Прихватки в сварке помогают точно зафиксировать расположение деталей в сварной конструкции относительно друг друга. Сварочные прихватки в данном случае – это короткие сварные швы, расположенные в соответствии с существующими нормами и правилами.
Использование прихваток помогает избежать смещения деталей сварной конструкции во время ведения процесса сварки, уменьшить зазоры между отдельными деталями, снизить остаточные деформации и одновременно с этим увеличить жесткость всего сварного узла.
В большинстве случаев предварительно собранные узлы и конструкции прихватывают с помощью точечной сварки, используя для этого стационарные машины и специальные зажимы. Зажимы требуются для того, чтобы наиболее точно собрать узел или конструкцию, подготавливаемую к сварке. Такой процесс сборки может быть как автоматизированным, так и ручным – на основе сделанной перед сборкой разметкой, в которой отмечаются места, где впоследствии будут сделаны прихватки. Использование зажимов позволяет существенно упростить процесс сборки, сделать его более точным, а нанесение прихваток более удобным. И чем больше деталей входит в сварную конструкцию, тем выше степень механизации процесса сборки.
Определение
Прихватка в сварке – это короткие сварочные швы, расположенные по установленным нормам и правилам. Делается после сборки в узел и до начала самой сварки. Выполняется ручной дуговой сваркой однопроходными швами и имеет определенный шаг (расстояние между швами).
металлический бак, собранный на прихватки перед сваркой
Назначение:
- отсутствие смещения деталей во время сварки;
- сохранение зазоров между деталями;
- увеличение жесткости узла.
Прихватка стыков трубопроводов
6.26. Собранные стыки труб и других элементов необходимо прихватить в нескольких местах. Прихваточные швы должны быть равномерно расположены по периметру стыка, их количество зависит от диаметра трубы (табл. 8). Не рекомендуется накладывать прихватки на потолочный участок стыка.
Высоту прихватки определяют в зависимости от толщины трубы и способа сварки; она должна быть равна:
(0,6-0,7)S, но не менее 3 мм, при выполнении прихваток ручной электродуговой сваркой или механизированной в углекислом газе и толщине до 19 мм и 5-6 мм при толщине стенки более 10 мм.
2-3 мм – при ручной аргонодуговой сварке и толщине стенки до 10 мм и 3-4 мм при толщине стенки более 10 мм.
Таблица 8
| Диаметр трубы, мм | До 100 | Свыше 100 до 426 | Свыше 426 |
| Число прихваток по периметру | 1-2 | 3-4 | Через каждые 300- 400 мм |
| Длина одной прихватки, мм | 10-20 | 20-40 | 30-50 |
6.27. При наложении основного шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
6.28. К качеству прихваток предъявляются такие же требования, как и к основному сварочному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, следует удалить механическим способом.
6.29. Собранные и прихваченные сварные соединения должны быть приняты руководителем сварочных работ. Убедившись в правильности сборки и прихватки, он дает разрешение на сварку.
Подогрев стыков
6.30. Температура подогрева стыков перед прихваткой при температуре окружающего воздуха 0 ºС и выше приведена в табл. 9, а при температуре ниже 0 ºС – в п.7.8.
Таблица 9
| Марка стали свариваемых деталей | Номинальная толщина свариваемых деталей, мм | Температура, ºС подогрева перед | |
| прихваткой и приваркой кольца | сваркой | ||
| Ст2сп2, Ст3сп2, Ст3сп3, Ст3сп4, Ст3пс5, 08, 10, 20 | До 100 вкл. | — | — |
| 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1СУ | До 30 вкл. | — | — |
| 12МХ, 15ХМ | До 10 вкл. Св. 10 до 30 | — 100-150 | — 150-200 |
| 12Х1МФ* | До 10 вкл. Св. 10 до 30 вкл. | — 150-200 | — 200-250 |
* Для стыков труб диаметром 42-89 мм с толщиной стенки 11-14 мм температура подогрева должна быть 100-150 ºС.
6.31. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, газовыми горелками, обеспечивая нагрев стыка по всему периметру. В стыках труб из низколегированной стали при толщине стенки до 30 мм ширина зоны подогрева должна быть не менее 100 мм. Подогрев должен быть организован так, чтобы сразу после окончания сварки можно было, при необходимости, произвести термообработку.
Технология сварки
Общие требования
7.1. Сварку стыков следует начинать сразу после прихватки. Время между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных сталей не должно превышать 4 ч.
Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с п.6.17.
7.2. Сварку стыков из низколегированных сталей следует выполнять без перерывов в работе до полной заварки всего стыка. При вынужденных перерывах в работе допускается прекращение сварки при заполнении разделки до 70-80% толщины стенки трубы.
7.3. Во всех случаях многослойной сварки шов разбивают на участки с таким расчетом, чтобы стыки участков («замки») в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Величина смещения замков и перекрытия «а» должна быть (рис. 9) при ручной аргонодуговой и электродуговой сварке 12-18 мм.
Рис. 9.Схема наложения замков шва
7.4. Ручную дуговую сварку выполняют наиболее короткой дугой. В процессе работы следует как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров. Перед гашением дуги сварщик должен заплавить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм, на только что наложенный шов, последующее зажигание дуги производят на металле шва, на расстоянии 20-25 мм от его конца.
7.5. В процессе работы следует обращать особое внимание на обеспечение полного провара корня шва. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть. При наличии на поверхности шва дефектов (трещин, подрезов, пористости и т.п.) дефектное место следует зачистить механическим способом до чистого металла и заварить вновь.
7.6. Сварные швы стыков должны иметь выпуклость (усиление) в указанных пределах (см. табл. 10).
Таблица 10
| Толщина стенки трубы, мм | Выпуклость, мм |
| Менее 10 | 0,5-2,0 |
| 10-20 | 0,5-3,0 |
| Свыше 20 | 0,5-4,0 |
7.7. Во время сварки элементов из подкаливающихся сталей 15ХМ, 12Х1МФ и литья аналогичного состава следует заглушить концы труб или закрывать задвижки на трубопроводе.
7.8. Сваривать и прихватывать стыки труб котлов из углеродистых, низколегированных конструкционных и теплоустойчивых сталей в зимних условиях при температуре окружающего воздуха ниже 0 ºС необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха – минус 20 ºС;
б) для стыков труб, свариваемых при положительных температурах с подогревом и подлежащих последующей термообработке, при отрицательных температурах обязательным является выполнение термообработки и непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время температуры сопутствующего подогрева;
в) стыки, свариваемые при положительных температурах с подогревом и не подлежащие последующее термообработке, при отрицательных температурах должны быть непосредственно после окончания сварки (не допуская остывания стыка) укрыты слоем изоляции толщиной 8-15 мм для обеспечения замедленного охлаждения;
г) для стыков, свариваемых с подогревом, температура подогрева при сварке в зимних условиях должна быть на 50 ºС выше, чем при положительной температуре окружающего воздуха, указанной в табл. 9;
д) во время всех термических операций (прихватки, сварки, термообработки и т.п.) стыки труб до полного остывания должны быть защищены от осадков, ветра, сквозняков;
е) стыки трубопроводов и труб поверхностей нагрева из теплоустойчивых сталей, свариваемых при положительных температурах без подогрева и последующей термообработки, при отрицательных температурах подлежат просушке газовым пламенем для удаления влаги, инея с доведением температуры металла в месте сварки до положительной и последующем укрытием сварных соединений теплоизоляционным материалом.
7.9. Если процессу сварки стыка мешает магнитное поле, возникшее намагничивание трубы (так называемое «магнитное дутье»), оно устраняется следующим образом. На стык наматывают провод-индуктор (шесть-восемь витков) и пропускают по нему в течение 2-3 мин. постоянный ток силой 200-300 А. Если после этого магнитное поле останется, следует пропустить ток в обратном направлении, т. е. подсоединить сварочные провода к противоположным выводам индуктора.
7.10. Стыки труб диаметром более 100 мм с толщиной стенки более 6 мм после сварки и зачистки сварщик должен маркировать присвоенным ему клеймом. Его ставят на самом сварном шве вблизи «замка» (на площадке размером около 20 х 20 мм, зачищенной абразивным камнем или напильником, или на трубе на расстоянии 30-40 мм от шва. Если в процессе механической обработки поверхности необходимо снять клейма, то они должны быть восстановлены на том же месте.
Маркировку каждого сварного соединения допускается не производить, если все сварные соединения котла выполнены одним сварщиком. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в хорошо видимую рамку, выполненную несмываемой краской. Место клеймения должно быть указанно в паспорте изделия. Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков.
На стыках труб из углеродистых сталей с рабочим давлением до 2,2 МПа (22 кгс/см2) клеймо можно направлять электросваркой.
Предыдущая4Следующая
Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все…
ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между…
Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам…
Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем…
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
Правка и гибка металла: особенности
При подготовке металла под сварку устраняются какие-либо неровности, кривизна или другие дефекты, и это называется правкой металла. Эти действия совершаются путем давления на металл при помощи пресса или вручную — ударом молотка.
Правке подвергаются как черные, так и цветные металлы.
Существует два метода правки:
- ручная правка — основой являются стальные или чугунные правильные плиты или различные наковальни, выполняется работа молотком;
- машинная правка — осуществляется на правильных машинах.
При правке металла материал может быть как холодным, так и горячим.
Также к подготовке относится и гибка металла. Это работа слесарная, во время которой заготовку изгибают под нужным углом и радиусом и придают ей требующуюся форму. Гибка тоже выполняется вручную, при помощи гибочных станков и прессов. Гибку можно производить как на глаз, так и по разметкам, шаблонам и по образцам.
Что нужно знать?
Во время сварки прихватка полностью проваривается либо убираются механическим способом. По этому признаку их можно разделить на два вида:
- временные – используются для закрепления деталей и в последствии удаляются; наносятся с обратной сварке стороны;
- остающиеся – являются частью основного шва и выполняются с полным проваром.
Последовательность выполнения швов различной длины:
- Короткий и средний. Первая точка ставится в середине будущего шва, следующая слева от нее, затем справа. Продолжать надо попеременно с разных сторон на одинаковом удалении от предыдущей точки до тех пора, пока не будут прихвачены края.
- Длинный. Последовательность противоположная предыдущему варианту. Сначала ставятся две точки по краям, затем прихватывается середина шва, после чего добавляются внутренние точки.
- Кольцевой. Первая точка ставится произвольно, вторая напротив нее. Следующие две прихватываются с поворотом в 45 градусах от них. Таким образом конструкция получается приваренной крест на крест. Затем, между каждой точкой добавляется еще одна.
Важно! Качество должно быть не хуже, чем у основной сварки, поэтому, при наличии дефектов, производится удаление и наложение нового шва.
Длина
Длина зависит от протяженности соединения деталей. Распространенными принято считать прихватки длиной 10-50 мм, либо вообще точечные на коротких соединениях.
Протяженность соединения меньше 10 мм применяется для закрепления деталей из тонкой стали, толщина которой не превышает 3 мм и в процессе сборки мелких деталей, а также для предварительного и временного закрепления конструкции. При сварке труб длина равняется 2-5 толщин металла.
Количество
Количество прихваток определяет шаг или по-другому промежуток, через который располагаются точки. Влияет на него толщина и жесткость деталей, а также габариты и конфигурация самого свариваемого изделия.
Соединение повело из-за отсутствия прихватки
Для разных материалов существуют свои стандарты. Например, для деталей из листового металла 0,5-4 мм шаг делается 30-60 мм (сварка плавлением) либо 50-150 мм (точечная сварка).
Количество зависит от размеров изделия. Труба диаметром 100 – 400 мм должна иметь 3-4 прихватки длиной 30-40 мм, в то время как при диаметре меньше 50 мм достаточно одной или двух длиной около 10 мм.
Сколько выдерживает?
Как и в случае со сварочным швом, на прочность влияет:
- качество и состав металла,
- технология,
- марка электрода,
- а также то, как происходило охлаждение шва и множество других факторов.
Поэтому, точно ответить на вопрос, какую нагрузку выдержит сварочная прихватка невозможно.
Стоит учитывать, что изначально прихватка рассчитана только на то, чтобы прихватить шов, а не нести нагрузку. Однако, несмотря на это она должна выдерживать достаточный вес для того, чтобы не лопнуть во время проведения основных сварочных работ.
Требования
- электрод берется аналогичный электроду, применяемому для сварки;
- толщина должна быть в два раза меньше сварочного шва;
- сварочный ток выбирается на 20% выше чем при сварке;
- прихватка по всей длине должна быть очищена от шлака и быть ровной, в противном случае это может привести к дефектам
- ставится с лицевой стороны.
«Прихватка деталей из низкоуглеродистой стали»
Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковское училище № 65».
МАСТЕР-КЛАСС
«Прихватка деталей из низкоуглеродистой стали»
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Подготовил: мастер производственного обучения
Седельниково, Омская область, 2015
В наше время очень многое из построек и всего прочего держится на металле. Современный мир без него существовать не может. Все высокие здания возводятся с помощью металла. Машины и корабли тоже состоят из металла. Металл применим и в быту, и в промышленности. Именно поэтому человек, который может соединять все металлическое, в наше время просто необходим. Но тема сегодняшнего разговора – профессия сварщик. Всегда с большим уважением относился к этой профессии из-за того, что она ответственная, требует определенной виртуозности. От качества работы сварщика очень многое зависит. Строительные конструкции должны быть долговечными, а у любой техники важен срок ее эксплуатации.
Как и все профессии, профессия сварщик имеет свою историю. Мало кто интересуется временем возникновения профессий. В далеком – 1802 году, когда В. Петровым был открыт эффект электрической дуги, ее эффект позволяет создать высокую температуру, которая позволяет расплавить металл. В промышленности это открытие стало применяться не сразу. Только спустя несколькие десятилетия этот метод стал использоваться в различных отраслях промышленности. Он те только стал использоваться, но и произвел целую революцию в строительстве и соединении металлов.
В наше время профессия сварщик имеет большое социальное значение в обществе. Работа сварщика применяется в очень многих отраслях: конструкции и системы коммуникаций, промышленность, машиностроение, кораблестроение, энергетика, нефтеперерабатывающая промышленность, сельское хозяйство и другие. Трудно найти то или иное производство, где не применяется труд сварщика.
Сама по себе профессия сварщик имеет разные специализации: ручная и дуговая сварка, газосварка, автоматическая сварка (здесь специалистом является оператор). Но все эти люди делают одно дело – соединяют металлические конструкции, детали узлов и прочее. Любая одежда имеет швы, вот и все что сварено из металла тоже имеет швы. От мастерства сварщика зависит то, насколько качественный будет сварочный шов. Небрежность в этой работе может привести к необратимым последствиям или катастрофе. Представьте себе катастрофу из-за некачественной сварки газопровода… Поэтому сварщик в первую очередь должен быть профессионалом. В его работе большое значение имеет техника безопасности и санитария.
Профессия сварщик имеет свои плюсы и минусы. Сейчас я постараюсь отразить их более подробно. Эта профессия высоко востребована на рынке и довольно престижна. Сварщик пользуется спросом и на уровне государственной экономики, и в частном порядке. Если специалист достаточно квалифицированный, то ему не придется долго искать работу – она найдет его сама. Даже без опыта работы сварщика могут взять на работу (ЖКХ или частник). Заработная плата сварщика растет в зависимости от его квалификации и опыта работы. Профессия сварщик имеет и минусы: условия труда довольно не легкие, часто приходится работать на открытых площадках и в любую погоду, сварщик постоянно испытывает нагрузку на зрение из-за яркости электрической дуги. Данная профессия считается вредной из-за выделения газов и тепла при работе.
Мастер-класс
«Прихватка деталей из низкоуглеродистой стали»
Основные понятия и определения
Прихватка — это процесс закрепления деталей при сборке под сварку при помощи коротких сварных швов, называемых прихваточными или «прихватками».
1.1. «Прихватки» выполняются ручной дуговой сваркой однопроходными швами с определенным шагом или расстоянием между швами.
Длина прихваточных швов зависит от протяженности соединения. Наиболее часто применяются прихватки длиной от 10 до 60 мм. Ориентировочная длина прихваток приведена в таблице.
| Протяженность соединения, мм | Длина прихваточных швов, мм |
| до 100 | 5…10 |
| > 100 до 500 | 15…20 |
| > 500 до 1500 | 25…30 |
| > 1500 | > 30 |
Прихватки, длиной < 10 мм называются точечными.
1.2. Точечные прихватки используются,
— для закрепления при сборке деталей из тонколистовой стали толщиной до 3 мм;
- для закрепления при сборке мелких деталей; для временного фиксирования деталей в определенном положении;
—для предварительного закрепления деталей.
1.3. Прихватки могут быть:
- удаляемыми или временными; неудаляемыми или остающимися.
1.4. Удаляемые прихватки —
это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат удалению при операции расчистки (выборки) корня шва.
1.5. Постановку временных прихваток обычно производят со стороны, обратной началу сварки.
1.6. Неудаляемые прихватки – это короткие швы, которые служат не только для закрепления деталей при сборке, но и являются частью основного сварного шва.
1.7. Неудаляемые прихватки
полностью или частично переплавляются при сварке первого прохода многослойного шва,
1.8. Неудаляемые прихватки в разделке стыковых соединений необходимо выполнять с полным проваром.
1.9. Угловые прихваточные швы следует выполнять с проваром вершины угла.
Требования к выполнению прихваток
2.1. Прихватки следует располагать равномерно по всей длине или периметру соединения с одинаковым расстоянием между ними.
2.2. Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и обычно составляет от 80 до 350 мм.
2.3. Прихватки стыковых соединений без разделки кромок с толщиной металла > 4 мм выполняют узкими однопроходными швами, шириной b=(l,0…2,0) dэ, где dэ — диаметр электрода, мм.
2.4. Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно составляет (0,5…0,6) d, но не менее 3,0 мм и не более 7,0 мм; 8 — толщина металла.
2.5. Закрепление деталей с толщиной металла < 3 мм рекомендуется выполнять точечными прихватками — с длиной ~ 5…9 мм.
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными швами:
b = (2 … 3) dэ;
где dэ — диаметр электрода, мм; b — ширина шва, мм.
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет прихваточного углового, шва должен быть в пределах (0,5 … 0,7) 81, но не менее 3 мм и не более 7 мм; здесь 81 — толщина более тонкой из свариваемых деталей, мм.
2.8. При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в местах пересечения швов.
2.9. Прихватка осуществляется электродами тех же марок, что и сварка.
2.10. Число прихваток должно быть минимальным, но достаточным для надежного закрепления деталей.
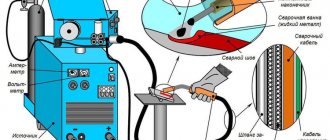
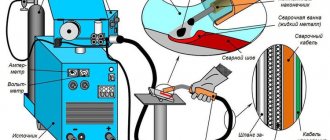
Подготовка сварочной цепи Соберите сварочную цепь: — подойдите к источнику тока и определите его полюсные зажимы: + и — ;
— подсоедините сварочный провод электрододержателя к полюсу +, обратный провод — к полюсу — .
— подсоедините сварочные кабели к клеммам источника питания сварочной дуги, если источник переменного тока;
— подсоедините другой конец обратного провода к сварочному столу при помощи струбцины или пружинной клеммы заземления.
Произведите запуск в работу сварочного выпрямителя, соблюдая порядок его включения в сеть электропитания. Определите величину сварочного тока для прихватки деталей в нижнем положении по таблице, в зависимости от диаметра электрода:
— для электрода Д — 3 мм силу тока выберите в диапазоне от 90 до 120 А. Например, 1св=100 А.
3.4.Установите выбранное вами значение сварочного тока регулятором (потенциометром) тока, на лицевой панели выпрямителя.
3.5. Возьмите электрод и закрепите его в зажиме электрододержателя.
3.6.Произведите опробование режима сварки на вспомогательной пластине, толщиной — 4 мм.
3.7.Возбудите дугу касанием торца электрода поверхности пластины.
При недостаточном токе дуга горит неустойчиво, часто обрывается и гаснет. При очень низком токе образования дуги не происходит совсем.
3.8.Увеличьте силу тока поворотом ручки потенциометра вправо по шкале и повторите зажигание дуги.
3.9.Продолжайте регулирование тока, добиваясь легкого и стабильного процесса возбуждения дуги.
3.10.Опробуйте установленный режим сваркой коротких швов на вспомогательной пластине:
— при сварке на большом токе наблюдается сильное разбрызгивание и покраснение электродного стержня;
— при низком токе дуга горит с частыми обрывами, формируется узкий, прерывистый шов.
3.11.Отрегулируйте сварочный ток, поворотом ручки потенциомтра влево (уменьшая ток) или вправо (увеличивая ток) до получения устойчивого процесса сварки:
- при правильно подобранном сварочном токе дуга легко возбуждается, спокойно горит без обрывов и коротких замыканий; процесс горения происходит нешумно с образованием небольшого количества мелких брызг.
4. Выполнение точечных прихваток
4.1. Возьмите пластину из низкоуглеродистой стали, размером 4x80x200 мм и уложите ее на рабочий стол с помощью струбцин. Зачистите ее поверхность металлической щеткой от возможных загрязнений до металлического блеска.
4.2. Закрепите электрод марки УОНИИ-13/45 Д — 4 мм в зажиме электрододержателя.
4.3.Отработайте технику наложения точечных прихваток.
Первый способ
Зажгите дугу и держите ее на одном месте до естественного обрыва.
Отведите электрод, обейте шлак и осмотрите прихватку.
Расплавленный металл будет кристаллизоваться в форме плоской округлой капли небольшого диаметра.
Такая прихватка имеет неглубокий провар основного металла и малое сечение.
Второй способ
Зажгите дугу и удерживайте ее на одном месте с осевой подачей
электрода в точку касания в течение 1—3 сек. Погасите дугу естественным обрывом. Отведите электрод. Обейте шлак
Осмотрите прихватку:
- расплавленный электродный металл будет кристаллизоваться в виде высокой округлой капли; такая прихватка имеет большее поперечное сечение, чем предыдущая.
Третий способ
Зажгите дугу и сделайте небольшое поступательное перемещение электрода на длину ~ 3—9 мм.
Погасите дугу естественным обрывом или кратковременной задержкой дуги на месте с последующим естественным обрывом.
Отведите электрод и обейте шлак.
Осмотрите полученную прихватку:
— расплавленный электродный металл будет кристаллизоваться в виде короткого шва, длиной 5…9 мм.
Повторите наплавку точечных прихваток на пластине до получения удовлетворительных результатов.
Опробуйте наплавку точечных прихваток электродами диаметром 3 мм, отметьте изменение размеров точечных прихваток в зависимости от применяемого диаметра электрода.
Используйте полученные навыки наложения точечных прихваток при необходимости закрепления мелких деталей, соединений из тонколистового металла, для предварительного закрепления собираемых деталей и в других случаях.
5. Прихватка пластин без разделки кромок узким швом
5.1. Возьмите 2 пластины из низкоуглеродистой стали Ст. 3, без скоса кромок, размером 4x80x300 и уложите их на рабочем столе.
5.2. Произведите сборку пластин:
— состыкуйте свариваемые кромки пластин с зазором 1,5—1,6 мм, выдерживая его равномерным по всей длине сечения; 1,5—1,6
- для обеспечения равномерного зазора установите между стыкуемыми кромками прутки 0 1,6 мм, в конце и начале стыка;
- придерживая прутки рукой, подгоните кромки пластин до плотного зажатия обоих прутков в зазоре, фиксируя тем самым равномерный зазор, равный 1,6 мм;
- закрепите состыкованные кромки двумя точечными прихватками 3-м способом, с отступом 10—15 мм от обеих концов стыка; отложите электрододержатель и удалите прутки из зазора;
- обейте шлак с поверхности прихваток.
5.3. Переверните собранные пластины на обратную сторону.
Возьмите проволочную щетку и произведите зачистку поверхности пластин на ширине 15—20 мм с обеих сторон стыка.
Сметите мусор волосяной щеткой или ветошью.
Возьмите линейку, мел или разметочный карандаш и сделайте разметку стыка на равные отрезки, длиной — 25 мм;
— наложите линейку на одну из пластин, параллельно кромке стыка, с отступом — 10—15 мм от ее края;
— отмеряя равные отрезки, длиной -25 мм каждый, отметьте их поперечными линиями на поверхности пластин;
— отметьте места наложения прихваток сплошными или штриховыми продольными линиями с интервалами — 25 мм.
Разместите пластины на рабочем столе, уложив их в нижнее или слегка наклонное положение (под углом 5—15°):
- приподнимите верхний край пластин на высоту 30—35 мм, подложив под него, например, отрезок уголка 45x45x4, длиной ~ 300— 350 мм.
Возьмите электрод марки УОНИИ-13/45,0 3 мм и закрепите его в зажиме электрододержателя.
Опустите защитную маску на лицо и, придерживая одной рукой пластины, возбудите дугу в нижней точке стыка, с отступом — 10 мм от края под углом 15-30°.
5.8. При появлении расплавленного металла наклоните электрод под углом 15—30 к вертикали и ведите его поступательно в направлении сварки.
5.9. Осуществляйте сварку прихваток узкими (ниточными) швами, согласно разметке, в один проход:
—для получения узкого шва ведите электрод в направлении сварки по оси зазора без поперечных колебаний.
5.10. Поступательное движение электрода в направлении сварки осуществляйте с равномерной скоростью, выдерживая постоянными длину дуги и угол наклона электрода.
5.11. Ведите сварочную дугу строго по стыку, не допуская отклонения дуги от оси зазора, используйте кромки стыка как направляющие для поступательного движения электрода.
5.12. Следите за линиями разметки, закончите сварку первого шва в конце разметки первого отрезка, дайной 25 мм.
5.13. Наложите остальные прихватки длиной 25 мм, выдерживая равные промежутки между швами ~ 25 мм и соблюдая технику сварки первого шва.
С целью снижения деформации пластин наложение прихваток произведите «вразброс», соблюдая последовательность, указанную на рисунке.
5.14. Отложите электрододержатель.
Наденьте защитные очки с прозрачными стеклами. Возьмите шлакоотделитель, обейте шлак с поверхности прихваточных швов.
5.15. Осмотрите швы и отметьте возможные дефекты:
— неравномерность высоты, ширины и длины швов, отклонение швов от оси стыка и др. дефекты
— образующийся шов будет иметь глубокий провар и ширину, примерно равную диаметру электрода, т. е. b = 1…2 d3, форма шва — выпуклая.
Прихватка пластин без разделки кромок уширенными швами
6.1. Возьмите пластины без скоса кромок размером 4x80x300 и уложите их на сварочный стол.
6.2. Состыкуйте свариваемые кромки пластин с равномерным: зазором 2,0 мм:
—возьмите два прутка Д — 2,0 мм и установите их между стыкуемыми кромками с обеих концов стыка;
— придерживая прутки рукой, подгоните кромки до плотного зажатия обеих прутков.
6.3. Закрепите состыкованные кромки точечными прихватками, используя 3-й способ, с обеих сторон концов стыка.
Отложите электрододержатель и удалите прутки из зазора.
Обейте шлак.
6.4. Переверните собранные пластины на обратную сторону:
- возьмите проволочную щетку и произведите зачистку поверхности пластин на ширине ~ 15—20 мм с каждой стороны от оси стыка; сметите мусор волосяной щеткой;
— сделайте разметку стыка на равные отрезки, длиной — 25 мм;
— уложите собранные пластины в наклонное положение, приподняв верхний край на высоту ~ 30—35 мм.
Возьмите электрод марки УО-НИИ-13/45, Д — 3 мм и закрепите его в зажиме электрододержателя.
6.6. Выполните прихватку соединения двух пластин уширенными швами:
- возбудите дугу в нижней точке стыка с отступом от края ~ 10—15 мм;
- при появлении расплавленного металла наклоните электрод под углом 15—30о к вертикали и ведите его поступательно в направлении сварки;
- поступательное движение электрода выполняйте с небольшими поперечными колебаниями электрода по зигзагообразной траектории;
- колебания осуществляйте легким покачиванием торца электрода поперек оси зазора с амплитудой — 3—6 мм;
- ширина образующегося шва должна составлять примерно 2—3 dэ, где dэ — диаметр электрода, мм;
— глубина провара кромок уменьшится, форма шва более плоская с плавным переходом к основному металлу;
- ширина образующегося шва прихватки, выполняемого электродом Д — 3 мм при зазоре 2,0 мм должна быть в пределах 6—9 мм;
—ведите процесс сварки с постоянной длиной дуги и равномерной частотой колебаний до конца шва;
—закончите сварку первого короткого шва длиной 25 мм согласно разметке, 1-я прихватка 25 мм.
6.7. Наложите остальные прихватки уширенными швами, выдерживая намеченные интервалы между швами -25 мм в соответствии с разметкой.
Соблюдайте последовательность, наложения шва, указанную на рисунке.
Концовку швов выполняйте с заваркой кратеров.
6.8. Отложите электрододержатель, наденьте защитные очки с прозрачными стеклами;
— возьмите шлакоотделитель
— обейте шлак с поверхности выполненных швов
— возьмите проволочную щетку и сделайте зачистку поверхности прихваток
— сметите мусор волосяной щеткой.
7.9. Осмотрите прихватки и отметьте возможные дефекты: швы должны иметь примерно одинаковые размеры — ширину, высоту и длину, равномерную чешуйчатость и плавные очертания поверхности.
Список литературы
Галушкина производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский , 2012; Овчинников ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский , 2010; Маслов работы6 Учеб. для нач. проф. образования – М.: Издательский , 2009; Овчинников , техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010; Куликов труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский , 2006; Виноградов дуговая сварка: учебник для нач. проф. образования – М.: Издательский , 2010.
Количество прихваток при сварке
Сколько же понадобиться прихваток, чтобы надежно зафиксировать детали относительно друг друга? Количество мест крепления определяется тем, насколько длинным будет сам шов, какова толщина металла, жесткость конструкции.
Чаще всего специалисты ориентируются по общепринятым стандартам. Так, например, если вы работаете с листовым металлом толщиной от 0,5 до 4 мм, шаг принято делать длиною в 3–6 см при сварке плавлением и 5–15 см при точечном соединении.
Определенное влияние на расстояние между прихватками оказывают и размеры заготовок. Так, длина прихваток при сварке труб диаметром 10–40 см должна быть хотя бы около 30 мм, а количество их — 3–4 штуки. Если же сечение не превышает 5 см, то хватит 1–2 точек соединения по 1 см.
Какими бывают прихватки перед сваркой
Все небольшие швы в процессе варки либо полностью провариваются, либо убираются с поверхности заготовок уже после соединения механическим способом. В соответствии с этим их условно делят на 2 большие категории:
- Временные. Их используют для краткосрочной фиксации. Обычно их выполняют с обратной стороны заготовок, а после сварки удаляют.
- Постоянные. Они остаются даже после выполнения шва, т. к. являются его частью и выполняются с полным проваром.
Когда вы определитесь с типом прихватки, можно подумать о ее длине. Самый распространенный вариант — швы по 10–50 мм либо точки для очень коротких соединений. Чаще всего прихватки менее 1 см используют в случае работы с тонкой сталью, толщина которой не превышает 3 мм, и при создании временных предварительных крепежей. Если же вы работаете с трубами, то длина должна быть не менее, чем 2–5 толщин основного металла.
Сборка деталей
Сборка деталей до начала сварки – важный и трудоемкий процесс, который занимает до 30% времени и сил от общего изготовления изделия
К сведению! Значительная доля брака происходит из-за недостаточно тщательной подготовки.
Варианты сборки:
- предварительно собираются все входящие в изделие детали, после чего начинается процесс прихватки и сварки швов;
- сборка деталей осуществляется поочередно
- сначала собираются, прихватываются и свариваются отдельные узлы, после чего начинается общая сборка изделия. Способ подходит для масштабных конструкций.
Сборка может происходить как с помощью подпорных клиньев или струбцины, которые убираются по мере формирования шва, так и на специальном стенде. Обычно используется стандартный стенд, который подойдет для большинства несложных работ, однако, массовое производство подразумевает наличие специализированного места.
Для сборки конструкции из листов металла допустимо использовать электромагнитный стенд. Это удобно, но не всегда возможно, ведь магнитное поле имеет свойство отрицательно влиять на сварочную дугу.
Сборка изделий под сварку прихватками: основные рекомендации
Выполняя прихватки, вы должны понимать, что хоть они и нужны для временной фиксации, подходить к этому делу необходимо со всей ответственностью. Именно поэтому мы рекомендуем не забывать о нескольких основных рекомендациях:
- Качество прихваток должно быть не хуже, чем у основного шва. Если вы допустилии на них появились дефекты, лучше все переделать по-новому.
- Выполняют прихватки таким же электродом, как и основной шов.
- Делая прихватки, устанавливайте ток выше, чем при сварке на 20%. Т.е., если вы планируете варить током в 100 А, то для прихваток установите показатель в 120 А.
- Обязательно очищайте прихватки от шлака. Чтобы в основном шве не было дефектов, они должны быть ровными и чистыми.
Как правило, сборка занимает до трети времени, которое уходит на полное изготовление конструкции. Это важный и трудоемкий процесс, несоблюдение основных правил которого может с большой долей вероятности привести к возникновению брака.
Как проводят сборку изделий? Как правило, по общему алгоритму:
- Все входящие в состав конструкции детали собирают в месте, где планируется проводить сварочные работы.
- Сборку осуществляют постепенно, переходя от одних деталей к другим.
- Сначала собирают отдельные узлы, а уже потом их объединяют в полную конструкцию.
В ходе работы можно использовать специальные подпорные клинья, магнитные фиксаторы, особые стенды и сварочные столы. Когда конструкция соединена, можно приступать к выполнению прихваток. Но важно помнить, что их нельзя располагать в месте пересечения сварочного шва. Заказать все необходимое для электродуговой сварки: оборудование, материалы и аксессуары, вы можете в нашем интернет-магазине сварщик бай. Мы предлагаем адекватные цены, доставку по Беларуси, помощь с подбором необходимых товаров. Обращайтесь!
Прихватка металла перед сваркой: что это такое
Прихватки — это небольшие сварочные швы, которые делают аппаратами ручной дуговой сваркой с использованием покрытого электрода. Выполняют их в четком соответствии с существующими нормативами. Т. е. есть определенные правила, по которым подбирается размеры швов и шаг между ними.
Выполняют прихватки во время сварки сразу несколько функций. Они помогают выдерживать необходимый зазор между элементами и предотвращают их смещение, а также увеличивают жесткость узла, что не менее важно. Небольшие швы считаются частью подготовительных работ. От них во многом зависит, насколько крепким и качественным будет основное соединение, а процесс его выполнения комфортным. В некоторых ситуациях работа без прихваток невозможна, т. к. далеко не все конструкции подлежат сборке на стендах, а без фиксации соблюсти конфигурацию не получится.
Выполнение
После того как вся конструкция соединена, узлы и детали соединяются прихватками.
Расположение зависит от того:
- где планируется делать сварочный шов;
- в какой части конструкции ожидается максимальное внутреннее напряжение;
- где возможна деформация.
ВАЖНО! Прихватка не должна находится в месте, где планируется пересечение сварочного шва.
Техника наложения зависит от желаемой глубины провара, но, в общем, не отличается от техники наложения сварочного шва. По сути, прихватка – это короткий сварочный шов, выполненный в один проход
В случае, когда предполагается автоматическая сварка, прихватка накладывается с противоположной от первого прохода стороны, если не предъявлены обратные требования.
Как правильно делать прихватки при сварке?
Вы определились с тем, что прихватки нужны, знаете, сколько их будет, и какой длины. Теперь дело осталось за «малым» — выполнить соединение. Но и тут все не так просто, как хотелось бы. Если не соблюдать определенный алгоритм, то можно наломать немало дров, и в дальнейшем всю работу придется переделывать.
Последовательность выполнения прихваток напрямую зависит от того, с каким швом вы сейчас работаете:
- Короткий или средний. Первая прихватка делается строго в центре. Следующая — слева от нее, затем справа. Все последующие прихватки располагаются на одинаковом расстоянии друг от друга, при этом чередование продолжается заданным образом. Таким образом необходимо дойти до краев заготовок.
- Длинный. Тут все необходимо делать с точностью да наоборот, нежели в предыдущем варианте. Сначала прихватываете края, а затем постепенно придвигаетесь к середине.
- Кольцевой. В данном случае способ сварки прихваток немного другой. Первая точка ставиться произвольно. Вторую — напротив нее. Затем от каждой точки необходимо развернуться на угол в 45 градусов, и сделать прихватки там. В итоге вы получите элементы, приваренные к друг другу крест-накрест. Потом между каждыми двумя точками добавляют еще по одной для увеличения надежности, особенно если разговор идет о трубах с большим диаметром.
Рубка металла перед сваркой
Когда производится подготовка металла под сварку, снимают слой металла, а именно фаску, задействовав кромкострогательный станок или газорезательный автомат. В некоторых случаях рубку изготавливают зубилом, которое бывает ручное или пневматическое.
Кромки рубят по рискам, которые нанесены с применением никерного разметчика, они представляют собой две параллельные линии. Внутренняя обозначает верхнее ребро фаски, внешняя находится в нижней части фаски. При отсутствии рисок мастер использует при рубке линейку.
Чтобы при рубке фасок не ошибиться, необходимо к работе относиться с большим вниманием и нажимать на инструмент нужно равномерно. При выполнении рубки фасок края листа должны быть надежно закреплены. Листы, которые не установлены на место, подлежат обрубке прямо на стеллаже или после укладки на пол, но в любом случае материал требуется зажать, чтобы не допустить сдвигов при ударе.
Разметка металла
Инструменты для разметки металла.
Перед выполнением дальнейших работ на металле производятся разметки или наметки. Размечая листовой металл, на нем вычерчивают контуры деталей с пометкой мест сгибов, намечают центр отверстия и все тонкости будущих деталей. Когда выполняется разметка, необходимо быть очень внимательным, так как малейшая неточность может привести к браку уже готовых деталей.
После проведения работ по нанесению разметочных линий наносятся при помощи кернера углубления, чтобы в процессе дальнейшей обработки сохранились следы наметок. Размечая детали из нержавейки, рекомендуется не использовать кернер.