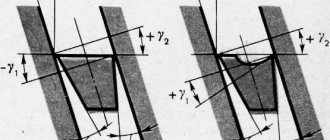
Нарезание резьбы на токарном станке относится к тем операциям, для которых могут быть использованы различные инструменты. Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
Процесс нарезания резьбы на токарном станке резцом
Конструкция и размеры
Carbide-tipped thread turning tools. Design and dimensions
ГОСТ
18885-73
Взамен MH 623-64; MH 624-64; MH 625-64; MH 626-64
МКС 25.100.10
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения с пластинами из твердого сплава.
(Измененная редакция, Изм. № 1).
2. Резцы должны изготовляться следующих типов:
1 — резьбовые для наружной метрической резьбы;
2 — резьбовые для внутренней метрической резьбы;
3 — резьбовые для наружной трапецеидальной резьбы;
4 — резьбовые для внутренней трапецеидальной резьбы.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1—4 и в табл. 1—4.
Тип 1
| с |
| r L |
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., июне 1985 г.
(ИУС 4-81, 9-85).
Таблица 1
мм
| Обозначение резцов | Применяе мость | Сечение резца h b | L | т | Тип пластин по ГОСТ 25398-90 | Шаг резьбы Р |
| 2660-0001 | 16-10 | 100 | 1,5 | 0,5-2,5 | ||
| 2660-0003 | 20-12 | 120 | 3,0 | 11 | 0,8—3,0 | |
| 2660-0005 | 25-16 | 140 | 4,0 | 1,25-5 | ||
| 2660-0007 | 32-20 | 170 | 5,0 | 2-6 |
Примечание. Размер г выполняется в зависимости от шага резьбы (гиш- = 0,144 S).
Пример условного обозначения резца типа 1, сечением hb = 20-12 мм, для метрической резьбы с шагом Р = 2 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2660-0003 2 Т15К6 ГОСТ 18885- 73
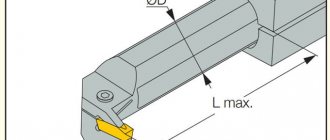
Т и п 2
| Обозначение резцов | Применяе мость | Сечение резца h b | L | / | d | т | Тип пластин по ГОСТ 25398-90 | Шаг резьбы Р | D найм. |
| 2662-0001 | 10-10 | 120 | 40 | 10 | 4 | 11 | 0,75-2,50 | 18 | |
| 2662-0003 | 12-12 | 140 | 50 | 12 | 5 | 1-3 | 24 | ||
| 2662-0005 | 16-16 | 170 | 60 | 16 | 9 | 1,5-4 | 30 | ||
| 2662-0007 | 20-20 | 200 | 80 | 20 | 12 | 2-5 | 42 | ||
| 2662-0009 | 25-25 | 240 | 100 | 25 | 14 | 3-6 | 52 |
Пример условного обозначения резца типа 2, сечением hb = 20-20 мм, для метрической резьбы с шагом Р = 3,5 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2662-00073,5 Т15К6 ГОСТ 18885- 73
Черт. 3
| Резцы | Сечение резца h ■ b | L | т | Тип пластин | Шаг резьбы Р | |
| для правой резьбы | для левой резьбы | |||||
| Обозначение | Применяе мость | Обозначение | Применяе мость | |||
| 2664-0001 | 2664-0002 | 20-12 | 120 | 2,0 | 48 по ГОСТ 25422-90 | 2 |
| 2664-0003 | 2664-0004 | 3 | ||||
| 2664-0005 | 2664-0006 | 3,0 | 4 | |||
| 2664-0007 | 2664-0008 | 5 | ||||
| 2664-0009 | 2664-0010 | 25-16 | 140 | 4,0 | 6 | |
| 2664-0011 | 2664-0012 | 8 | ||||
| 2664-0013 | 2664-0014 | 6,0 | 10 | |||
| 2664-0015 | 2664-0016 | 32-20 | 170 | 12 | ||
| 2664-0017 | 2664-0018 | 8,0 | 16 | |||
| 2664-0019 | 2664-0020 | 40-25 | 200 | 10,0 | 32 по ГОСТ 25412-90 | 20 |
| 2664-0021 | 2664-0022 | 12,5 | 24 |
Пример условного обозначения резца типа 3, сечением hb = 2516 мм, для правой трапецеидальной резьбы с шагом Р= 6 мм, с пластинами из твердого сплава марки Т15К6:
Резец 2664-0009 6 Т15К6ГОСТ 18885- 73
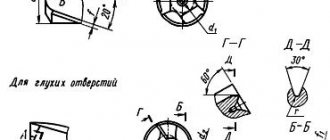
Т и п 4
I
Таблица 4
Размеры в мм
| Резцы | Сечение резца h ■ b | L | / | d | т | Тип пластин по ГОСТ 25422-90 | Шаг резьбы Р | D найм. | |
| для правой резьбы | для левой резьбы | ||||||||
| Обозначение | Применяе мость | Обозначение | Применяе мость | ||||||
| 2666-0001 | 2666-0002 | 1010 | 120 | 40 | 10 | 4 | 48 | 2 | 16 |
| 2666-0003 | 2666-0004 | 4 | |||||||
| 2666-0005 | 2666-0006 | 1212 | 140 | 50 | 12 | 4 | 2 | 22 | |
| 2666-0007 | 2666-0008 | 6 | 5 | ||||||
| 2666-0009 | 2666-0010 | 7 | 8 | ||||||
| 2666-0011 | 2666-0012 | 1616 | 170 | 60 | 16 | 6 | 3 | 30 | |
| 2666-0013 | 2666-0014 | 8 | 6 | ||||||
| 2666-0015 | 2666-0016 | 10 | 10 | ||||||
| 2666-0017 | 2666-0018 | 20 20 | 200 | 80 | 20 | 8 | 3 | 44 | |
| 2666-0019 | 2666-0020 | 10 | 8 | ||||||
| 2666-0021 | 2666-0022 | 12 | 12 | ||||||
| 2666-0023 | 2666-0024 | 25-25 | 240 | 100 | 25 | 6 | 4 | 62 | |
| 2666-0025 | 2666-0026 | 10 | 10 | ||||||
| 2666-0027 | 2666-0028 | 15 | 6 |
Пример условного обозначения резца типа 4, сечением hb = 1010 мм, для правой трапецеидальной резьбы с шагом Р = 2 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2666-0001-2 Т15К6 ГОСТ 18885- 73 (Измененная редакция, Изм. № 1,2).
4. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
7. Технические требования — по ГОСТ 5688—61.
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
- 5–12 м в минуту – для стальных заготовок.
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
- 0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
- 0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.
Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
- 10–15 м в минуту – на изделиях, выполненных из латуни;
- 2–3 м в минуту – на чугунных деталях;
- 3–4 м в минуту – на заготовках из стали.
Чтобы плашка беспрепятственно зашла на деталь, на торце последней снимают фаску, по высоте совпадающую с высотой профиля резьбы.
Что собой представляет дюймовая резьба
Соединения резьбовые характеризуются следующими факторами: по виду посадки: скользящая, зазорная, переходная, с натягом. По использованию дополняющих деталей: обычные прямые соединения и в сочетание с элементами: шариком, втулкой, спиралью. Без стопора или с ним.
- форма цилиндрическая, либо коническая,
- метод нарезания – наружное исполнение и внутреннее нарезание,
- вид направления линии винта – влево и направо,
- заходы – многозаходные и однозаходные,
- профилирующий параметр: метрическая, цилиндрическая, трапециевая, коническая трубная, коническая дюймовая, круглая, прямоугольная, упорная,
- размерность – метрическая резьба, либо дюймовая трубная,
- назначение – для крепежа, ходовые нарезки, регулирующие,
- вид обработки: нарезание детали резцом, плашкой, метчиком.
- LiveJournal
- Blogger
Втулка с дюймовым соединением
В модульной нарезке шаг определяется модулями. Для перевода в мм. «M» умножают на pi число.
Питчевая резьба замеряется питчами (для определения число дюймов pi значение делят на питч).
Параметры
Гост на дюймовую резьбу 6257 – 81 главными точными параметрами определяет размеры шага прохода и диаметра. При этом измерение наружного трубного диаметра равно расстоянию между каждой верхней точки противостоящих гребней. Диаметр внутреннего просвета замеряют от одной точки внизу впадины канавки до другой противоположной. Резьбовой шаг постоянной величины, он измеряется расстояниями между соседствующими гребнями, либо впадинами.
Отличия между метрической и дюймовой резьбой:
- размеры метрической – в мм, дюймовой – в значениях дюймах, либо их дробных долях,
- дюймовая резьба характеризуется более острыми углами наклона гребней и впадин,
- нити отличаются закругленной формой.
Верхний размер угла = 55 град, шаг резьбы замеряют количеством нитей.
В быту используются такие виды изделий:
с параметром в 1 дюйм — 14 нитей, шаговая длина 1, 814 мм, величина диаметра ¾, либо ½,
11 нитей в 1 дюйме – с размером шага 2, 309, и диаметром 1; 1 и ½; 1 и ¼.
Соотношение дюймовой и метрической резьбы:
- LiveJournal
- Blogger
Таблица соотношение дюймовой и метрической резьбы
Выполнение трубной резьбы
Делают нарезание резьбы на токарном станке резцом, а также с помощью плашек, гребенками и метчиками, ручным или механическим способом. Для уточнения размеров потребуется инструмент резьбомер (гребенка, калибр), либо штангенциркуль.
Определение шага трубной резьбы
При метрическом нарезании вначале нужно определить шаг резьбы: промерить расстояние, отделяющее вершины, затем разделить на число нитей.
Важно проверить вначале шаг и профиль, затем размеры внутреннего, наружного диаметров.
Чтобы узнать шаг при помощи линейки, либо определить щтангенциркулем, нужно замерить длину двух или трех проходных шагов, затем разделить на число шагов. При проверке резьбомером зубцы пилочки должны плотно, без зазоров прилегать к измеряемой резьбе.
Точность замеров зависит от следующих условий:
- степени износа и чистоты детали;
- удобства операции замера,
- чистоты и вида инструмента,
- правильного использования измерительного прибора.
При дюймовом методе просчитать число нитей на 1 трубный дюйм. После обработки требуется проверка.
Чтобы определить шаг дюймовой резьбы штуцером (муфтой) с внутренней нарезкой нужных размеров, нужно закрутить внутрь детали болт. Если он зашел ровно, плотно, без усилий, то размеры шага и диаметра нарезки подобраны верно. Для замера наружной величины гребней применяются накручивающиеся детали насадки. При несоответствии размеров используют поочередно другие калибры до соответствия.
Как пользоваться резьбомером? Пластины, которые включены в инструмент, прикладывают к наружной, затем внутренней нарезке трубы. При соответствии профиля размеру пилки уточняют визуально: рассматривают свободный просвет. Точное совпадение означает параметры размера, указанные на пилочках (пластинах) резьбомера.
Штангельциркулем и микромером с точностью промеряют лишь наружные диаметры, поэтому более приемлемый вариант – использование резьбомера.
Чтобы не допустить ошибки, нужно замерить каждый диаметр детали три раза, просчитать и выбрать среднюю величину.
Чтобы не допустить ошибки, нужно замерить каждый диаметр детали три раза, просчитать и выбрать среднюю величину.
- LiveJournal
- Blogger
Пример переходника с нанесённой внутренней и наружной резьбой