Сварка представляет собой сложную, но достаточно востребованную технологию работы с различными металлами и сплавами. Надежность данного метода соединения материалов делает сварку такой распространенной. Знание навыков сварочного дела позволяют исполнителю реализовывать собственными руками разные проекты.Важно! Обучение следует начинать не с соединения двух заготовок, а с наплавки валика. Сварка валика является основополагающим процессом в познании азов. Если начинающий исполнитель не научится выполнять наплавку валика, то ему будет очень сложно (невозможно) проводить сваривание разнообразных изделий и деталей. Практические работы по наплавке рекомендуется выполнять на остатках металла.
Что такое валик в сварке
Сварочный валик – это металл шва, наплавленного в результате однократного перемещения источника тепла, т.е. в результате одного прохода. Представленная далее картинка поможет понять, что называется валиком в сварке (при вертикальном и потолочном пространственном положениях).
Для получения узкого валика следует избегать совершения заметных колебательных движений электродом. Данный тип чаще всего применяется при заварке корня шва, при работе с тонкостенными изделиями, при подварке подрезов.
Уширенный валик (ширина не превышает 14 мм.) получается при сварке, выполняемой поперечными колебаниями; используется при сваривании толстостенных деталей, а также угловых и горизонтальных швов.
Широкий валик (больше 14 мм.) используется при сварке заполняющих слоев. Итак, мы помогли начинающему сварщику узнать, что такое сварочный валик. Теперь поговорим о необходимой теории сварочного процесса.
Основы сварки
После ознакомления с основным понятием электросварки необходимо изучить теоретические основы рабочего процесса.
Прочное соединение заготовок выполняется посредством воздействия температур. Электрическая дуга нагревает металл до температуры плавления. Появляется дуга благодаря току: постоянному или переменному.
Первая разновидность напряжения характерна для сварочных аппаратов инверторного типа. Данное оснащение питается от сети в 220В. Дуга постоянного тока легче перемещается и контролируется. Новичкам в области сварки рекомендуется использовать такие агрегаты. Они характеризуются простотой и удобством в работе.
Сварочные аппараты трансформаторного типа выдают переменный ток. Применение такого оборудования затрудняет процесс. Из-за переменного напряжения электродуга менее стабильна.
Образование дуги становится возможным благодаря наличию металла и электрода.
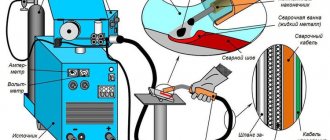
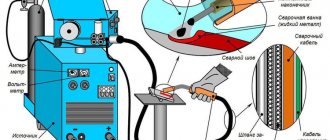
Чтобы четко понимать как осуществляется сварочный процесс, нужно вникнуть в суть следующих процедур:
- дуга появляется посредством контакта основного изделия и электрода;
- в месте появления дуги металл плавится;
- вместе с металлом плавится и электрод, частицы которого попадают в сварочную ванну;
- покрытие электрода также горит, в результате чего образуется газовое облако, защищающее ванну от вредного взаимодействия с кислородом. Это обеспечивает поддержание необходимой для плавления температуры;
- сохранению нужной температуры также способствует образуемый шлак;
- сварочный валик образуется при движении электрода; несколько движений стержня гарантирует получение шва;
- после окончания работ, шлаковая корка отбивается молотком.
Данная информация позволяет понять теорию сварочного процесса. Также нужно рассмотреть практическую сторону соединения заготовок:
- электрод следует поместить в специальный держатель;
- электрод необходимо держать под углом в 70 градусов к поверхности;
- выставив оптимальный угол наклона, можно прочертить по металлу быструю линию(проверить наличие контакта). Если все сделано правильно, то появятся искры и треск;
- затем оставив нужный угол, следует зажечь дугу (можно электродом коснуться металла и тут же поднять электрод таким образом, чтобы образовалась искра в 3-5 мм, подробнее о зажигании дуги будет ниже) . Если все проделано верно, то дуга начнет гореть, а металл плавиться;
- если электрод залипает, то необходимо его раскачать и оторвать, а после опять зажечь дугу. Залипание электрода может говорить о том, что следует увеличить силу тока;
- как только исполнитель добился стабильного горения дуги, можно приступать к наплавлению валиков.
Зажатую дугу нужно плавно перемещать по сварному шву. При этом совершаются равномерные движения амплитудой 2-3 мм., которыми сварщик как бы загребает наплавленный металл. Чем размереннее движения, тем красивее получится соединение. [ads-pc-2][ads-mob-2]
Особенности сварки труб
Любая сварка труб подразумевает такие технологические операции – разработка чертежей, подготовка, сборка и сварка. Если трубопровод находится под давлением, то сварку проверяют избыточным давлением.
Разработка рабочих чертежей делается конструкторами заводов, научных институтов, конструкторских бюро и частных фирм. Для разработки сварки труб конструктор должен иметь соответствующее образование и сертификат, который разрешает проектирование трубопроводов. Всякая сварка труб производится на основании схемы трубопровода, чертежей деталей и узлов сборки, технологической карты.
Подготовка к сварочным работам — закупка труб, деталей и оборудования, материалов. Доставка их на место сварки труб. Любые трубы должны иметь сертификат, где указывается марка, качество и материал изготовления труб.
Перед сваркой труб, все трубы проходят входной контроль. Их проверяют на толщину стенки, дефекты (зазоры, трещины, форму). При невозможности исправления дефектов трубы не используют для сварки. Если трубы пришли в смазке, то их очищают. При необходимости трубы “протавливают” в специальных растворах, так убирают коррозию, получают хорошее качество сварки труб.
Перед самой сваркой на трубах снимают фаску. После нее трубы готовы к сборке.
Сборка труб может делаться двумя способами встык и враструб. Сборка труб враструб подразумевает , когда меньший диаметр трубы вставляют в больший и производят сварку. Такая сварка труб эффективная при малых диаметрах труб, так как обратный валик сварочного шва не “съедает” внутренний диаметр трубы. Сейчас такую сварку стараются не применять. Для этого при сборке труб используют переходы.
Способы зажигания сварочной дуги
Процесс зажигания сварочной дуги включает несколько этапов:
- возбуждение дуги осуществляется посредством кратковременного контакта конца электрода и свариваемой детали;
- наличие тока обеспечивает короткое замыкание, торец стержня начинается нагреваться до высоких температур, при которых после отрыва электрода происходит ионизация газового промежутка;
- в результате возникает дуга.
Данные сведения помогут исполнителям понять, как происходит зажигание, выполнение данных процессов поможет определить, выражаясь языком сварщиков, как “поймать дугу”.
Выделяют следующие способы зажигания дуги покрытыми электродами:
1) Прямой отрыв или зажигание впритык или способ касания. 2) Отрыв по кривой или способ чирканьем напоминает движение при зажигании спички.
Как правильно выполнить зажигание изображено на картинке.
Сварщики активно применяют оба метода при ручной дуговой сварке. Первый – зажигание дуги отрывом – используется при работе в узких, труднодоступных и неудобных местах.
Длина дуги при сварке электродами оказывает значительно влияние на формирование соединения, его форму, ширину и чешуйчатость.
При электросварке выделяют очень короткую, короткую, среднюю и длинную дугу. Чем короче дуга, тем выше качество металла шва.
Длину дуги следует вычислять по формуле:
lд = 0,5 (d+2),
где d – диаметр электрода.
Либо есть еще правило: длина дуга равна диаметру электрода. На практике же никто не меряет ее, а выдерживают интуитивно, по опыту.
Сварка очень короткой дуги производится впритык.
Короткая дуга подразумевает расстояние между электродом и основным металлом равное примерно 50% диаметра стержня; применяется при выполнении вертикальных, горизонтальных и потолочных швов, а также при работе со стыковыми и корневыми швами в нижнем положении.
Расстояние при использовании средней дуги – 1-1,2 диаметра электрода. Среднюю дугу следует применять при сваривании и наплавке в нижнем положении, в отдельных случаях и в горизонтальном.
Использование длинной дуги нежелательно, не рекомендуется её применять.
Начинающим и домашним сварщикам также важно знать, как зажечь дугу на инверторе.
Инвертор – металлический ящик компактных размеров и небольшой массы. Аппарат производит ток необходимых параметров. Для этого агрегат преобразует переменный ток из сети в 220В в сварочный.
Инвертор имеет две клеммы: в первую исполнитель должен поместить электрод, а вторая соединяется с изделием (что в какую, см. про прямую или обратную полярность). После подачи тока образуется электрическая цепь. Небольшой разрыв цепи – в несколько миллиметров – приводит к ионизации воздуха в месте разрыва, возникает сварочная дуга.
Важно знать, как зажигать дугу электродом, чтобы не прилипал. Залипание прутка может быть вызвано несколькими причинами:
- Хранение электродов не в оптимальных условиях приводит к их отсыреванию. Сырые расходники нужно прокалить, иначе они будут залипать.
- Прилипание возможно из-за неверного подбора электрода к свариваемым деталям. Для определенных материалов (таких как чугун, нержавейка, алюминий и другие) нужно применять специальные расходники. Для выбора используйте меню в правой колонке сайта.
- Использование некачественных или дешевых прутков, а также электродов неизвестного происхождения может привести к проблемам.
- Параметры на сварочном аппарате установлены неправильно, низкая сила тока приводит к залипанию.
- Неочищенная поверхность также может привести к залипанию.
- Отсутствие опыта у исполнителя иногда приводит к неправильному возбуждению дуги.
Чтобы избежать проблем во время сварочных работ необходимо использовать качественные электроды, выставить оптимальный режим сваривания, тщательно подготовить рабочую поверхность и попрактиковаться в правильном поджигании дуги.
Выполнение всех рекомендаций позволит произвести зажигание дуги и поддержание её горения на протяжении всего рабочего процесса.
Важно! В случае обрыва нужно знать, в каком месте производится последующее зажигание дуги. Потребность в повторном зажигании также может возникнуть в том случае, если у исполнителя закончился электрод. Возбуждение дуги следует осуществлять на металле шва, на расстоянии в 12-15 мм. от кратера (места обрыва).
Повторное зажигание дуги: 1. возбуждение; 2. перенос дуги на начало кратера; 3. продолжение валика через кратер.
Данные сведения помогут исполнителю проанализировать способы зажигания сварочной дуги, в зависимости от поставленных целей и имеющегося оборудования.
Техника наплавки валиков
Дуговая наплавка валиков может осуществляться в различных пространственных положениях: нижнее, горизонтальное, вертикальное и потолочное. В зависимости от этого существуют отличительные правила сварки, которые мы рассмотрим далее.
Однако, нужно выделить и общие рекомендации:
- наилучшее качество работ достигается при ширине валика, равной примерно 2,5 диаметрам электрода;
- амплитуда движение электрода должна быть равна 1,5-2 диаметрам стержня;
- каждый последующий валик должен перекрывать предыдущий на 1/3-1/2 его ширины.
У новичков после первых практических опытов возникает вопрос: почему сварочный валик высокий? Высота валика сварного шва зависит от силы тока, а также от скорости перемещения электрода. Быстрое движение электрода и малая величина тока обеспечивают получение узких и высоких валиков. Такие валики быстрее застывают, но они обладают одним существенным недостатком – наличие пор. Также сварщик может столкнуться с непроваренными участками.
Еще один важный параметр – углубление или западание между валиками сварного шва представляет собой продольную впадину между двумя расположенными рядом валиками. Данный параметр следует измерять в том случае, если высота валиков разнится. Измерение осуществляется относительно валика, имеющего меньшую высоту; выполняется визуально или с помощью штангенциркуля. [ads-pc-3][ads-mob-3]
Наплавка валиков в нижнем положении
Наплавка валиков в нижнем пространственном положении выполняется с помощью совмещения трех перемещений электрода одновременно:
- равномерная и непрерывная подача электрода к детали, обеспечивает постоянство длины дуги и скорости плавления;
- прямолинейное перемещение проводится вдоль оси шва, гарантирует оптимальную скорость работ и качественное формирование соединения, угол наклона стержня – 15-30 градусов относительно оси, перпендикулярной рабочей поверхности;
- колебательные движения выполняются поперек оси шва с целью прогрева кромок, применяется для получения валика нужной ширины, выделяют поступательное движение и движения полумесяцем.
Наплавка валиков в нижнем положении шва выполняется тем способом, который в большей степени подходит для решения поставленных задач.
Видео
Обратный валик сварного шва
Обратный валик при сварке – валик корневого шва, сформированный с противоположной стороны ведения сваривания. Для его формирования следует выполнять постоянные поступательные движения электрода, с применением короткой дуги, горящей с обратной стороны (на картинке). При этом следует устанавливать минимальные или средние величины тока.
Электродный металл растекается в виде зонтика. Таким образом производится сварка труб с обратным валиком для стыковых и угловых соединений. При этом соединение изделий в основном осуществляется в потолочном положении. В формировании обратного валика “участвуют” сила тяжести расплавленного металла, воздействие дуги, сила поверхностного натяжения расплавленного металла с обеих сторон.
Наплавка валиков на пластины
Сварной валик может быть наплавлен на пластину следующими способами: электрод перемещается слева направо или справа налево. Первый метод является наиболее удобным для исполнителя. Кроме этого, выделяют два направления движения электрода: на себя и от себя. Работы следует проводить по тщательно зачищенной поверхности.
При наплавке валика на пластину следует придерживаться общих правил сварки. Наплавка на пластины чаще всего осуществляется в нижнем положении. Поэтому исполнителю следует принимать во внимание рекомендации, касающиеся работ в данном положении.
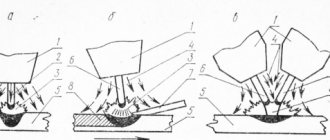
Сварка облицовочных валиков
Облицовочный валик – последний шов при многослойной технологии соединения. Перед свариванием следует произвести разделку кромок, которые не должны иметь острых углов. Данный слой варится узкими валиками в два прохода: сначала заваривают разделительный слой, а затем основной (облицовочный). Исполнитель выполняет поперечные колебания электрода.
При этом сила тока должна быть на 10-20А ниже, чем при работе с предыдущими валиками. Также можно применять электрод меньшего диаметра. Верхний валик укладывается на более высокой скорости, чтобы он получился плоским, имел плавные очертания, без подрезов. Валик сварного шва выполняется с целью улучшения внешних характеристик соединения.
Сварка ниточного валика
Ниточный валик формируется путем подачи электрода в направлении его оси и прямолинейном перемещении прутка вдоль шва, без колебательных движений. Таким образом исполнитель получает узкое сварное соединение. Электрод нужно наклонять к поверхности изделия. Изменяя угол наклона сварщик может регулировать глубину проплавления металла.
Сварка валика в подобных случаях обеспечивают его ширину, величина которой колеблется в диапазоне 0,8-1,5 диаметра стержня. Необходимость получения ниточного валика возникает при работе с тонким металлом, а также при заварке корня шва и подварке подрезов.
Орбитальная сварка нержавеющих труб
В основу этого способа заложен аргонодуговой метод, но сварочная головка движется по окружности трубы, вдоль стыка, создавая непрерывный шов. Отсюда и название. Процесс полностью автоматизирован и контролируется процессором. Длину дуги выставляют путем крепления головки на направляющих в нужном положении.
Программа, заложенная в процессор, изменяет параметры процесса в зависимости от положения головки во время ее движения по орбите. Для этого стык по длине делится на горизонтальные, вертикальные и участки под углом. При прохождении головки по любому из них автоматически изменяются значения параметров:
- скорость движения головки;
- величина сварочного тока;
- скорость подачи присадочной проволоки;
- расход аргона.
Поскольку на всех участках орбиты условия сварки оптимальны, формируется однородный шов высокого качества. Для соединения труб диаметром 8 — 275 мм используется головка открытого типа. На трубопроводах большего сечения, предварительно заполненных инертным газом, применяется закрытая конструкция. Стыковка труб из нержавеющей стали с толстыми стенками проводится в несколько проходов с изменением угла наклона головки. Длительность процесса увеличивается, поэтому в комплект оборудования включается блок ее принудительного охлаждения.
Не важно, каким способом свариваются трубы из нержавеющей стали. Главное качество шва, от которого зависит надежность и срок эксплуатации трубопроводов
Можно и вручную добиться хороших результатов, но лучше обзавестись полуавтоматом для аргонодуговой сварки (TIG). Он универсален и позволяет качественно сваривать различные металлы толщиной от 1 мм.
Заварка кратера
У начинающих исполнителей часто возникает вопрос: почему нужна заварка кратера? Горение электрической дуги вызывает образование углубления – кратера. Резкий обрыв дуги приводит к тому, что кратер оказывается не заполнен металлом. Также в кратерах концентрируются напряжения, которые могут вызвать образование трещин. Поэтому важно знать, как заваривать кратер.
После завершения шва необходима тщательная и качественная заварка сварочного кратера. Заварка кратера производится следующим образом: электрод поднимается вверх возвратно-поступательными движениями, затем выполняется обрыв. Также существует второй способ: в конце сварного шва нужно произвести обрыв, после паузы произвести дополнительное зажигание и осуществить обрыв дуги. При необходимости повторить данные действия несколько раз. Следует отметить, что заварка кратера сварочного шва таким образом может привести к загрязнению металла окислами. Данные способы применяются при сварке одиночных и прерывистых швов, а также при осуществлении наплавки.
Заварка кратера шва при выполнении соединения по замкнутому кругу осуществляется следующим образом: нужно выполнить плавный заход на первый валик и добиться выполнения так зазываемого “замка”.
Кратеры могут образовываться не только в конце сварочного соединения, но и при замене электрода, когда тот закончился. В подобных ситуациях следует соблюдать требования к заварке кратера перед гашением дуги: дефект заполняется путем постепенного отвода электрода и вывода дуги на только что наложенное соединение. Последующее возбуждение дуги проводится на основном металле в 12-15 мм. от кратера (см выше про повторное зажигание дуги).
Данные сведения помогут начинающим исполнителям понять, как заварить кратер и применить знания на практике.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.