Технология шовной контактной сварки была разработана в конце XIX века. Сварка ведется без плавящегося электрода и присадочного материала. Нагрев и расплавление небольшой области заготовок происходит за счет электрического разряда высокой интенсивности, периодически пропускаемого между двумя роликовыми электродами, к которым прикладывается значительно усилие на сжатие. Шов состоит из множества перекрывающихся зон проплавления. Метод предназначен для сваривания тонкого листового проката, в том числе и имеющего сложные пространственные формы.
Описание технологии шовной сварки
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.
Схема шовной сварки (принцип работы)
Прерывистая контактная шовная роликовая сварка позволяет получить надежное и герметичное шовное соединение при приемлемом расходе роликов и электроэнергии. Степень перекрытия сварных зон регулируется путем подстройки скважности (периода следования) импульсов. Эта технология шовной сварки получила наибольшее распространение. Требования к проведению операции описаны в стандарте ГОСТ 15878-79.
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо важное значение, поскольку процесс протекает очень быстро и характер формирования соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном шве, как непровары, могут приводить различные факторы. Это и состояние поверхностей деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров, при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные характеристики соединения, такие как прочность и герметичность. Наружные и внутренние выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины и раковины могут влиять, в основном, на герметичность и, в меньшей степени на прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов, проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной сварке. Для этого применяется радиографический метод контроля рентгеновскими лучами. С помощью этого метода неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.
Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Контактная сварка. Сущность и основные виды
Тема 3.4.1 Контактная сварка. Сущность и основные виды
Рис.90 Резак РДМ-2-66 для плазменно-дуговой резки
Для ручной плазменной резки применяется плазмотрон РДМ-2-66 (рис. 90). Плазмотрон состоит из головки 4, мундштука с формирующим соплом 3 и рукоятки 5. Головка резака 4 имеет водоохлаждаемый корпус, вода к которому подводится и отводится через рукава 8 Мундштук изолируется от токоведущего корпуса резиновой прокладкой. Клапанно-венгильный блок, смонтированный на рукоятке, состоит из вентиля для подачи аргона 10 с штуцером 9, рычажного клапана 6, позволяющего осуществлять резку в смеси аргона с водородом или азотом и штуцера 7. Резак имеет опорный ролик 2 и щиток 1. В кабельно-шланговый пакет входят два газовых рукава – для аргона и водорода или азота и два рукава водяного охлаждения. В одном из рукавов охлаждения проходит кабель рабочего тока сечением 10 мм2, который соединяется с минусом источника питания.
Плазмотрон РДМ-2-66 предназначен для ручной разделительной резки алюминия и его сплавов толщиной до 25 мм и нержавеющих сталей толщиной до 20 мм. Резка выполняется в аргоно-водородной или аргон-азотной смеси на постоянном токе прямой полярности.
Вопросы:
2. Сущность, применение и технология стыковой сварки сопротивлением и оплавлением, точечной одно- и двухсторонней сварки, шовной сварки с непрерывным и прерывистым включением тока.
3. Оборудование для контактной сварки; основные части и принцип работы контактных машин.
1. Согласно ГОСТ 2601–84 контактной называют сварку с применением давления, при которой нагрев проводится теплом, выделяемым при прохождении электрического тока через находящиеся в контакте соединяемые части. В месте соприкосновения частей ток испытывает большое сопротивление, отчего выделяется значительное количество теплоты, нагревающего металл настолько, что он приходит в пластичное состояние или оплавляется. При этом свариваемые части заготовок сильно прижимают одну к другой.
Металлы с малым электросопротивлением, например медь и алюминий, труднее поддаются контактной сварке, чем сталь, которая обладает более высоким электрическим сопротивлением.
Рис. 91 Контактная сварка:
а – стыковая; б – точечная; в – шовная; 1 и 2 – свариваемые детали; 3 – медные электроды; 4 – сварной шов; 5 – сварочный трансформатор
Контактную сварку подразделяют на стыковую оплавлением, стыковую сопротивлением, точечную, шовную, рельефную и др.
При стыковой контактной сварке(рис. 91, а)соединение свариваемых частей происходит по поверхности стыкуемых торцов. Этим способом сваривают трубы, рельсы, цепи, сверле рабочая часть которых изготовляется из быстрорежущей стали, а хвостовик – из углеродистой и др.
При точечной контактной сварке(рис. 91, б) соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия. Электроды изготовляются полыми из сплавов меди с хромом, алюминием и другими элементами. Во время сварки они охлаждаются циркулирующей в полости водой. Точечную сварку применяют при изготовлении из тонколистового проката кабин, кузовов и емкостей для зерна, деталей обшивки и других изделий в автотракторном и сельскохозяйственном машиностроении.
При шовной контактной сварке(рис. 91, в)элементы соединяют внахлестку вращающимися дисковыми электродами. Шов может быть сплошной или прерывистый. Шовной контактной сваркой с непрерывными швами изготовляют, например, топливные баки. Контактная сварка высокопроизводительна, она получила широкое применение во многих отраслях промышленности в серийном и массовом производстве.
2. Стыковую сваркуразделяют на сварку оплавлением и сварку сопротивлением.
При сварке оплавлением
торцы заготовок доводятся до оплавления, а при сварке сопротивлением торцы заготовок разогреваются до пластического состояния и производится последующая осадка.
Свариваемые детали 3
и
7
(рис. 92) помещают между зажимами
4
и
6
,подключенными к вторичной обмотке трансформатора
8
. Одну из плит
2
неподвижно закрепляют на станине
1
и изолируют от нее, а другую плиту
5
можно перемещать по направляющим станины. Перемещение плиты вместе с закрепленной деталью осуществляется в машинах при помощи рычага, штурвала, пружины, а при сварке деталей значительных размеров – при помощи механических, гидравлических или пневматических устройств.
При сварке сопротивлением
заготовки, зажатые в машине, сжимаются небольшим усилием, обеспечивающим контакт свариваемых поверхностей. Затем включается ток, металл разогревается до пластического состояния, производится осадка и сварка. Место сварки имеет усиление (высадку) металла. Перед сваркой
Рис. 92
заготовки зачищают и подгоняют одну к другой. Сварка сопротивлением применяется главным образом для заготовок малого сечения (диаметр до 20 мм), так как при сварке стержней больших сечений нагрев по сечению будет неравномерным. Сечения соединяемых заготовок должны быть одинаковыми по форме с мало развитым периметром (круг, квадрат, прямоугольник с малым отношением сторон). Заготовки более сложного сечения (лист, тонкостенная труба, двутавр, угольник), а также заготовки из разнородных металлов мим методом не спаривают.
Метод оплавления имеет ряд преимуществ перед сваркой сопротивлением, основные из которых следующее: поверхность стыка не требует особой подготовки; можно сваривать заготовки с сечением сложной формы и сильно развитым периметром, а также заготовки с различными сечениями; свариваются разнородные металлы (быстрорежущая и углеродистая сталь, медь иалюминий и т. п.). Недостатком сварки оплавлением является то, что увеличивается расход материала. Это особенно ощущается при использовании дорогих металлов.
При точечной сварке заготовки из тонкого листового металла (толщиной 0,2…8 мм) соединяют внахлестку.
Метод точечной сварки состоит в нагреве свариваемых деталей при прохождении тока от одного электрода через детали к другому. Происходит быстрый нагрев и расплавление металла в зоне соединения с образованием «ядра» сварочной точки, имеющей чичевицеобразную форму размером обычно 2…12 мм. Давление Р
, приложенное к электродам, уплотняет металл в сварочной точке и обеспечивает прочное соединение.
На рис. 93 показана схема точечной сварки. Свариваемые листы 4
зажимают между верхним
3
и нижним
5
электродами сварочной машины, к которым через электрододержатели
2
и
6
и хоботы
1
и
7
подведен ток от трансформатора
8.
Нижний опорный хобот делается неподвижным, а верхний подвижным; при сварке верхний хобот создает давление на свариваемые листы. Соприкасающиеся с медным электродом поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжают до пластического состояния или частично до расплавления внутренних слоев детали, затем выключают ток и снижают давление. В результате образуется литая сварная точка.
Точечная сварка в зависимости oт расположения электродов по отношению к свариваемым деталям может быть двусторонней и односторонней. Рис. 93
Односторонней точечной сваркой
можно соединять заготовки одновременно двумя точками. По принципу односторонней точечной сварки работают многоточечные машины, которые могут иметь до 50 пар электродов.
Для получения соединения хорошего качества необходимо строго выдерживать заданные параметры режима: усилие сжатия от 2до 10 кгс/мм2, время протекания тока 0,01…1,5 с. Предварительно свариваемые поверхности очищают наждачным кругом, пескоструйной обработкой или травлением.
Точечная сварка может производиться и на жестких режимах. Мягкие режимы характеризуются большей продолжительностью времени сварки, плавным нагревом, уменьшенной мощностью. Эти режимы применяются для сварки углеродистых, конструкционных, низколегированных сталей и сталей, склонных к закалке. Значения основных параметров мягких режимов могут изменяться в следующих диапазонах: плотность тока – от 80 до 160 А/мм2; усилие на электродах – от 1,5 до 4 кгс/мм2 и время протекания тока – от 0,5 до 2…3 с.
Жесткие режимы характеризуются повышенной производительностью в связи с уменьшением времени сварки, увеличением усилия сжатия и концентрированным нагревом. Эти режимы применяются: а) для сварки нержавеющих сталей, так как при сварке на мягких режимах возможно выпадение карбидов в околошовной зоне, приводящие к потере коррозионной стойкости; б) для сварки алюминия, меда и медных сплавов, так как они обладают высокой теплопроводностью и для них недопустим перегрев околошовной зоны; в) для сварки ультратонкого металла толщиной до 0,1 мм.
Пределы толщин свариваемых металлов составляют в среднем 0,5…5 мм. Точечная сварка широко используется для изготовления штампосварных соединений, когда отдельные штампованные детали соединяются сварными точками. В этом случае упрощается технология изготовления сварных узлов и повышается производительность.
Признаком шовной сварки является наличие хотя бы одного электрода в виде ролика, катящегося по шву. Роликовая сварка разновидность точечной сварки, при которой точки ядра перекрывают одна другую и создают сплошной шов, между свариваемыми заготовками образуется прочноплотное соединение. При шовной сварке (рис. 94) свариваемые детали 1
также соединяют внахлестку и помещают между двумя вращающимися медными роликами (электродами)
2
,через которые поступает ток от трансформатора
3
для нагрева и расплавления металла. Этими же роликами производится осадка (сжатие) нагретого металла при движении вдоль шва. Толщина свариваемых листов должна быть в среднем 0,3…3 мм. Шовную сварку так же, как и точечную, можно выполнять при одностороннем и двустороннем расположении
Рис. 94
электродов (роликов).
Существует два цикла шовной сварки: с непрерывным и прерывным протеканием тока
.
Первый цикл применяется для сварки коротких швов из малоуглеродистых и низколегированных сталей толщиной до 1 мм, при сварке длинных швов ролики могут перегреться. Кроме того, при незначительных изменениях чистоты поверхности металла возникают прожоги или непровары. При непрерывном пропускании тока образуется большая зона термического влияния, что может привести к короблению деталей.
Второй цикл обеспечивает стабильность процесса и высокое качество Сварного соединения при малой зоне термического влияния; он применяется
для сварки длинных швов на заготовках из нержавеющих сталей, алюминиевых и медных сплавов.
Шовная сварка применяется в массовом производстве при изготовлении различных сосудов. Короткие швы сваривают от одного конца к другому, а длинные – от середины к концам. Роликовая сварка осуществляется на переменном токе силой 2000…5000 А. Диаметр роликов равен 40…350 мм; усилие сжатия свариваемых деталей роликами достигает 0,6 т; скорость сварки равна 0,5…3,5 м/мин.
Имеются разнообразные конструкции шовных машин, различающихся расположением роликов. В машинах для продольной сварки ролики вращаются вдоль консолей машины, а в машинах для поперечной сварки ролики вращаются в плоскости, перпендикулярной оси консолей.
3.Изготовление изделий методом стыковой сварки сопротивлением выполняют на универсальных или специализированных стыковых машинах.
Стыковая машина имеет следующие основные узлы и элементы (рис.95): станину 2, неподвижную плиту 4, подвижную плиту 8, которая перемещается по направляющим 10 приводом подачи 9, зажимные устройства и 7, трансформатор 1, токоподводы 3, губки 5 и аппаратуру управления П.
Рис.95 Конструктивная схема стыковой машины
Для изготовления изделий методом контактной точечной сварки применяют машину для точечной сварки МТП-200-7 (рис.96), которая должна обеспечивать сжатие деталей определенным усилием и подвод к ним сварочного тока.
Рис.11 Схема точечной машины МТП-200-7:
1 – корпус; 2 – сварочный трансформатор; 3 – привод сжатия; 4 – консоли; 5 – электрододержатели; 6 – электроды; 7 – детали; 8 – подкос; 9 – кронштейн (держатель); 10 – гибкие шины; 11 – вторичный виток трансформатора
Она имеет соответственно привод сжатия 3
(рис.96) и источник тока
2.
Конструктивные элементы машин: консоли
4,
электрододержатели, электроды, корпус, кронштейны, подкосы. Они воспринимают значительные усилия от привода сжатия и теплового расширения металла в зоне сварки. Некоторые из них, входящие во вторичный контур машины, служат одновременно токоподводящими элементами.
Для изготовления изделий методом шовной (роликовой) сварки при крупносерийном производстве используют машину для шовной сваркиМШПР-300-1200 (рис.97).
Рис.97 Схема шовной машины МШПР-300-1200:
1 – корпус; 2 – сварочный трансформатор; 3 – привод сжатия; 4 – консоли; 5 – ролики; 6 – детали; 7 – кронштейн (держатель); 8 – гибкие шины; 9 – вторичный виток трансформатора; 10 – привод вращения ролика
Данная машина должна обеспечивать сжатие деталей определенным усилием и подвод к ним сварочного тока. Машины для шовной сварки обычно перемещают детали на шаг точек. Поэтому они имеют привод вращения роликов (рис.9).Конструктивные элементы машины – консоли 4,
привод сжатия, ролики, корпус, кронштейны, гибкие шины. Они воспринимают значительные усилия от привода сжатия и теплового расширения металла в зоне сварки. Некоторые из них входящие во вторичный контур машины, служат одновременно токопроводящими элементами.
Источники тока.
Контактные машины работают на переменном токе (от тысяч до ста тысяч ампер). Электрическая схема источников тока всех типов контактных машин состоит из трех элементов: трансформатора, прерывателя и переключателя ступеней мощности. Первичная обмотка трансформатора подключается к сети напряжением от 220 до 380 В; её изготовляют секционированной для изменения числа рабочих витков при переключении ступеней мощности. Вторичная обмотка трансформатора состоит из одного или двух витков (вторичное напряжение от 1 до 12 В).
Прерыватели тока.
Для включения и выключения сварочного тока применяется несколько типов прерывателей: простые механические контакторы, электромагнитные (синхронные и асинхронные), электронные приборы (тиратронные и игнитронные).
Механические контакторы применяют главным образом на стыковых точечных машинах неавтоматического действия небольшой мощности. Электромагнитные контакторы применяют для cтыковой, точечной и шовной сварки на машинах малой и cpедней мощности. Электронные прерыватели обеспечивают синхронное включение и выключение тока со строго определенной длительностью импульсов тока и пауз и применяются для всех типов контактных машин автоматического действия.
Механизмы давления
могут быть рычажно-педальными, моторно-кулачковыми, с пневматическими или гидравлическими приводами давления. Механизм давления служит для сжатия заготовок.
Тема 3.4.1 Контактная сварка. Сущность и основные виды
Рис.90 Резак РДМ-2-66 для плазменно-дуговой резки
Для ручной плазменной резки применяется плазмотрон РДМ-2-66 (рис. 90). Плазмотрон состоит из головки 4, мундштука с формирующим соплом 3 и рукоятки 5. Головка резака 4 имеет водоохлаждаемый корпус, вода к которому подводится и отводится через рукава 8 Мундштук изолируется от токоведущего корпуса резиновой прокладкой. Клапанно-венгильный блок, смонтированный на рукоятке, состоит из вентиля для подачи аргона 10 с штуцером 9, рычажного клапана 6, позволяющего осуществлять резку в смеси аргона с водородом или азотом и штуцера 7. Резак имеет опорный ролик 2 и щиток 1. В кабельно-шланговый пакет входят два газовых рукава – для аргона и водорода или азота и два рукава водяного охлаждения. В одном из рукавов охлаждения проходит кабель рабочего тока сечением 10 мм2, который соединяется с минусом источника питания.
Плазмотрон РДМ-2-66 предназначен для ручной разделительной резки алюминия и его сплавов толщиной до 25 мм и нержавеющих сталей толщиной до 20 мм. Резка выполняется в аргоно-водородной или аргон-азотной смеси на постоянном токе прямой полярности.
Вопросы:
2. Сущность, применение и технология стыковой сварки сопротивлением и оплавлением, точечной одно- и двухсторонней сварки, шовной сварки с непрерывным и прерывистым включением тока.
3. Оборудование для контактной сварки; основные части и принцип работы контактных машин.
1. Согласно ГОСТ 2601–84 контактной называют сварку с применением давления, при которой нагрев проводится теплом, выделяемым при прохождении электрического тока через находящиеся в контакте соединяемые части. В месте соприкосновения частей ток испытывает большое сопротивление, отчего выделяется значительное количество теплоты, нагревающего металл настолько, что он приходит в пластичное состояние или оплавляется. При этом свариваемые части заготовок сильно прижимают одну к другой.
Металлы с малым электросопротивлением, например медь и алюминий, труднее поддаются контактной сварке, чем сталь, которая обладает более высоким электрическим сопротивлением.
Рис. 91 Контактная сварка:
а – стыковая; б – точечная; в – шовная; 1 и 2 – свариваемые детали; 3 – медные электроды; 4 – сварной шов; 5 – сварочный трансформатор
Контактную сварку подразделяют на стыковую оплавлением, стыковую сопротивлением, точечную, шовную, рельефную и др.
При стыковой контактной сварке(рис. 91, а)соединение свариваемых частей происходит по поверхности стыкуемых торцов. Этим способом сваривают трубы, рельсы, цепи, сверле рабочая часть которых изготовляется из быстрорежущей стали, а хвостовик – из углеродистой и др.
При точечной контактной сварке(рис. 91, б) соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия. Электроды изготовляются полыми из сплавов меди с хромом, алюминием и другими элементами. Во время сварки они охлаждаются циркулирующей в полости водой. Точечную сварку применяют при изготовлении из тонколистового проката кабин, кузовов и емкостей для зерна, деталей обшивки и других изделий в автотракторном и сельскохозяйственном машиностроении.
При шовной контактной сварке(рис. 91, в)элементы соединяют внахлестку вращающимися дисковыми электродами. Шов может быть сплошной или прерывистый. Шовной контактной сваркой с непрерывными швами изготовляют, например, топливные баки. Контактная сварка высокопроизводительна, она получила широкое применение во многих отраслях промышленности в серийном и массовом производстве.
2. Стыковую сваркуразделяют на сварку оплавлением и сварку сопротивлением.
При сварке оплавлением
торцы заготовок доводятся до оплавления, а при сварке сопротивлением торцы заготовок разогреваются до пластического состояния и производится последующая осадка.
Свариваемые детали 3
и
7
(рис. 92) помещают между зажимами
4
и
6
,подключенными к вторичной обмотке трансформатора
8
. Одну из плит
2
неподвижно закрепляют на станине
1
и изолируют от нее, а другую плиту
5
можно перемещать по направляющим станины. Перемещение плиты вместе с закрепленной деталью осуществляется в машинах при помощи рычага, штурвала, пружины, а при сварке деталей значительных размеров – при помощи механических, гидравлических или пневматических устройств.
При сварке сопротивлением
заготовки, зажатые в машине, сжимаются небольшим усилием, обеспечивающим контакт свариваемых поверхностей. Затем включается ток, металл разогревается до пластического состояния, производится осадка и сварка. Место сварки имеет усиление (высадку) металла. Перед сваркой
Рис. 92
заготовки зачищают и подгоняют одну к другой. Сварка сопротивлением применяется главным образом для заготовок малого сечения (диаметр до 20 мм), так как при сварке стержней больших сечений нагрев по сечению будет неравномерным. Сечения соединяемых заготовок должны быть одинаковыми по форме с мало развитым периметром (круг, квадрат, прямоугольник с малым отношением сторон). Заготовки более сложного сечения (лист, тонкостенная труба, двутавр, угольник), а также заготовки из разнородных металлов мим методом не спаривают.
Метод оплавления имеет ряд преимуществ перед сваркой сопротивлением, основные из которых следующее: поверхность стыка не требует особой подготовки; можно сваривать заготовки с сечением сложной формы и сильно развитым периметром, а также заготовки с различными сечениями; свариваются разнородные металлы (быстрорежущая и углеродистая сталь, медь иалюминий и т. п.). Недостатком сварки оплавлением является то, что увеличивается расход материала. Это особенно ощущается при использовании дорогих металлов.
При точечной сварке заготовки из тонкого листового металла (толщиной 0,2…8 мм) соединяют внахлестку.
Метод точечной сварки состоит в нагреве свариваемых деталей при прохождении тока от одного электрода через детали к другому. Происходит быстрый нагрев и расплавление металла в зоне соединения с образованием «ядра» сварочной точки, имеющей чичевицеобразную форму размером обычно 2…12 мм. Давление Р
, приложенное к электродам, уплотняет металл в сварочной точке и обеспечивает прочное соединение.
На рис. 93 показана схема точечной сварки. Свариваемые листы 4
зажимают между верхним
3
и нижним
5
электродами сварочной машины, к которым через электрододержатели
2
и
6
и хоботы
1
и
7
подведен ток от трансформатора
8.
Нижний опорный хобот делается неподвижным, а верхний подвижным; при сварке верхний хобот создает давление на свариваемые листы. Соприкасающиеся с медным электродом поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжают до пластического состояния или частично до расплавления внутренних слоев детали, затем выключают ток и снижают давление. В результате образуется литая сварная точка.
Точечная сварка в зависимости oт расположения электродов по отношению к свариваемым деталям может быть двусторонней и односторонней. Рис. 93
Односторонней точечной сваркой
можно соединять заготовки одновременно двумя точками. По принципу односторонней точечной сварки работают многоточечные машины, которые могут иметь до 50 пар электродов.
Для получения соединения хорошего качества необходимо строго выдерживать заданные параметры режима: усилие сжатия от 2до 10 кгс/мм2, время протекания тока 0,01…1,5 с. Предварительно свариваемые поверхности очищают наждачным кругом, пескоструйной обработкой или травлением.
Точечная сварка может производиться и на жестких режимах. Мягкие режимы характеризуются большей продолжительностью времени сварки, плавным нагревом, уменьшенной мощностью. Эти режимы применяются для сварки углеродистых, конструкционных, низколегированных сталей и сталей, склонных к закалке. Значения основных параметров мягких режимов могут изменяться в следующих диапазонах: плотность тока – от 80 до 160 А/мм2; усилие на электродах – от 1,5 до 4 кгс/мм2 и время протекания тока – от 0,5 до 2…3 с.
Жесткие режимы характеризуются повышенной производительностью в связи с уменьшением времени сварки, увеличением усилия сжатия и концентрированным нагревом. Эти режимы применяются: а) для сварки нержавеющих сталей, так как при сварке на мягких режимах возможно выпадение карбидов в околошовной зоне, приводящие к потере коррозионной стойкости; б) для сварки алюминия, меда и медных сплавов, так как они обладают высокой теплопроводностью и для них недопустим перегрев околошовной зоны; в) для сварки ультратонкого металла толщиной до 0,1 мм.
Пределы толщин свариваемых металлов составляют в среднем 0,5…5 мм. Точечная сварка широко используется для изготовления штампосварных соединений, когда отдельные штампованные детали соединяются сварными точками. В этом случае упрощается технология изготовления сварных узлов и повышается производительность.
Признаком шовной сварки является наличие хотя бы одного электрода в виде ролика, катящегося по шву. Роликовая сварка разновидность точечной сварки, при которой точки ядра перекрывают одна другую и создают сплошной шов, между свариваемыми заготовками образуется прочноплотное соединение. При шовной сварке (рис. 94) свариваемые детали 1
также соединяют внахлестку и помещают между двумя вращающимися медными роликами (электродами)
2
,через которые поступает ток от трансформатора
3
для нагрева и расплавления металла. Этими же роликами производится осадка (сжатие) нагретого металла при движении вдоль шва. Толщина свариваемых листов должна быть в среднем 0,3…3 мм. Шовную сварку так же, как и точечную, можно выполнять при одностороннем и двустороннем расположении
Рис. 94
электродов (роликов).
Существует два цикла шовной сварки: с непрерывным и прерывным протеканием тока
.
Первый цикл применяется для сварки коротких швов из малоуглеродистых и низколегированных сталей толщиной до 1 мм, при сварке длинных швов ролики могут перегреться. Кроме того, при незначительных изменениях чистоты поверхности металла возникают прожоги или непровары. При непрерывном пропускании тока образуется большая зона термического влияния, что может привести к короблению деталей.
Второй цикл обеспечивает стабильность процесса и высокое качество Сварного соединения при малой зоне термического влияния; он применяется
для сварки длинных швов на заготовках из нержавеющих сталей, алюминиевых и медных сплавов.
Шовная сварка применяется в массовом производстве при изготовлении различных сосудов. Короткие швы сваривают от одного конца к другому, а длинные – от середины к концам. Роликовая сварка осуществляется на переменном токе силой 2000…5000 А. Диаметр роликов равен 40…350 мм; усилие сжатия свариваемых деталей роликами достигает 0,6 т; скорость сварки равна 0,5…3,5 м/мин.
Имеются разнообразные конструкции шовных машин, различающихся расположением роликов. В машинах для продольной сварки ролики вращаются вдоль консолей машины, а в машинах для поперечной сварки ролики вращаются в плоскости, перпендикулярной оси консолей.
3.Изготовление изделий методом стыковой сварки сопротивлением выполняют на универсальных или специализированных стыковых машинах.
Стыковая машина имеет следующие основные узлы и элементы (рис.95): станину 2, неподвижную плиту 4, подвижную плиту 8, которая перемещается по направляющим 10 приводом подачи 9, зажимные устройства и 7, трансформатор 1, токоподводы 3, губки 5 и аппаратуру управления П.
Рис.95 Конструктивная схема стыковой машины
Для изготовления изделий методом контактной точечной сварки применяют машину для точечной сварки МТП-200-7 (рис.96), которая должна обеспечивать сжатие деталей определенным усилием и подвод к ним сварочного тока.
Рис.11 Схема точечной машины МТП-200-7:
1 – корпус; 2 – сварочный трансформатор; 3 – привод сжатия; 4 – консоли; 5 – электрододержатели; 6 – электроды; 7 – детали; 8 – подкос; 9 – кронштейн (держатель); 10 – гибкие шины; 11 – вторичный виток трансформатора
Она имеет соответственно привод сжатия 3
(рис.96) и источник тока
2.
Конструктивные элементы машин: консоли
4,
электрододержатели, электроды, корпус, кронштейны, подкосы. Они воспринимают значительные усилия от привода сжатия и теплового расширения металла в зоне сварки. Некоторые из них, входящие во вторичный контур машины, служат одновременно токоподводящими элементами.
Для изготовления изделий методом шовной (роликовой) сварки при крупносерийном производстве используют машину для шовной сваркиМШПР-300-1200 (рис.97).
Рис.97 Схема шовной машины МШПР-300-1200:
1 – корпус; 2 – сварочный трансформатор; 3 – привод сжатия; 4 – консоли; 5 – ролики; 6 – детали; 7 – кронштейн (держатель); 8 – гибкие шины; 9 – вторичный виток трансформатора; 10 – привод вращения ролика
Данная машина должна обеспечивать сжатие деталей определенным усилием и подвод к ним сварочного тока. Машины для шовной сварки обычно перемещают детали на шаг точек. Поэтому они имеют привод вращения роликов (рис.9).Конструктивные элементы машины – консоли 4,
привод сжатия, ролики, корпус, кронштейны, гибкие шины. Они воспринимают значительные усилия от привода сжатия и теплового расширения металла в зоне сварки. Некоторые из них входящие во вторичный контур машины, служат одновременно токопроводящими элементами.
Источники тока.
Контактные машины работают на переменном токе (от тысяч до ста тысяч ампер). Электрическая схема источников тока всех типов контактных машин состоит из трех элементов: трансформатора, прерывателя и переключателя ступеней мощности. Первичная обмотка трансформатора подключается к сети напряжением от 220 до 380 В; её изготовляют секционированной для изменения числа рабочих витков при переключении ступеней мощности. Вторичная обмотка трансформатора состоит из одного или двух витков (вторичное напряжение от 1 до 12 В).
Прерыватели тока.
Для включения и выключения сварочного тока применяется несколько типов прерывателей: простые механические контакторы, электромагнитные (синхронные и асинхронные), электронные приборы (тиратронные и игнитронные).
Механические контакторы применяют главным образом на стыковых точечных машинах неавтоматического действия небольшой мощности. Электромагнитные контакторы применяют для cтыковой, точечной и шовной сварки на машинах малой и cpедней мощности. Электронные прерыватели обеспечивают синхронное включение и выключение тока со строго определенной длительностью импульсов тока и пауз и применяются для всех типов контактных машин автоматического действия.
Механизмы давления
могут быть рычажно-педальными, моторно-кулачковыми, с пневматическими или гидравлическими приводами давления. Механизм давления служит для сжатия заготовок.
Устройство машины для шовной контактной сварки
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Устройство прижима может быть ручным, пневматическим, гидравлическим или комбинированным. Ручной (точнее, ножной) привод обладает наименьшей мощностью.
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.
Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Шовные машины-клещи
Кроме стационарных сварочных машин, производители выпускают также переносные, или подвесные устройства. Они предназначены для сваривания тонкостенных изделий сложной конфигурации. Источник питания по-прежнему размещается на полу цеха, а ролики и устройство прижима смонтированы на подвижных клещах. Клещи с помощью шарнирного пневмопривода устанавливаются в положение, необходимое для работы.
Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.
Роликовый стенд для контактной сварки
Режимы сварки
Режимы шовной прерывистой (многоимпульсной) сварки сталей приводятся в табл. XIII.16 и XIII.17; сварки алюминиевых сплавов — в табл. XIII.18.
Малышев Б.Д. Сварка и резка в промышленном строительстве т.1. -M. 1989
См. также: Контактная сварка, Требования к сварным конструкциям при точечной и шовной сварке, Контроль качества соединений точечной и шовной сварки, Промышленное применение точечной и шовной сварки, Механизация и автоматизация точечной и шовной сварки
Область применения
Шовная технология контактной сварки позволяет делать прочные, долговечные и герметичные швы, надежно соединяющие тонкостенные заготовки. Она находит применение в следующих отраслях:
- Тонкостенные сварные трубы для трубопроводного транспорта и технологических установок.
- Резервуары и сосуды низкого давления для химической, пищевой, транспортной промышленности.
- Герметичные кожухи механизмов и приборов, транспортных средств.
- Конструкции из тонколистового проката для промышленного оборудования и бытовой техники.
Производство, оборудованное машинами шовной сварки
Технология отличается от других сварных технологий наибольшей производительностью. Установка средней мощности выдает за час несколько сотен метров сварного шва.
Деление металлопластиковых труб на «шовные» и «бесшовные» породило массу несуразиц в маркетинговых легендах менеджеров, и до сих пор вносит сумятицу в разум неосведомленных покупателей.
Давайте попробуем разобраться в этом вопросе и вернуть в классификацию металлопластиковых труб здравый смысл и технологическую основу.
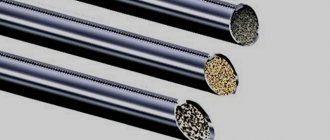
МЕТАЛЛОПЛАСТИКОВЫЕ ТРУБЫ С АЛЮМИНИЕВЫМ СЛОЕМ СВАРЕННЫМ ВСТЫК ИЛИ ВНАХЛЕСТ
Конечно же, бесшовных металлопластиковых труб не существует. А существуют две базовые технологии производства металлопластиковых труб: с помощью одной из них получается металлопластиковая труба с алюминиевой трубой внутри, края которой сварены внахлест ультразвуком, в другой технологии края алюминиевой трубы сварены встык TIG или лазерной сваркой. Т.е. сварные швы есть абсолютно во всех металлопластиковых трубах.
Конструкция металлопластиковых труб
При соблюдении технологий в обоих случаях получаются трубы соответсвующие требованиям ГОСТ Р 53630-2009 , «Трубы напорные многослойные для систем водоснабжения и отопления» или стандартам DIN 16836, ISO 21003. И по своим основным характеристикам: внутреннему и наружному диаметрам, рабочим давлению и температуре трубы являются аналогами. И все же, имеется ряд особенностей обусловленных различиями в технологии.
ДВЕ ТЕХНОЛОГИИ МЕТАЛЛОПЛАСТИКОВЫХ ТРУБ
Металлопластиковые трубы и технологию их производства в 1979 году изобрели англичане. Затем небольшая немецкая фирма Unicor выкупила у англичан технологию, стала обладателем WorldWide патента*. Впрочем, до сих пор эту технологию называют «английской».
* За исключением России, в России патентом на технологию владеет ООО «Экструзионные машины»
Благодаря единоличному владению патентом Unicor вырос в гигантский концерн по производству экструзионного оборудования, и мирового лидера на рынке металлопластиковых труб (бренды Unipipe , Uponor ). В настоящее время Unicor контролирует около 30% мирового рынка металлопластиковых труб.
Суть английской технологии довольно проста:
— из алюминиевой ленты формируется алюминиевая труба;
— края сформированной трубы свариваются внахлест ультразвуком;
— почти одновременно на внутреннюю и наружные поверхности алюминиевой трубы наносят внутренние и наружные слои адгезива и полимера (PE — RT , PEX , PPR ).
Из-за одновременности процессов технологию иногда называют «совмещенной». Максимально достижимая производительность при этой технологии ограничивается максимально достижимой скоростью ультразвуковой сварки, и в настоящее время составляет около 25 метров минуту. Оборудование довольно компактно — длина линий 25…45 метров.
Английская технология производства металлопластиковых труб
Есть изобретения, чьи простые и понятные принципы на долгие годы входят в повседневную жизнь, и сохраняют неоспоримые конкурентные преимущества, телефон, скотч, шариковая ручка, CD -диски, микроволновая печь. Безусловно, английская технология относится к таким изобретениям – до сих еще никто не придумал трубы сочетающие в себе отсутствие коррозии, долговечность, низкое температурное расширение и абсолютную кислородонепроницаемость.
Пожалуй, появлению альтернативной технологии мы обязаны суровости европейских и патентных законодательств и жесткой позиции Unicor в отношении распространения технологии.
Альтернативную технологию изобрели швейцарцы, и это было единственной возможностью выйти на европейский рынок экструзионного оборудования для производства металлопластиковых труб.
Швейцарская технология позволяла достичь более высокой производительности 30…40 метрам в минуту, но получилась довольно громоздкая по сути, и по размерам оборудования — длина линий достигает 80…120 метров.
Швейцарская технология производства металлопластиковых труб
Из-за последовательности процессов технологию иногда называют «раздельной». Металлопластиковая труба по швейцарской технологии производится в несколько этапов:
— первоначально экструдируется внутренняя полимерная труба;
— на наружную поверхность полученной трубы наносится расплав адгезива;
— вокруг полученной трубы из алюминиевой ленты формируется, и «прикатывается» к адгезиву алюминиевая труба;
— края алюминиевой трубы свариваются встык лазерной или аргонно-дуговой ( TIG ) сваркой;
— на поверхность алюминиевой трубы последовательно наносят слои адгезива и полимера.
Как и в случае с английской технологии предельная производительность ограничена возможностями TIG и лазерной сварки.
В настоящее время оборудование по «английской» технологии производится в Германии (Maintools) и Португалии (Fartrouven R&D), по «швейцарской» — в Швейцарии (Maillefer), Италии (Tecnomatic).
МИФЫ О ПРОЧНОСТИ СВАРНОГО ШВА
Менеджерам по продажам «бесшовных» металлопластиковых труб мы обязаны рождению мифов о том, что прочность бесшовных труб значительно выше, чем «шовных». Объяснятся это тем, что края трубы свариваются самым «прочным» способом в стык, самой надежной TIG (или лазерной сваркой), и тем, что в «бесшовной» трубе алюминиевый слой значительно толще чем в «шовной».
Последние утверждение, безусловно верно, и к этому мы вернемся позже, но с прочность сварного шва — порочное заблуждение.
Специалистам по сварке хорошо известно, что при сварке в нахлест прочность сварного шва всегда выше, чем при сварке в стык.
Коэффициенты прочности при различных способах сварки алюминиевого слоя
Если взять за единицу коэффициент прочности фольги, то при сварке внахлест коэффициент прочности будет всегда больше единицы, а при сварке встык – всегда меньше единицы.
Это подтверждается практикой испытаний и эксплуатации металлопластиковых труб – металлопластиковые трубы со сваркой внахлест никогда не разрываются по шву, напротив, трубы со сваркой встык всегда разрываются по шву.
КОВАРНЫЕ СВОЙСТВА «БЕСШОВНОГО» СВАРНОГО ШВА
Есть еще одна проблема «бесшовных» металлопластиковых труб. Об этой проблеме менеджеры по продажам обычно не знают, или помалкивают. Это проблема хрупкости сварного шва при сварке встык.
В английской технологии этой проблемы не существует, а в швейцарское хронически больное место.
Дело в том, что при производстве металлопластиковых труб применяется алюминиевая лента в кондиции полумягкая в отожженном состоянии (полунагортованная). При этой кондиции алюминиевая лента хорошо формуется, и не рвется при высоких скоростях производства. Для достижения необходимой кондиции производители алюминия отжигают алюминиевую ленту при температурах 350…380 С.
При сварке в нахлест ультразвуком зона сварного шва нагревается до сравнительно небольших температур 0,3…0,5 температуры плавления алюминия (около 198…330 градусов по цельсию).
Процесс соединения, собственно, не сварка в обычном смысле, а является процессом возникновения под воздействием ультразвука диффузионных межатомных связей между двумя поверхностями металла. Слабый разогрев в зоне сварного шва не меняет механической кондиции алюминия, не создает внутреннего напряжения в месте соединения, не ухудшает гибкость алюминиевого слоя, и самой металлопластиковой трубы в целом.
По швейцарской технологии алюминиевый слой сваривается встык при температурах гораздо выше температуры плавления алюминия (т.е. более 660 С). Разумеется, после сварки в зоне сварного шва образуется внутренне напряжение.
Обычно, сваренное с помощью TIG или лазерной сварки изделие, для устранения возникших напряжений в сварном шве, отжигают при температурах 350…380 С.
Однако, при производстве металлопластиковой трубы отжечь сварной шов невозможно. По крайней мере, никто такого способа пока не изобрел.
Еще одна проблема швейцарской технологии со сваркой алюминиевого слоя встык также связана с высокими температурами сварки.
Температура термической деструкции полимеров применяемых в настоящее время при производстве металлопластиковых труб ( PE — RT и PEX полиэтиленов, PPR полипропилена) находится в диапазоне 260…280 С.
По швейцарской технологии алюминиевый слой сваривается непосредственно на полностью сформированной внутренней пластиковой трубе, на поверхность которой нанесен слой расплава адгезива. При этом, высокая температура нагрева сварного шва вызывает в его зоне локальную термическую деструкцию адгезивного слоя, и самой внутренней трубы. Это негативно сказывается на прочности металлопластиковой трубы в целом. И является еще одной причиной типичного разрыва «бесшовной» трубы по шву.
АГДЕЗИЯ
Вся история эволюции металлопластиковых труб тесно связана с увеличением устойчивости к расслоению ее слоев металла и полимера.
В начале 80-х годов прошлого века адгезионная прочность между слоями металлополимерной трубы не превышала 15 Н/см. Это создавало проблемы при соединении металлопластиковых труб механическими фитингами. Под воздействием долговременных циклических динамических нагрузок (температуры, давления) в местах соединения с фитингом трубы расслаивались, и нарушалась герметичность соединения.
Благодаря разработчикам адгезивов в настоящее время устойчивость к расслоению существенно выросла, и в соответствии с ГОСТ Р 53630-2009 должна составлять не менее 50 Н/см. Этим требования соответствуют большинство применяемых адгезивов, например, Amplify G 388 ( Dow Plastics ), Plexar ( Equistar ), Yparex ( DSM Group ).
Типичные характеристики распространенного адгезива Yparex
(Yparex B.V. (DSM Group)
Многие разработчики ведут поиски увеличения адгезии в металлопластиковых трубах, и можно ожидать, что в ближайшие 1,5…2 года на рынке появятся металлопластиковые трубы с устойчивостью к расслоению на уровне 100…150 Н/см.
Для чего это нужно?
Хорошо известно, что любая гетерогенная система тем прочнее, чем выше прочность между ее слоями. Т.е. увеличение адгезионной прочности между слоями металла и полимера в трубе повышает прочность самих металлопластиковых труб, увеличивает их долговечность, и позволяет создавать надежные и долговечные соединения с фитингами.
Устойчивость к расслоению металлопластиковых труб, в основном, обусловлена тремя факторами:
— качеством очистки поверхности алюминия:
— свойствами адгезивов;
— равномерностью нанесения адгезивного слоя.
Качество поверхности алюминия и свойства адгезивов, зависят только от технологических возможностей их производителей. Но равномерность нанесения адгезивного слоя на алюминий у двух технологий производства металлопластиковых труб разная.
По английской технологии расплав агдезива экструдируется непосредственно на внутреннюю и наружную поверхности алюминиевого слоя. При этом не возникают пузыри в адгезивном слое, и обеспечивается стабильная устойчивость к расслоению.
По швейцарской технологии с наружным слоем тоже нет проблем, расплав также экструдируется на алюминиевый слой.
Неравномерность внутреннего адгезивного слоя металлопластиковой трубы при технологии стыковой сварки алюминиевого слоя
Но со внутренним слоем существует системная технологическая проблема: прикатать к готовой пластиковой трубе с нанесенным на ее поверхность адгезивом алюминиевую ленту без пузырей практически не возможно. Т.е. получить высокую адгезию между внутренней пластиковой трубой и алюминиевым слоем, практически, достичь не возможно.
.
ОСОБЕННОСТИ СЕБЕСТОИМОСТИ
Простого покупателя металлопластиковых труб вопрос себестоимости вряд ли может волновать. На пути от производства до его покупки к себестоимости добавляется немало наценок, за которыми самой себестоимости и не видно. Но если встает вопрос об организации производства многослойных металлопластиковых труб необходимо учитывать все факторы до копейки.
В металлопластиковых трубах с алюминиевым слоем сваренным внахлест применяется довольно тонкая алюминиевая фольга, например, в металлопластиковых трубах диаметром 16 мм. применяется фольга толщиной 0,19…0,20 мм..
Прочности 0,2 миллиметрового слоя вполне достаточно для обеспечения низкого температурного расширения (0,25х10 -4 ), а прочность на разрыв современных металлопластиковых труб давно перешагнула ГОСТовский рубеж, например, сваренная внахлест металлопластиковая труба DEEPIPE типа PERT — Al — PERT при температуре 95 С разрывается при давлении 40…50 атм. (по ГОСТ достаточно 13 а трубах применяется более толстая алюминиевая фольга (лента), это связано с тем, что с помощью TIG или лазерной сварки сваривать тонкую фольгу встык невозможно, и поэтому даже в трубах диаметром 16 мм . используется фольга толщиной 0,35…0,4 мм..
Совершенно очевидно, что различия в толщине алюминиевого слоя влечет разную себестоимость металлопластиковых труб. Зная геометрию трубы, а она определена стандартами, несложно посчитать себестоимость метра трубы при различных технологиях их изготовления.
Для полноты картины в калькуляции себестоимости кроме расчета стоимости материалов, мы учли дополнительные факторы:
— Стоимость оборудования (линия с ультразвуковой сваркой Fartrouven MCP/16-40 стоит 940 000 EUR , линия со стыковой TIG сваркой Tecnomatic – 3 500 000 EUR );
— Занимаемую площадь (длина Fartrouven MCP/16-40 — 32 м , Tecnomatic – 80 м .);
— Зарплату операторов (Fartrouven MCP/16-40 – 2 оператора с низкой квалификацией, Tecnomatic – 5 высококвалифицированных операторов).
Калькуляция себестоимости металлопластиковой трубы диаметром 16 мм .
Себестоимость металлопластиковой трубы с алюминиевым слоем сваренным встык по меньшей мере на 30% выше, чем труба со сваркой алюминиевого слоя внахлест.
Разумеется, для расчета полной себестоимости надо учесть общепроизводственные, общехозяйственные и маркетинговые затраты, расходы на оплату труда административного и вспомогательного персонала. Обычно они составляют 23…30% от выше приведенных затрат.
Это значит, что производство оснащенное оборудованием со стыковой сваркой сможет конкурировать с производством на базе оборудования с ультразвуковой сваркой только в том случае, если не будет иметь, вспомогательных производственных помещений, складов, офисов, не платить за телефоны, транспорт, рекламу, и не иметь никакого иного персонала, кроме операторов.
P . S .
Вероятно, в скором времени бытовые споры о «шовных» и «бесшовных» трубах, или сваренных встык или внахлест уйдут в прошлое.
Современного потребителя все меньше и меньше интересуют технологические и технические подробности. Его привлекают раскрученные бренды, понятный конечный результат.
А это значит, что производителям металлопластиковых труб придется вдумчиво выбирать технологию и оборудование для производства, формировать политику контроля за качеством, и прятать это за муаром оригинальных маркетинговых стратегий, чтобы через несколько лет не потерять репутацию своих торговых марок, и доверия к надежности выпускаемой ими продукции.
Иногда кажется, что создать привлекательный бренд сложнее чем создать новую технологию.
Можно ожидать, что в ближайшие годы основу конкурентных преимуществ будут составлять бренд и удобная для потребителей система фитингов …
| ВАРИАНТ ДЛЯ ПЕЧАТИ |
Как получить герметичный шов
Герметичность шва обеспечивается созданием цепочки частично перекрывающихся точек контактной сварки. Сварное пятно после импульса, прошедшего через роликовые электроды, имеет форму овала.
Если правильно сочетать скорость подачи заготовок и периодичность следования сварных импульсов, то овалы будут перекрываться своими боковыми частями, образуя непрерывный и герметичный шовный материал.
Делать герметичные емкости, сваривать металл без наплавочных материалов помогает шовная роликовая сварка. Аккуратное точечное соединение выдерживает большую нагрузку. С помощью специального оборудования получают герметичный шов, не пропускающий жидкости и газы. У роликовой технологии, как и у всех других видов сварки, есть свои достоинства и недостатки. О них стоит сказать подробно. Но сначала несколько слов о сути самого метода шовного соединения металлических листов.
Что такое шовная сварка
Шовную контактную сварку применяют для соединения листовых заготовок. Металл укладывают внахлест, при прохождении тока листы свариваются, образуя диффузное пятно в виде точки. Принцип роликовой сварки такой же, как и у контактной. Только вместо конусных токопроводящих электродов устанавливают диски из бронзовых сплавов. Они прижимают листы другу к другу во время движения. Электрический ток подается на электроды с различной регулярностью: постоянно, прерывно или импульсно с определенной частотой. Сущность метода роликовой контактной сварки листового металла заключается в одновременном разогреве и сжимании деталей в области шва роликовыми электродами. Металл расплавляется под действием разряда, сжимается с таким усилием, что образуется однородный диффузный слой высокой прочности.
Шов по сути представляет собой плотный ряд точек.
Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы сварки являются одними из наиболее перспективных, в первую очередь, в условиях массового производства. Среди механизированных способов сварки контактная уверенно занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении. Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона с рамой.
Другими областями массового применения являются производство комбайнов и тракторов, бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает при изготовлении металлоконструкций ответственного назначения, например, при производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток, решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных колодок автомобилей, сепараторов шарикоподшипников и т.д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость сварки герметичных швов достигает 10-15 м/мин.
Область применения
Шовная технология разработана более века назад. Производители постоянно совершенствуют аппараты, расширяют сферу их применения. С применением технологии шовного соединения металлов производят герметичные камеры различной геометрии, тонкостенные трубы, емкости бытового и промышленного назначения, кожухи и многое другое.
Контактная роликовая сварка незаменима при работе с алюминием, легированными сплавами, используемыми в химической промышленности. Производительность сварочного оборудования очень высокая, структура швов – равномерная. Скорость подачи листов и вращения бронзовых дисков регулируется. Изменяя временные интервалы между импульсами, получают сплошные или прерывистые соединения. Размер шва соответствует ширине бронзового диска.
Режимы осуществления технологии
В зависимости от особенностей изготавливаемой металлоконструкции, подбирается актуальный способ контактной сварки.
Каждый конкретный случай необходимо рассматривать отдельно:
- для соединения двух деталей в одно изделие по всей площади поверхности подойдет стыковая сварка сопротивлением;
- для сваривания металлических изделий в отдельных точках применяется точечный способ;
- для соединения деталей из металла по заранее имеющемуся рельефу шва подойдет шовный способ.
Также важное задание для сварщика ‒ контроль сварочного оборудования при работе с металлоконструкциями. Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции.
Контактная шовная сварка.
Важно подобрать правильный режим сварки:
- Мягкий режим. Применяется при умеренной силе тока и плотности на электрод до 100 а/мм2. Характеризуется более продолжительным сварным процессом, плавным нагревом металлических поверхностей, низкой мощностью. Но при этом сварщик может уменьшить мощность сварного агрегата, потребляемую от электросети, что позволит в целом снизить нагрузку на сеть.
- Жесткий режим. Используется для сталей высокой прочности при большом давлении при плотности до 300 а/мм2 и отличается повышенным уровнем мощности, высокой загрузкой электросети, повышенной стоимостью. К достоинствам жесткого режима относят незначительную продолжительность сварочных работ и высокую производительность труда.
Мягкий режим актуален для сталей с высоким содержанием углерода, а также легированных сталей.
Важно! При выполнении контактной точечной сварки необходимо соблюдать технологию, выбранный режим и обеспечить мастера актуальными условиями, иначе сварные швы могут получиться низкокачественными. Могут возникнуть различные дефекты, наиболее опасный из которых ‒ непровар точки с полным отсутствием литого ядра или крохотными его размерами.
Важно не только знать, как сделать точечную сварку, но и понимать, как повысить прочностные характеристики изготовленной конструкции после окончания работы. Для этого требуется осуществить термообработку металлического изделия.
Нагрев металла при контактном методе соединения деталей из металла с применением высокого опуска или пропускания электротока непосредственно после окончания работы позволит устранить внутреннее напряжение, образующееся в процессе работы.
Также качественно выполненная термообработка созданного сварного шва поможет улучшить структуру соединения и уничтожить опасный мартенсит, что в целом увеличит срок службы металлоконструкции в несколько раз.
Преимущества и недостатки
Роликовая контактная сварка часто применяется в конвейерном производстве. Она широко применяется из-за ряда преимуществ перед другими способами соединения металлов внахлест:
- хорошая производительность, сварочный аппарат за час выдает несколько десятков метров швов;
- гарантированное высокое качество соединений;
- сваривание проходит без наплавочных материалов: плавящихся электродов, присадочной проволоки;
- металл прошивается дугой насквозь между электродами, расплав в этот момент не окисляется, зону контакта не нужно защищать флюсом или облаком нейтрального газа;
- высокая культура труда, не нужна стандартная экипировка сварщика.
Минусами считают низкую технологичность:
- нельзя сваривать листы из различных сплавов;
- есть ограничения по толщине заготовки до 3 мм;
- дорогое оборудование приобретают только для больших объемов сварных работ.
Контактный метод
Самым распространенным методом сваривания листовых материалов является соединение их внахлест. Его осуществляют с помощью рельефов (специальных выступов). Обычно применяют рельефы сферической формы. Рельефная сварка относится к разновидностям контактного метода.
При сварочном процессе внахлест рельефы формуют с применением холодной штамповки, что вызывает образование лунки. Если использовать материалы с высокой пластичностью, то можно получить рельефы любой сложности. Если рельефы получить затруднительно по каким-либо причинам, то можно использовать специальные вставки.
По сравнению с контактным сварочным процессом рельефный метод имеет некоторые отличия. Так, сварное соединение получается не за счет плавления металла, а за счет пластической деформации.
Данный вид сваривания используется при массовом производстве. Соединения получаются красивыми, без следов от электродов. Сваривание происходит по самому краю кромок, при этом не требуется предварительная подготовка поверхностей.
Контактная сварка в этом плане более требовательная, в ней сварочные точки не могут располагаться слишком близко к краю стыка. Между собой они тоже на должны находиться близко из-за шунтирующих токов.
Несмотря на это, контактная сварка внахлест очень распространена в автомобилестроении и приборостроении, широко применяется в изготовлении бытовой техники. Сам принцип действия контактной сварки предполагает нахлесточное соединение.
Технология шовной сварки
Листовые заготовки укладываются внахлест. При подаче тока на роликовые электроды в месте контакта с металлом образуется диффузное пятно. Цепочка сварных пятен образует шов, он зависит от сочетания скорости подачи заготовок с импульсами. По типу движения заготовок и способам подачи рабочего тока выделяют три вида роликовой сварки.
Шаговая
Необходима для соединения алюминиевых деталей. Заготовки находятся между роликами. Они неподвижны в момент образования диффузной точки расплава, перемещаются рывками только во временные промежутки между импульсной подачей тока. Не происходит перегрева металла, детали прочно скрепляются между собой.
Технология
Исходя из описания выше могло сложиться впечатление, что контактная шовная сварка — это дело одной минуты. Достаточно просто прокатать детали через два ролика и шов готов. Но это не совсем так. Существует три основных технологии формирования шва на роликовом станке: непрерывная, прерывистая и шаговая. Давайте рассмотрим их подробнее.
Непрерывная сварка
Непрерывная сварка — это то, что мы как раз и представляем, когда слышим о шовной сварке. Детали устанавливают между двумя роликами и прокатывают, одновременно с этим на металл воздействует сварочный ток. Ток подается непрерывно, отсюда и название технологии. Казалось бы, все просто. И данная технология наверняка применяется повсеместно.
Но нет. Непрерывная сварка — самая невостребованная и непопулярная разновидность шовной сварки. А все потому, что ролики-электроды часто перегреваются, соединение получается некачественным и такой метод подходит только для работы с деталями толщиной до 1 миллиметра.
Прерывистая сварка
А вот прерывистая сварка на деле оказалась самой популярной и востребованной. Здесь, как не трудно догадаться, детали все так же прокатываются между двумя роликами. Только ток поступает прерывисто. Чтобы соединение получилось герметичным необходимо грамотно настроить частоту импульсов тока и скорость вращения роликов. В идеале сварные точки должны немного перекрывать друг друга.
Шаговая сварка
Метод шаговой сварки заключается в том, что детали так же расположены между роликами, но во время подачи тока не используется прокатка. Т.е., деталь остается неподвижной, когда с помощью тока формируется сварочная точка. Затем деталь прокатывают на небольшое расстояние, чтобы сделать следующую точку.
Шаговая сварка используется редко. Но она просто незаменима, когда нужно сварить алюминий методом шовной сварки, поскольку нагрев металла будет незначительным. При шаговой сварке и ролики, и сама деталь практически не нагреваются. А при сварке алюминиевых сплавов это большое преимущество.