14.11.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Какие бывают типы дефектов металлических изделий
- Как можно обнаружить дефекты металлических изделий
- Какие бывают дефекты металлических изделий при литье
- Какие дефекты вызывает пластическая деформация
Производство предметов из металла представляет собой сложный технологический цикл. Некоторые операции могут как исключаться из этой цепочки, так и проводиться повторно. В процессе обработки металл претерпевает изменения, на нем могут появляться изъяны. Далее вы узнаете, какие бывают дефекты металлических изделий, а также как их можно выявить.
Типы дефектов металлических изделий
Из-за дефектов ухудшаются физико-механические свойства металлов, такие как электропроводность, магнитная проницаемость, прочность, плотность, пластичность. Принято выделять изъяны тонкой структуры или атомарного масштаба, а именно дислокации, вакансии, пр., и более грубые. К последним относятся субмикроскопические трещины, появляющиеся на границах блоков кристалла и на его поверхности.
Еще более грубыми считаются микро- и макроскопические дефекты металлических изделий, предполагающие нарушение сплошности или однородности. Они появляются по двум причинам: из-за несовершенства используемой технологии и низкой технологичности многокомпонентных сплавов. Дело в том, что при работе с подобными сплавами необходимо особенно точно соблюдать режимы, установленные для всех этапов изготовления и обработки.
С точки зрения прикладного, технического понимания, дефектами называют отклонения от установленной нормы, при которых ухудшаются рабочие характеристики металла или металлического изделия, происходит снижение сортности или отбраковка продукции. Но нужно понимать, что не любой изъян металла распространяется на изделие. Если отклонения не влияют на работу металлической детали, они не воспринимаются в качестве недостатков.
Отклонения, признанные дефектами для изделий, эксплуатируемых в определенных условиях (допустим, при усталостном нагружении), могут не приниматься во внимание при других условиях работы (например, при статическом нагружении).
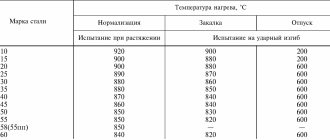
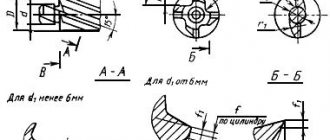
Величины допускаемого износа деталей узлов
| № группы | Дефект или повреждение | Эскиз | Категория | Предельно допустимые значения параметров при техническом состоянии | Примечание | |
| Исправном | Работоспособном | |||||
| 1 | Вырез в элементе конструкции | А | Не допускается | Проверяется расчетом | — | |
| 2 | Вырез в элементе конструкции | Б | То же | То же | — | |
| 3 | Отсутствие элемента | · | А | То же | Не допускается | — |
| 4 | Разрыв (излом) элемента | А | То же | То же | — | |
| 5 | Прожог отверстия в элементе конструкции | Б | То же | Проверяется расчетом | — | |
| 6 | Смятие и вертикальный износ головки рельса | В | Не допускается | d ≤ 6 мм | Для КР70 и Р43 | |
| d ≤ 7 мм | КР80 и Р50 | |||||
| d ≤ 10 мм | КР100 | |||||
| d ≤ 12 мм | КР120 | |||||
Рисунок 16 – Допускаемые износы
Предельные величины износа деталей
Величина износа, не нарушающая нормальную работу соединения, называется допустимой.
Износ, при котором дальнейшая работа узла или машины технически ненадежна или экономически нецелесообразна, называется предельным.
Изменение размеров деталей и их износ могут происходит по-разному. Как правило, одна из трущихся поверхностей изнашивается менее равномерно, чем другая; например, вкладыши подшипников изнашиваются менее равномерно, чем шейки валов. Неравномерному износу подвержены зубья звездочек и шестерён, зубья ковша экскаватора, шейки коленчатого вала двигателя и других деталей. В результате. износа снижается прочность деталей, изменяется характер посадки, происходит расстройство работы других деталей сопряжения или узла. Очевидно, момент выбраковки деталей должен соответствовать такой степени износа, которая является для них предельно допустимой.
Чаще всего предельные износы деталей устанавливают по следующим признакам:
- снижению прочности детали при изменении ее размеров вследствие износа. По этому признаку, в частности, устанавливают предельный износ зубьев зубчатых колес;
- изменению служебных свойств детали или узла. Например, при износе поршневых колец в двигателе внутреннего сгорания будет происходить повышенный прорыв газов в картер, увеличится расход масла, значит служебные свойства поршневых колец потеряны, и их необходимо заменить;
- изменению посадки сопряжения, вызванному ростом зазора либо расстройством неподвижного соединения из-за уменьшения натяга вследствие смятия металла;
- влиянию изношенных деталей на нормальную работу других деталей узла. Например, перекос валов, возникающий при большом износе подшипников зубчатого редуктора, нарушает правильность зацепления зубчатых колес, что в свою очередь вызывает их ненормальный износ, а иногда и поломку;
- снижению износостойкости деталей. Например, при износе поверхности цапфы вала, превышающем толщину цементированного слоя, его эксплуатация должна быть прекращена, так как после этого скорость изнашивания возрастает в несколько раз.
Величины предельных износов могут быть установлены по техническим условиям на контроль и сортировку деталей для их ремонта. Для многих строительных машин такие нормативы еще не разработаны, поэтому при установлении предельных износов пользуются следующими признаками потери работоспособности машины: изменением характера посадки между сопряженными деталями, появлением в механизмах машины дополнительных нагрузок, создающих возможность поломок, изменением качества получаемой продукции и производительности, трудностью запуска машины и другими показателями.
Литьевые дефекты металлических изделий
Сегодня в металлургии принято использовать несколько классификаций брака, получаемого при литье.
Дефекты делятся на типы по месту нахождения. Так, если брак выявлен внутри участка, его считают внутренним. Если же проблема проявилась при дальнейшей обработке, ее относят к внешнему браку.
VT-metall предлагает услуги:
С точки зрения внешнего проявления, выделяют такие основные виды дефектов отливок, как пригар, при котором слой формовочных материалов, спекшихся с металлом, крепко присоединился к поверхности заготовки, и приливы, которые представляют собой отклонение размеров отливок от проекта в большую сторону.
Приливы делят на:
- Заливы, которые образуются вдоль стыка частей формы. Причина их появления кроется в несоблюдении размеров моделей и плохом соединении элементов опок.
- Подутость (распор) – возникает из-за давления расплава на рыхлую смесь.
- Нарост, который появляется, когда поток расплава размывает форму при заливке.
- Просечки (гребешки, заусенцы), образующиеся при затекании расплава в повреждения формы или стержня.
Нередко дефекты при литье проявляются в виде пороков поверхности. Сюда относятся:
- Засоры. Массы зерен земли или шлаков. Эта проблема появляется из-за ошибок, допущенных при проектировании форм, непродуманного расположения литников, несоблюдения технологии складирования и перевозки.
- Ужимины – образуются при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и расплав заполняет образовавшуюся пустоту.
- Спаи, или неслитины, возникают, когда происходит контакт между слоями охладившегося расплава. Поскольку не достигнута необходимая температура, потоки не могут правильно сплавиться.
- Плены – появляются, когда окисляются легирующие добавки.
- Морщинистость, или складчатость. Данный дефект выглядят как разнонаправленные складки на поверхности металлического изделия. Такой изъян связан со скоплением большого объема углерода в металле.
- Выпот – провоцирует взрывообразное выделение скоплений графита, поэтому он похож на множество лопнувших пузырьков.
- Корольки появляются и из-за разбрызгивания расплава при заливке. В этом случае шарик металла кристаллизуется отдельно от отливки, не соединяясь с ней.
- Коробление отливки возникает по причине внутренних напряжений, провоцируемых неравномерным остыванием.
Кристаллизация
Кристаллизацией называется процесс, состоящий в образовании кристаллов. Это происходит при переходе металла из состояния жидкого в твердое. Именно это и происходит при сварке металлических изделий.
Этот процесс в сварном шве приводит к деформированию металлов и образованию трещин. Какие виды трещин образуются при кристаллизации сварного шва? Горячие, которые имеют второе название кристаллизационные, могут появиться в металлическом шве на последней стадии кристаллизации. При этом температура близка к солидусу, когда происходит исчезновение последних капель жидкого металла.
Пластические дефекты металлических изделий
При отбраковке заготовок достаточно часто приходится сталкиваться с включениями инородных металлических или неметаллических тел, причем последние бывают различной величины, формы.
Надрыв представляет собой местные несквозные разрывы, находящиеся поперек или под углом к направлению обработки материла. Такие дефекты образуются из-за раскрытия внутренних несплошностей материала, а также несоблюдения норм, установленных для процесса обработки.
Сквозной разрыв отличается от предыдущего вида тем, что на металлическом изделии наблюдаются сквозные несплошности. Они образовываются при деформации плоской заготовки, имеющей неравномерную толщину, либо причиной появления сквозного разрыва могут стать вкатанные инородные тела.
Накол выглядит как несквозные единичные или групповые точечные углубления. Они появляются при использовании загрязненных смазочно-охлаждающих жидкостей, попадании на заготовку мелких металлических и инородных элементов. Еще одной причиной для образования накола могут стать выступы и налипшие частицы на валках.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Вмятинами называют отдельные единичные углубления различных размеров, форм, имеющие пологие края. Вмятины появляются из-за повреждения металла в процессе производства, перевозки, хранения.
Забоина представляет собой углубление неправильной формы. Обычно такой дефект имеет острые края, поскольку появляется при ударе металлического изделия.
Отпечаток – периодически повторяющиеся углубления, выступы, расположенные по всему металлическому изделию или на некоторых его участках. Отпечатки появляются под действием неровностей на прокатных и правильных валках.
Задир выглядит как широкое продольное углубление с неровным дном и краями. Причина его появления состоит в резком трении заготовки о детали оборудования, при помощи которого осуществляется обработка.
Риска – это продольное узкое углубление, дно которого может быть закругленным либо плоским. Образуется при царапании заготовки металлического изделия выступами на поверхности оборудования.
Царапина представляет собой углубление неправильной формы, имеющее произвольное направление. Появляется из-за механических повреждений, например, во время складирования, перевозки металлических изделий.
Потертостью называют нарушение блеска на отдельно взятом участке металлического изделия, а также скопление мелких разнонаправленных царапин. Такие дефекты появляются из-за трения металлических изделий между собой.
Налип появляется в результате прилипания к металлическому изделию частиц или слоя металла с инструмента.
Закат образуется за счет вдавливания в изделие частиц обрабатываемого металла, заусенцев, выступов и других дефектов, появившихся в процессе обработки.
Пережог проявляется в виде темных, оплавленных или окисленных пятен на металлическом изделии, которые образуются, если была превышена температура, время нагрева материала.
Способы обнаружения дефектов металлических изделий
Существует несколько уровней исследования, которые используются для разных глубин и размеров дефектов:
- Субмикроскопическое исследование.
- Микроанализ.
- Макроанализ.
Под дефектами кристаллического строения металлов принято понимать отклонения от структуры идеального, то есть бездефектного, кристалла.
Дефекты кристаллической структуры делят на типы в соответствии с их формой и размерами:
- Дислокации, то есть отсутствие полуплоскости кристаллической решетки.
- Вакансии или пустоты в узлах кристаллической решетки.
- Атомы внедрения, предполагающие присутствие в решетке дополнительных атомов между узлами.
- Атомы замещения, то есть атомы другого элемента, находящиеся в узлах кристаллической решетки обрабатываемого металла.
1. Субмикроскопическое исследование.
Цель его состоит в выявлении дефектов на границах кристаллов или зерен. Дело в том, что из-за неравномерности кристаллизации или недостаточного питания зародышей жидким раствором появляются тонкие прослойки между блоками кристаллов. Либо причина может скрываться в выделении на поверхности кристаллов твердой фазы нерастворимых соединений и элементов. Так, фосфор и целый ряд тугоплавких металлов не способны образовывать соединения с железом в сталях, поэтому они откладываются на границах зерен.
В число субмикроскопических дефектов входят сколы в стали 38Х2МЮА. Причина их появления проста: во время легирования стали алюминием по границам зерен выделяются локальные плоскости, которые и становятся слабым местом металла во время дальнейшей обработки.
2. Микроанализ.
При подобном исследовании для выявления дефектов используют микроскопы с увеличением более 100 крат. Именно микроанализ применяется чаще всего при поиске литейных дефектов. Этот метод позволяет определить балл зерна, наличие и количество включений неметаллической природы, меди, серы и фосфора, структуру металла.
От доли углерода и легирующих элементов, содержащихся в стали, зависит, какие твердые фазы выделятся при кристаллизации. Отметим, что данные стадии имеют различную прочность, твердость и пластичность. В стойких к коррозии марках стали при разных температурных режимах охлаждения формируются фазы аустенита, мартенсита или ледобурита.
Также к ключевым характеристикам, определяющим качество металла, относится балл зерна. Дело в том, что при снижении данного показателя повышается пластичность металла, но снижается его прочность. Однако легирование карбидообразователями или тугоплавкими материалами позволяет добиться упрочнения стали, сохраняя при этом ее изначальную пластичность.
Предупреждение появления трещин
Существуют определенные меры, уменьшающие вероятность возникновения различных видов трещин:
- Уменьшение жесткости соединения свариваемых деталей.
- Подбирать ширину сварного шва, соизмеримую с толщиной деталей.
- Значение сварного тока должно соответствовать рекомендуемому данному виду соединения. Превышение приведет к перегреву.
- Сварочную проволоку выбирать с небольшим содержанием серы и углерода.
- Соблюдать угол наклона электрода.
- Шов не должен быть слишком узким.
- Применение многопроходного способа сваривания. Однопроходные швы являются менее прочными.
Не лишним будет предварительный нагрев свариваемых деталей.