30.04.2021 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Принцип работы полуавтомата
- Плюсы и минусы полуавтоматической сварки
- Оборудование для полуавтоматической сварки
- Полуавтоматическая сварка без использования газа
- Полуавтоматическая сварка в газовой среде
- Какой метод полуавтоматической сварки лучше
- Критерии выбора аппарата для сварки
Какая полуавтоматическая сварка лучше – с использованием газа или без него? Ответить на эти вопросы достаточно сложно. У каждой технологии есть свои достоинства и недостатки, поэтому тот или иной метод лучше использовать в зависимости от конкретной ситуации.
Вообще, сварка полуавтоматом, причем любым из способов, на сегодняшний день является одним из самых востребованных видов металлообработки. Но чтобы правильно воспользоваться ее преимуществами, нужно иметь представление о технологических нюансах каждого метода.
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов. Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом; • для сварочных работ с защитными газами; • для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении; соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества: отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера: дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах. высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Основной принцип работы
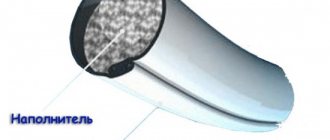
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.
Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Как выбрать хороший сварочный полуавтомат
Полуавтоматический сварочный аппарат получил своё название благодаря механизму автоподачи присадочной проволоки и защитного газа. С нажатием на кнопку горелки запускается миниатюрный электродвигатель, вследствие чего размотчик с постоянной скоростью подаёт проволоку по металлическому каналу в зону сварки. Параллельно активируется клапан, который подаёт аргон, углекислоту или их смесь до сварочной ванной. Скорость подачи газа и проволоки регулируется.
Что можно варить полуавтоматом? Полуавтоматический инверторный аппарат позволяет сваривать толстые металлы, чугун, алюминий, нержавейку, тонколистовые материалы. Шов практически не нуждается в обработке – образование шлака минимальное. Также непрерывная и равномерная подача электродной проволоки ускоряет процесс соединения металлов, позволяет накладывать длинные непрерывные швы. Для сварки заборов и не ответственных изделий из чермета целесообразнее будет выбрать инвертор ММА (для ручной дуговой сварки).
Практически все сварочные инверторы позволяют варить обычным плавким электродом или флюсовой проволокой – её специальное покрытие защищает сварочную ванну от взаимодействия с воздухом.
Мощность. Определяет производительность сварки, максимальную толщину провариваемого металла. Указывается в кВт. Эффективная мощность всегда ниже потребляемой – часть электрической энергии превращается в тепловую.
Для домашнего использования достаточно аппарата мощностью 3 кВт. Этого хватит для сваривания не ответственных конструкций из профиля толщиной до 2,5 мм, ремонта бака или дна машины. Если работаете с металлами потолще – 4 мм, берите аппарат мощностью 3-5 кВт. Для проплавления толстостенных изделий (порядка 6-10 мм) нужно устройство мощностью 6-8 кВт и выше.
Сварочный ток .Определяет максимальную толщину провариваемого материала. Если его не хватит, шов останется на поверхности соединяемых деталей, легко повредится. При токе (ориентировочные данные):
- 110-120 А можно работать с проволокой сечением 0,6-0,8 мм и варить металл толщиной до 2,5 мм;
- 120-160 А – диаметр проволоки составляет 1 мм, толщина провариваемого металла – до 4 мм;
- 160-200 А варятся детали сечением до 4-5 мм с применением проволоки диаметром 1,2 мм.
Обращайте внимание и на минимальный сварочный ток. Он важен при работе с тонколистовыми металлами, мелкими деталями.
Регулировка силы тока. Ручкой-регулятором изменяется сила тока для адаптации параметров электрической дуги под особенности обрабатываемых деталей. Тумблеры бывают с пошаговой регулировкой – каждый шаг добавляет или снижает показатель на несколько (50-10 А) или плавной – с шагом 1 или менее ампер. Для высокой точности и наглядности стоит приобретать модели с цифровой индикацией силы тока.
Напряжение. Для частного сектора важен показатель напряжения сети. При штатном значении около 220 В оно часто падает ниже 200, и даже 180 В. При выборе учитывайте отдалённость дома или гаража от трансформатора, от которого электричество поставляется к вашему участку. Если напряжение сети заниженное, берите аппарат, способный стабилизировать этот показатель. Особо не верьте производителям, которые гарантируют отличную работу недорогой сварки при 160 и даже 140 В.
От напряжения холостого хода зависит лёгкость разжигания дуги, особенно начинающими, и её эластичность. Чем значение ниже, тем дешевле устройство.
Прочие моменты. При подборе хорошего полуавтомата смотрите на параметр продолжительности включения (ПВ). Для бытовых приборов он редко превышает 30-40% в режиме MIG/MAG, и это нормально. Это значит, что после 3-4 минут работы на пиковом токе устройству необходимо остывать на протяжении 7 или 6 минут соответственно. Для дома и гаража этого достаточно, но для производственного агрегата ПВ должен быть от 60%. Для режима MMA показатель может быть выше.
Целесообразно покупать полуавтомат с закрытым толкающим механизмом подачи проволоки, а не тянущим, защитой от короткого замыкания.
Какой сварочный полуавтомат выбрать
Для подсобного хозяйства, гаража и дачи хватит аппарата мощностью около 3 кВт с максимальным сварочным током 120-160 А. Минимальное значение выбирайте, исходя из толщины свариваемого металла. ПВ составляет 30-40%. Важна работа при просадках напряжения до 200-190 В.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным. Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Лучшие сварочные полуавтоматы MIG/MAG, MMA
Устройства для сваривания в среде защитного газа и в ручном режиме плавящимися электродами.
1
Aurora OVERMAN 205 (MIG/MAG, MMA)
Рейтинг:5,0
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG)
- мощность: 8 кВА
Средняя цена: 36 100 руб
Лёгкий сварочный полуавтомат с возможностью сваривания штучными электродами. Работает с порошковой самозащитной проволокой. С током до 200 А и мощностью до 8 кВт станет надёжным помощником в гараже или производственном цехе со значительными объёмами работ. Отлично зарекомендовал себя при сваривании алюминия – подойдёт для автомастерской и СТО. Большое время включения обеспечено обновлённой системой охлаждения на базе четырёх радиаторов. Для работы при низких температурах предусмотрена розетка для подключения обогрева редуктора. Аппарату на страшны просадки напряжения до 160-140 В.
Особенности:
- регулятор тока и напряжения;
- управление индуктивностью;
- опция подогрева редуктора;
- изменение полярности на корпусе.
2
Сварог REAL MIG 200 (N24002N) (MIG/MAG, MMA)
Рейтинг:4,9
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 160 А (MMA), 200 А (MIG/MAG)
- мощность: 7.70 кВА
Средняя цена: 32 580 руб
Продвинутый агрегат для применения в быту и на производстве. Горелка оснащена крючком, цепляющимся практически за что угодно. На переднюю панель вынесены регуляторы: напряжения в режиме MIG, скорости подачи проволоки, индуктивности (форсаж дуги). Последняя опция стабилизирует дугу, избавит от наплывов при сваривании тонких металлов. Для режима MMA есть регулятор тока в пределах 10-160 А. Под крышкой корпуса скрывается таблица с рекомендуемыми режимами сварки: соответствие тока, толщины металла и проволоки/электрода. Особенности:
- сваривание алюминия;
- работа с порошковой проволокой;
- дожигание проволоки;
- множество регуляторов;
- холостой прогон сварочной проволоки.
3
РЕСАНТА САИПА-220 (MIG/MAG)
Рейтинг:4,8
- сварочный инвертор
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 220 А (MIG/MAG)