Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия.
Трехвалковые ручные вальцы – наиболее подходящая конструкция для самостоятельного изготовления
Сведения о производителе трехвалковой листогибочной машины ИБ2222
Изготовитель трехвалковой листогибочной машины ИБ2222 — Славгородский завод кузнечно-прессового оборудования КПО имени 8-летия Октября.
Разработчик листогибочной машины ИБ2222 — Азовское специальное конструктМоскваое бюро кузнечно-прессового оборудования и автоматических линий, СКБ Ко.
В настоящее время машину ИБ2222 производит ПАО «Кувандыкский Оренбургская обл., г. Кувандык
Станки, выпускаемые Славгородским заводом кузнечно-прессового оборудования КПО
- И2222
— машина листогибочная трехвалковая 2000 х 16,0 - ИБ2220
— машина листогибочная трехвалковая 2000 х 10,0 - ИБ2222
— машина листогибочная трехвалковая 2000 х 16,0 - ИБ2222В
— машина листогибочная трехвалковая 2000 х 16,0
ИБ2222 Общий вид машины листогибочной трехвалковой
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
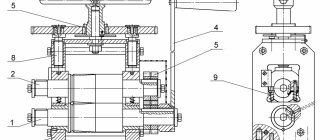
ИБ2222 Расположение составных частей трехвалковой листогибочной машины
Расположение составных частей машины листогибочной ИБ2222
Расположение составных частей машины листогибочной ИБ2222
ИБ2222 Перечень составных частей трехвалковой листогибочной машины
- Рама — ИБ2222-11-001
- Стойки — ИБ2222-12-001
- Опора откидная — ИБ2222-14-001
- Приспособление для гибки конических обечаек — ИБ2222-15-001
- Привод главный — ИБ2222-21-001
- Привод регулировки высоты боковых валков — ИБ2222-22-001
- Механизм наклона откидной опоры — ИБ2222-23-001
- Валок верхний — ИБ2222-31-001
- Валки боковые — ИБ2222-32-001
- Ограждение — ИБ2222-71-001
- Смазка — ИБ2222-82-001
- Электрооборудование — ИБ2222-91-001
- Электрошкаф — ИБ2222-92-001
- Пульт управления — ИБ2222-93-001
- * Стол передний — СШ6
- * Стол приемный — СП20
- * Механизм съема изделия — МСИ8
- * Механизм поддержки обечайки — МП01
- * Инструмент для гибки уголков, полос, квадратов, труб, швеллеров — ИБ2222-64-001
- Выключатель коленный — ИБ2222-65-001
* Для машин со средствами механизации
ИБ2222 Пульт управления трехвалковой листогибочной машиной
Пульт управления трехвалковой листогибочной машиной ИБ2222
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема — вперед
- * Кнопка включения механизма съема — назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным — крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Трехвалковый листогибочный станок
Устройство трехвалкового листогибочного станка
Предназначение листогибочных трехвалковых станков заключается в сгибании цилиндрического заготовочного элемента из листопроката без применения высоких температур. Данное промышленное оборудование является современной, без проблем обслуживаемой станочной машиной, имеющей 3 симметрично расположенных валка. Перемещение по направлению вверх-низ верхнего ролика, располагающегося по симметрии в отношении осевого направления двух других роликовых колесиков внизу, производится по передаче винрт-гайка. Благодаря высоко моментному приводу заготовочные листопрокатные изделия проталкиваются нижними роликами. Мобильный управляющий пульт, находящийся на оснащении описываемой станочной машины, дает возможность выполнять производственные техоперация в комфортных и удобных условиях. Про основные технические характеристики вальцовочного станка. В ряду подобных технических устройств он выгодно выделяется: Гидравлическим приводом вращательных движений валков в центре; Гидравлическим приводом вращательного движения валков сбоку; Управлением с помощью гидропровода откидной опорой верхнего валка; управление осуществляет оператор, задавая команды на контрольной панели; Приводом наклонного перемещения верхнего валка, что позволяет проводить снятие согнувшихся обечаек. Корпусами данных станочных машин становятся сварные конструкционные основы. У станин, валов и подшипников, применяемых при изготовлении этих трехвалковых листогибочных станков, отмечено соответствием нормам Европейских стандартов качественного уровня. Станки изготовлены в соответствии с нормативными данными СЕ и производятся при соблюдении требуемой меры безопасности в отношении электроники и гидравлики. Кроме всего прочего, представляется возможность сделать дополнительный заказ для приобретения системы ЧПУ. Сферические роликоподшипники при их использовании дают возможность предельно приостановить стирание валовых поверхностей и параллельно с этим привести к улучшению производительной технической характеристики трехвалковой листогибочной машины. О стандартном исполнении: — Техприспособление для сгибания конусообразных изделий; — Валы, прошедшие закалку индукционным путем; — Наличие цифрового дисплея для наблюдения за расположением валов сбоку; — Высокопрочная стальная корпусная основа станочной машины; — Оснащение двумя рабочими скоростными режимами; — Контрольная панель, благодаря которой можно управлять откидными опорами на валах сверху; — Проведение управления благодаря контрольной панели за ходом движения и настройки параллельного расположения валов; — Оснащение такими техническими приспособлениями, как гидромотор и планетарный редуктор, приводящие в действие валы в центре; — Наличие системы, защищающей от появления перегрузок; — Оснащение управляющим пультом; — Исполнение в соответствии с нормативными данными СЕ.
ИБ2222 Кинематическая схема трехвалковой листогибочной машины
Кинематическая схема листогибочной машины ИБ2222
- Электродвигатель привода боковых валков (М1) (главный привод) — 12 кВт
- Шкив — Ø200
- Шкив — Ø400
- Редуктор — Ц2У-315Н-40-21
- Шестерня — m=16, z=18
- Шестерня — m=16, z=21, 2шт
- Валок боковой — Ø260, 2шт
- Реле контроля скорости — нет
- Электродвигатель регулировки высоты боковых валков (М2,3) — 5,5 кВт, 2шт
- Муфта, 2шт
- Шкив — Ø140, 2шт
- Шкив — Ø180, 2шт
- Редуктор — 4-125-31,5-56-3ц-У4, 4шт
- Муфта, 2шт
- Винтовая пара подъема бокового валка — Tr86 х 10, 4шт
- Рычаг, 4шт
- Валок верхний — Ø270
- Винт — Tr60 х 9
- Винт подъема верхнего валка
- Откидная опора верхнего валка
- Электродвигатель механизма наклона откидной опоры верхнего валка (М4) — 1,1 кВт
- Редуктор — 24-40-10-56-4-1-У1-1
- Винтовая пара — Tr32 х 6
- Фиксатор
- Пружина
- Стакан
- Электродвигатель привода поддерживателя обечайки (М6) — 0,75 кВт
- Муфта
- Винтовая пара — Tr32 х 6
- Ролик
- Электродвигатель привода механизма съема изделий (сталкивателя) (М5) — 1,5 кВт
- Редуктор — 4-100-50-52-1Ц-У4
- Барабан — Ø150
- Винт
- Каретка
- Тормоз колодочный — Tr-200
- Шкив тормозной — Ø200
- Шкив — нет
- Шкив — нет
- Блок, 2шт
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
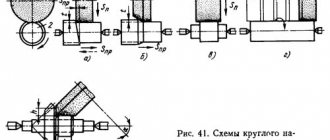
ИБ2222 Порядок работы на машине при гибке цилиндрической обечайки
- Лист заводится между верхним и боковыми валками. При этом кромка листа должна бить выставлена параллельно образующей переднего валка
- Задний боковой валок перемещается в крайнее нижнее положение
- Передний боковой валок перемещается в крайнее верхнее положение и осуществляется зажим листа
- Задний боковой валок перемещается вверх и производится подгибка передней кромки листа
- Боковые валки устанавливаются по симметричной схеме (на одном уровне относительно верхнего)
- Лист перемещается в крайнее переднее положение
- Производится подгибка второй кромки листа, аналогично первой
- Боковые валки устанавливаются по симметричной схеме
- Производится гибка листа в цилиндр. Радиус гибки зависит от положения боковых валков относительно верхнего, контроль которых осуществляется с помощью указателей, расположенных на правой стойке машины
- Откидывается левая опора верхнего валка и обечайка снимается
Внимание
Т.к. подгибка кромок листа осуществляется по асимметричной схеме, то в этом случае возникают большие радиальные усилия, чем при симметричной схеме. По этой причине на машине возможна подгибка кромок меньшей толщины (см*табл.1).
При работе требуется большее внимание к правильности регулировки и установки заготовки в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверить параллельность кромки листа образующей валка.
Плоская заготовка должна быть предварительно исправлена т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
Смещение кромок исправляется путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий.
Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
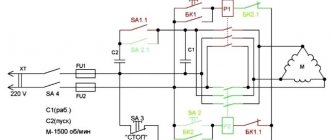
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
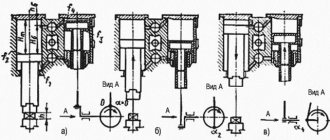
ИБ2222 Настройка машины для гибки конических обечаек
Настройка машины ИБ2222 для гибки конических обечаек
Для гибки конических обечаек верхний валок устанавливают в наклонное положение под углом ε к горизонту. Угол ε и величина перемещения левой опоры верхнего валка Δh лев. получаются из нижеприведенных соотношений между углом конуса и необходимыми радиусами гибки, (см.рис.28).
Угол при вершине конических обечаек (максимальный) составляет для машин:
- ИБ2213 — 30°
- ИБ2220, ИБ2216, ИБ2222 — 20°
- ИБ2219 — 15°
Установку верхнего валка в положение для гибки конических обечаек производить в следующей последовательности:
- отпустить нижние шлицевые гайки на винте откидной опоры
- передней тягой установить верхний валок в нужное положение одновременно заворачивая винт в стакан вращением муфты вручную. Контроль перемещения по линейке на стойке
- завернуть нижние шлицевые гайки небольшим усилием. Открыть откидную опору и затянуть верхние гайки. Затянуть нижние гайки, закрыть опору
- гайками зафиксировать тягу консоли верхнего валка, отрегулировав при этом свободное откидывание левой опоры
- отрегулировать положение конечного выключателя с помощью пазов в кронштейне конечного выключателя и планки с упором в приводе откидной опоры
- одеть на шейку верхнего валка при снятой откидной опоре приспособление для гибки конических обечаек. Хвостовик упора приспособления при надевании откидной опоры должен заходить в приспособление от поворота вокруг посадочной шейки — валка.
- Возврат валка в горизонтальное положение производить в обратной последовательности. При гибке конических обечаек лист устанавливается таким образом, чтобы вогнутая кромка меньшего диаметра заготовки усеченного конуса прилегала к упору приспособления для гибки конических обечаек.
- D1 = 270 (диаметр верхнего валка)
- D2 = 260 (диаметр боковых валков)
- * d1 = 324 (диаметр наладки для гибки трубы для верхнего валка)
- * d2 = 314 (диаметр наладки для гибки трубы для боковых валков)
- * d3 = 360 (диаметр наладки для гибки сортового проката)
- R = 420
Где * размеры для справок:
Максимальные размеры сортового проката и Rmin минимальный радиус гибки:
- Наладка инструмента для гибки трубы. Максимальный диаметр трубы — Ø32; 45, Rmin = 400 мм
- Наладка инструмента для гибки сдвоенного уголка полкой наружу. Максимальные размеры уголка — 50х50х5, Rmin = 450 мм
- Наладка инструмента для гибки швеллера полкой наружу. Максимальный размер швеллера — №12, Rmin = 400 мм
- Наладка инструмента для гибки квадрата. Максимальные размеры квдрата — 50х50, Rmin = 300 мм
- Наладка инструмента для гибки полосы на ребро. Максимальные размеры полосы — 36х60, Rmin = 400 мм
Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Технические характеристики трехвалковой листогибочной машины ИБ2222
| Наименование параметра | ИБ2220 | ИБ2222 | ИБ2222В |
| Основные параметры машины | |||
| Наибольшая толщина изгибаемого листа при бт = 250 МПа (25 кгс/мм²), мм | 10 | 16 | 16 |
| Наибольшая ширина изгибаемого листа, мм | 2000 | 2000 | 2000 |
| Максимальный угол при вершине конических обечаек, град | 20 | 20 | |
| Скорость гибки, м/мин | 9.3 | 7,7 | 8,5 |
| Наименьший радиус гибки, мм | 180 | 240 | 240 |
| Диаметр верхнего валка, мм | 215 | 270 | 270 |
| Диаметр боковых валков, мм | 195 | 260 | 260 |
| Электрооборудование и привод машины | |||
| Количество электродвигателей, кВт | 4 | 4 | 4 |
| Электродвигатель (главного) привода вращения боковых валков, кВт | 8,5 | 12,0 | 12,0 |
| Электродвигатель механизма наклона откидной опоры верхнего валка, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатели регулировки высоты боковых валков, кВт | 3,0 | 5,5 | 5,5 |
| *Электродвигатель привода механизма съема изделий (сталкивателя) (М5), кВт | 1,5 | 1,5 | 1,5 |
| *Электродвигатель привода поддерживателя обечайки (М6), кВт | 0,75 | 0,75 | 0,75 |
| Суммарная мощность электродвигателей, кВт | |||
| Габарит и масса машины | |||
| Габарит (длина х ширина х высота), мм | 3940 х 1250 х 1310 | 4040 х 1490 х 1745 | 4040 х 1590 х 2096 |
| Масса, кг | 5850 | 11495 | 8890 |
- Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители