярных конструкциях. Наибольшее применение получила круглая плашка, с помощью которой можно нарезать резьбу не более второго класса точности, применяется для нарезания метрических, трубных и дюймовых резьб с крупным, обычным или мелким шагом. При ручной работе данный тип инструмента фиксируется в воротке стопорными винтами, при машинной – в специальных резьбонарезных патронах. С помощью винтов можно изменять диаметр нарезаемой резьбы.
Наружный диаметр круглой плашки зависит от диаметра резьбы и стружечных отверстий. Чем больше диаметр стружечных отверстий, тем легче осуществляется удаление стружки. Но, соответственно, необходим и больший расход материала, и более высокие размеры комплектующих – воротков, патронов и т. д.
Для получения резьбы высокого класса точности (метрической, конической, трубной) применяются цельные плашки, обладающими наибольшими показателями жесткости. Недостатком является уменьшенная износостойкость в сравнении с инструментом в других типах корпусов.
Раздвижные плашки. Состоят из двух частей, которые устанавливаются в клупп и крепятся там посредством винта и сухаря. Винтом регулируется диаметр резьбы. Как правило, продаётся клупп с набором плашек различного диаметра. Также регулируемыми являются и разрезные планки, но их недостатком является малая жесткость и, соответственно, уменьшение точности резьбы. Также данный тип плашек немного пружинит, что приводит к изменению диаметра в пределах 0,1 – 0,3 мм.
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
- Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств.
- С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника.
- Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки.
- Плашка закрепляется в специальном плашкодержателе. Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка.
- Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание. Для врезания инструмента в металл на него должно оказываться существенное воздействие.
- Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении. За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Пла́шка
или в народе
ле́рка
— резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке) [1] [2] . Ранее название
плашка
использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно
бо́льших диаметров
[
источник не указан 426 дней
] .
Лерка
имеет неразборную форму и имеет резьбовое отверстие с канавками, нарезаемая резьба более точная, чем у плашек. В настоящее время разделение на плашки и лерки перестало существовать.
Читать также: Скобы для степлера типы размеры канцелярские
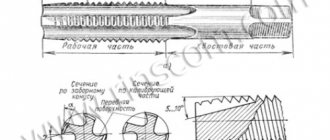
Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ), быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается).
Виды плашек
:
цельные
,
разрезные
и
раздвижные
(клупповые). В зависимости от формы наружной поверхности плашки бывают
круглые
,
квадратные
,
шестигранные
,
призматические
.
Круглые плашки
— закрепляют для работы в воротках стопорными винтами или крепят в резьбонарезных патронах. Для этого на наружном цилиндре плашки существуют конические углубления и угловой паз. Последний позволяет разрезать плашку шлифовальным кругом по перемычке и частично регулировать по диаметру. Для круглых разрезных плашек применяют воротки с пятью винтами, с помощью которых регулируют диаметр нарезаемой резьбы.
Цельные плашки
— благодаря своей высокой жёсткости дают возможность получить резьбу высокого качества (метрическую, коническую), но обладают небольшой износостойкостью.
Раздвижные плашки
— устанавливают в клуппах, имеющих для этой цели специальные направляющие. Плашка состоит из двух частей, закрепляемых в рамке клуппа сухарём и винтом. Этим винтом регулируют диаметр нарезаемой резьбы. К клуппу прилагается набор плашек, который позволяет изготавливать резьбы разных размеров.
Разрезные плашки
— могут немного пружинить, изменяя диаметр нарезаемой резьбы на 0,1-0,3 мм. Из-за малой жёсткости разрезные плашки не дают чистой и точной резьбы.
Все о плашках
Плашка или лерка — это приспособление, которым нарезается наружная резьба разного типа. Представлена маленькой гайкой, на которой находится кромка и стружечный отвод. Резьбовое приспособление может быть с размерами резьбового шага от восьми до десяти.
Шаг резьбы — это расстояние между соседними резьбовыми витками.
Областью работы плашек являются железные трубы и стержни. У резьбы бывает коническая и цилиндрическая форма. Для получения качественно выполненной резьбы нужно нарезать одним прохождением. Плашка имеет режущую кромку. Чтобы выполнить цилиндрическую резьбу пользуются плашками с двумя частями рабочей области — калибрующая и режущая. Калибрующей частью формируется конечный диаметр и резьбовой профиль.
Классификация плашек
Лерки делятся на: трубчатые, квадратные, круглые и шестигранные.
Также их разделяют по структуре:
- цельная;
- раздвижная(призматическая);
- разрезанная.
Круглая лерка имеет самое широкое распространение. Ей нарезается резьба одним прохождение, а не несколькими как раздвижными. Эти плашки могут нарезать резьбу с разными шагами. А также ими можно сделать нарезку трубной и дюймовой резьбы. Рабочая часть круглых плашек не подвергается шлифовке. Наружный диаметр будет зависеть от размера стружкоотводчиков и от размера требуемой резьбы.
Левая плашка и другие специализированые модели
Профессионалы используют в своей работе, помимо обычных традиционных плашек, и специальные. Они позволяют выполнять более точную резьбу. Они тоже бывают разного вида: метрические, левые, трубные, трубные конические и другие. Плашка метрическая нужна в тех случаях, если резьбу надо выполнить метрическую (отсюда и название). Все измерения будут в миллиметрах. Имеется и специальная маркировка – “М”. Часто можно увидеть на таких плашках следующие значения – М 8, М 10.
Тогда надо иметь в виду, что данными приспособлениями можно выполнять резьбу с диаметрами равными 8 и 10 мм. Резьба происходит пошагово, а вот равен каждый шаг расстоянию между витками. Надо обращать внимание и на то, что каждая плашка отличается своим основным шагом в резьбе. Шаг бывает и не только основной, а также и дополнительный. Пример: плашка марки М 12, основной шаг составляет – 1,75. Кроме того, можно найти и такую маркировку, как: М 12-1,5; М 12-1; М 12-0,75; М 12-0,5. Расстояние каждого витка будут меньше, если сам шаг меньше.