БОЛТЫ С ШЕСТИГРАННОМ ГОЛОВКОЙ И ШЕСТИГРАННЫЕ ГАЙКИ ДИАМЕТРОМ ДО 48 мм
Конструкция и размеры
Издание официальное
Москва
Стандартинформ
2010
ВНИМАНИЮ ЧИТАТЕЛЕЙ!
Федеральное государственное унитарное предприятие «Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия» подготовил к изданию в 2010 году сборники национальных стандартов, скомплектованные по отраслевому (тематическому) принципу.
В сборники включаются официальные публикации стандартов со всеми изменениями и поправками, утвержденными (принятыми) на дату издания сборника.
В 2010 году выйдут в свет сборники стандартов по следующей тематике:
Зернобобовые культуры. Технические условия Зерновые культуры. Технические условия Изделия кондитерские. Методы анализа
Картофель, овощи, бахчевые культуры. Технические условия Крупяные продукты. Технические условия. Методы анализа
Маргарины, жиры для кулинарии, кондитерской и хлебопекарной промышленности Плоды косточковые. Технические условия Продукты мясные. Методы анализа
Продукты переработки плодов и овощей. Методы анализа
Продукты переработки пшеницы. Макаронные изделия. Технические условия. Методы анализа
Продукты пищевые, консервы. Методы микробиологического анализа
Рыба живая, охлажденная и мороженая. Технические условия
Рыба и рыбные продукты. Методы анализа. Маркировка. Упаковка
Семена масличных культур
Соки. Технические условия. Методы анализа
Сырье и продукты пищевые. Методы определения токсичных элементов Единая система конструкторской документации (ЕСКД)
Единая система программной документации (ЕСПД)
Единая система технологической документации (ЕСТД)
Система разработки и постановки продукции на производство
Болты с шестигранной головкой и шестигранные гайки диаметром до 48 мм. Конструкция и размеры
Нефть и нефтепродукты. Общие правила и нормы
Трубы металлические и соединительные части к ним. Часть 2. Трубы нарезные. Трубы металлические и соединительные части к ним. Часть 4. Трубы из черных металлов и сплавов литые и соединительные части к ним. Основные размеры. Методы технологических испытаний труб
© СТАНДАРТИНФОРМ, 2010
ГОСТ 7798-70
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ с шестигранной головкой
Преимущества болтов прочности класса 10.9
Основным преимуществом данной продукции является возможность оптимизации металлоемкости конечной конструкции и ее массы при одновременном увеличении показателей стойкости, а также прочности соединений резьбового типа. Иными словами, здесь допускается использование высокопрочных болтов, имеющих меньший диаметр и, соответственно, вес по сравнению с крепежом такого же типа, но меньшей прочности, при прочих равных условиях. Приведем для наглядности конкретный пример для болта с резьбой М20. Предельная разрушающая нагрузка для:
- класса 5.8 составляет 13 т или 126 кН;
- класса 10.9 равна 26 т или 254 кН.
Разница очевидна.
К другим плюсам применения высокопрочных крепежных элементов можно отнести:
- у разработчиков появляются дополнительные варианты проектирования металлоконструкций за счет уменьшения размерных характеристик сопрягаемых компонентов (например, тех же фланцев);
- возможность: — использования подвергнутых предварительному напряжению пространственных металлоконструкций; — закладывать на проектируемое сопряжение повышенные нагрузки. То есть эффективные решения доступны при менее материало- и финансово-затратных методах;
- использование высокопрочных крепежных изделий – отличная возможность повышения ресурса производственного оборудования. Речь идет о плановых ревизиях, восстановительных и ремонтных работах. Такой крепеж допускается многократно повторно применять в обновленных соединениях.
КЛАССА ТОЧНОСТИ В
КОНСТРУКЦИЯ И РАЗМЕРЫ
Издание официальное
Москва
Стандартинформ
2010
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ КЛАССА ТОЧНОСТИ В
Конструкция и размеры
Hexagon bolts, product grade В. Construction and dimensions
ГОСТ
7798-70
МКС 21.060.10 ОКП 12 8200
Дата введения 01.01.72
1. Настоящий стандарт распространяется на болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм.
(Измененная редакция, Изм. № 4).
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в табл. 1,2.
(Измененная редакция, Изм. № 2—6).
3. Резьба — по ГОСТ 24705. Сбег и недорез резьбы — по ГОСТ 27148. Концы болтов — по ГОСТ 12414.
(Измененная редакция, Изм. № 5).
За. Радиус под головкой — по ГОСТ 24670.
36. Не установленные настоящим стандартом допуски размеров, отклонений формы и расположения поверхностей и методы контроля — по ГОСТ 1759.1.
Зв. Допустимые дефекты поверхности болтов и методы контроля — по ГОСТ 1759.2.
За—Зв. (Введены дополнительно, Изм. № 4).
(Исключен, Изм. № 4).
5. Варианты исполнения головки устанавливает изготовитель.
5а. Допускается изготавливать болты с диаметром гладкой части стержня dv приблизительно равным среднему диаметру резьбы.
(Введен дополнительно, Изм. № 3).
56. Допускается для нанесения знаков маркировки изготавливать болты исполнений 1 и 2 с лункой на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунки должна быть не более 0,4 к.
(Введен дополнительно, Изм. № 5).
6. Технические требования — по ГОСТ 1759.0* *.
Конструкция и технология изготовления
Болт – это металлический стержень, на который нанесена резьба. На одном из его концов находится головка, чаще всего шестигранной конфигурации с размерами под определенный гаечный ключ. Соединение деталей осуществляется путем навинчивания гайки до упора. Равномерное распределение нагрузки обеспечивается применением шайб.
Болты с классом прочности от 8.8 и выше считаются высокопрочными. Для их изготовления используются легированные стали, либо стали углеродистые с содержанием углерода не превышающим 0,5%. Производство заготовок осуществляется на высококачественном оборудовании методом штамповки – горячей, а также холодной. На видеоролике представлен первый вариант данной технологии. На одном из этапов для предотвращения восприимчивости метиза к воздействию коррозии и уменьшению прочности, его подвергают термической обработке. Резьба наносится на специальных автоматических станках.
Единица измерения – миллиметры
Для формирования соединения используются гайки, имеющие аналогичные характеристики резьбы и точности – B (отечественный ГОСТ 5915 либо стандарт DIN 934).
В качестве сырья при производстве болтов прочности 10.9 используется:
- конструкционная легированная сталь марок: Ст.35XГCA, Ст.30XГCA, Ст.40XСелект, Ст.40X, Ст.40Г2, Ст.45Г, Ст.38XA, Ст.35X;
- нержавеющая аустенитная сталь A1 и .
Материалы для болтов
| Вид Изделия | Класс прочности | Возможные марки стали |
| Болт | 3,6 | СтЗкп, СтЗсп, Ст5кп, Ст5сп, |
| 4,6 | Ст5кп, 10,09Г2,09Г2С и 09Г2СД | |
| 4,8 | 10, 10кп | |
| 5,6 | 30,35 | |
| 5,8 | 10, 10кп, 20, 20кп | |
| 6,6 | 35,45 | |
| 6,8 | 20,20кп,45, 40Х | |
| 8,8 | 35,45,35Х,38ХА,45Г,40Х | |
| 10,9 | 40Хселект, 30ХЗМФ, 30Х2НМФА | |
| 12,9 | 20Х2НМТРБ |
Разновидности испытаний
С целью подтверждения качества выпускаемой крепежной продукции проводятся определенные испытания. Их методы и способы зафиксированы в ГОСТе Р 52627-2006. Выполняться испытания могут в любой лаборатории, в том числе заводской, которая успешно прошла аттестацию в центре, функционирующем при Росстандарте. Тесты проводятся на:
- твердость. Способность материала изготовления оказывать сопротивление различного рода деформациям;
- кручение. Такие испытания проводятся в соответствии с требованиями международного стандарта ISO 898-7: Устанавливается крутящий момент, при котором болт разрушается;
- растяжение. В результате этих испытаний определяются такие показатели материала, как величина относительного удлинения, предел текучести и временное сопротивление.
Свойства продукции определяются результатами проведенных испытаний.
Сходства и отличия стандартов DІN 931 и DІN933
Стандарты DІN 931 и DІN 933 являются ближайшими аналогами ГОСТа 7805 и ГОСТа 7798 соответственно. Однако здесь имеется один важный аспект. Как известно, каждый отечественный стандарт нормирует производство болтов только одного касса точности. Так, первый из вышеуказанных действителен для крепежа класса «A», а второй — для крепежных деталей, выполненных с точностью, соответствующей классу «B». В немецких нормативных документах ситуация в этом плане несколько иная.
- Требование производить болты с классом точности «A» распространяется на изделия с резьбой до M24 и длиной, не превышающей 150 мм.
- Размерные характеристики такого крепежа должны соответствовать требованиям класса «B», если их диаметр резьбы больше M24, а длина превышает 150 мм.
Также имеются отличия по предельным значениям диаметра резьбы. Выше было сказано, что в ГОСТе 7805 больше номенклатурных позиций по сравнению с ГОСТом 7798 за счет добавления семи диаметров, размер которых меньше 6 мм (минимальный –1,6 мм). А верхние значения этого показателя идентичны – M48.
В немецких стандартах все выглядит с точностью до наоборот. То есть минимальная резьба там одинакова – M1,6, а вот максимальная отличается. В DІN 931 – это M39, а в DІN 933 – M52. Соответственно, разнятся и все максимальные значения остальных параметров, начиная от высоты головки и заканчивая отверстиями в стержне.
Cвойства крепежа
Метизы, выпускаемые различными предприятиями, отличаются друг от друга геометрическими параметрами, формой, материалом, предназначением. Кроме этого их можно различить по типу покрытия и ряду других. Кроме, названных свойств болты одного типа отличаются параметрами прочности.
Например, болт М16, может быть использован для крепления деталей забора или ограждения и такой же болт, может быть, использовать для сборки мостовой или крановой конструкции. Соответственно для первого варианта может быть использован болт с меньшими прочностными параметрами, чем для второго варианта применения. Болты, применяемые для сборки кранов и аналогичного оборудования называют крановыми. Они отличаются более высокой прочности и для их изготовления применяют особо прочные стали. В РФ действует ГОСТ 7817-70, который нормирует требования к крепежу, применяемого в особо ответственных конструкциях.
Метизы имеют несколько форм исполнения – болты, гайки, винты и пр. Каждое из указанных изделий применяют для решения определенных задач. Для их изготовления применяют различные стали и разные технологии. От этого зависит и та маркировка, которая будет нанесена на поверхность крепежа.
Классификация винтов
Рассмотрим теперь винты, имеющиеся в ассортименте ЦКИ. Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.
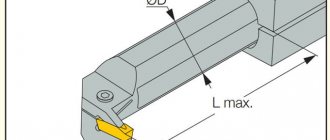
Другая большая группа винтов – винты установочные. Название пошло от их назначения. В своем большинстве они предназначены для точной установки и фиксации деталей в механизмах. Для этого на своих концах они имеют различные выступы или углубления.
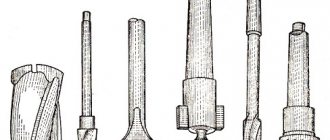
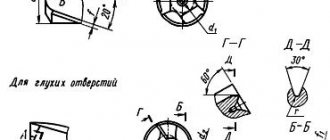
По ГОСТ 12414-94 (ISO 4753:1999): «Концы болтов, винтов и шпилек. Размеры» предусматриваются следующие концы установочных винтов:
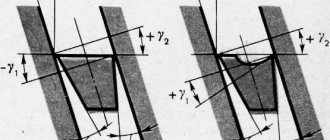
Привод крутящего момента осуществляется следующими элементами:
В сводной таблице представлены реально существующие, наиболее распространённые сочетания головок и концов установочных винтов с указанием стандарта DIN.