Подробно рассмотрим принцип действия токарно-винторезного станка по металлу, какие бывают станки их виды и для чего они, вообще надо, что на них такого полезного можно делать.
Не забудем и про описание основных узлов токарного станка, из чего он состоит, его строение, приведем, как образец, схемы электрические и кинетические станков.
Конструкция и принцип работы
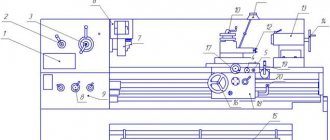
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.
На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
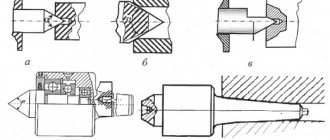
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
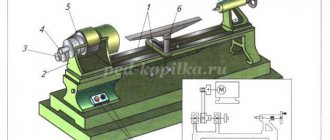
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Это интересно: Фрезы по металлу для дрели: виды, конструкция, правила выбора
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.
- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые
Карусельные
Затыловочные
Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.
Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Как выбрать подходящий
При выборе подходящего инструмента необходимо «примерять» на перечисленные параметры нужные запросы. Помогут в правильном решении следующие рекомендации:
- Домашний вариант обычно весит не более пятидесяти килограммов, а мощность агрегата варьируется от 0,15 до 3 кВт.
- Лучше заранее определиться с выполняемым объемом работ, чтобы не переплачивать за ненужные функции и возможности.
- Смотреть, чтобы элементы станка были отшлифованы.
- Рассчитать частоту использования (для частотных работ лучше выбирать полупрофессиональные модели).
- Обращать внимание на производителя (лучшей считается швейцарская ).
- Выбирать устройство с системой ЧПУ.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.
Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.
Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.
Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.
Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.
СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов); класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.
Основные технические характеристики
Все станки токарной группы различаются между собой по следующим выдаваемым техническим параметрам:
- максимальная частота вращения шпинделя (чем она выше, тем лучше качество обработки поверхности, выше класс чистоты);
- усилие на валу, на различных передачах (данный параметр зависит от мощности тягового электродвигателя, поэтому принято говорить об общей мощности станка);
- максимальный диаметр обрабатываемой заготовки (цифровым параметром в данном случае является показатель высоты центров станка – точек зажима заготовки;
- показатель того, к какому типу относится станок (винторезный, токарно-фрезерный, лобовый и т.д.);
- наличие и степень автоматизации (определяется наличием и «продвинутостью» модуля числового программного управления).
А вообще, основные технические характеристики токарного станка можно почерпнуть из маркировки на его шильдике (см. раздел «Системы обозначения и расшифровка»).
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Техника безопасности
Приступая к работе нужно:
- Убедится в правильности установки заготовки и надежности фиксации резца;
- Проверить, что убраны все инструменты и посторонние вещи;
- Одеть защитные очки и опустить защитное стекло.
Во время работы:
- Нельзя прикасаться к вращающимся деталям;
- Снимать очки и убирать защитное стекло;
- Останавливать шпиндель рукой.
После окончания работ нужно обязательно обесточить станок и дополнительное оборудование.
Это интересно: Балеринка по кафелю: виды и применение сверла для больших отверстий
Правила выполнения схем
Выполнение графических изображений кинематических схем производиться с использованием следующих правил:
- выбор правильного обозначения применяемой конструкции;
- точное указание места расположения отдельной детали;
- последовательность их взаимодействия;
- ширина линий (устанавливается существующими стандартами);
- правильность отображения сносок;
- нанесение необходимых надписей и символов.
Правила выполнения кинематических схем заключаются в описании следующих конструктивных единиц:
- отдельных элементов;
- линий кинематических связей;
- звеньев;
- кинематических пар (объединяют две или несколько элементов).
Разработчик вправе выбирать масштаб по своему усмотрению.Это разрешено утверждёнными стандартами. На чертеже допускается не соблюдение реального расположения конструктивных составляющих в корпусе агрегата.
Отдельной составляющей схемы считается блок (устройство, агрегат). Он предназначен для выполнения определённых функций. Его особенностью является не возможность деления на более мелкие детали без потери функционального назначения. Такими элементами являются: набор шестерён, один или несколько валов, установленные подшипники, используемый электродвигатель.
Линией связи между деталями обозначаются отрезком заданной длины и толщины. Он указывает на присутствие механизма связи между отдельными изделиями или устройствами. Если эта связь выполнена достаточно жёстко, конструкция объединяется в звено. Объединённые детали и звенья в единое целое называется установкой.
Для более подробного описания взаимодействующих элементов или звеньев, передачи направления движения допускается их объединение в так называемые кинематические пары. Особенности и порядок выполнения графических изображений зависит от их назначения.
На функциональных схемах отображают отдельные детали конструкции, которые задействованы в основном процессе передачи движения. Для удобства (по возможности) несколько деталей объединяют в отдельные функциональные группы. На чертеже обязательно отображают их функциональные связи. Каждый из них имеет собственный графический символ. Он установлен существующими стандартами и правилами оформления чертежей. Для лучшего понимания проходящего технологического процесса рекомендуется наносить технические характеристики использованных комплектующих. Кроме пояснительных надписей допускается размещение на свободном месте листа таблиц или диаграммы.
На принципиальных схемах отображают детали или их группы. Это могут быть, валы, передаточные механизмы или готовый двигатель. Они дают представление и понимание используемых принципов работы всего агрегата. Каждая деталь или узел изображается в отключённом состоянии (без указания порядка взаимодействия с другими деталями). Их составляются для проведения регулировок и отладки собранного агрегата. С этой целью изображаются все основные кинематические связи: механические и не механические. Эти связи наносятся между отдельными элементами, кинематическими парами или группами элементов. Графически они располагаются в границах контура, обозначающего корпус агрегата. Чертёж каждого механизма, состоящего из нескольких комплектующих, может исполняться отдельным документом. На основном листе делается соответствующая ссылка. Если в составе отдельного агрегата или целого устройства применяют несколько одинаковых деталей, допускается выполнение одного чертежа. Остальные изображаются с допустимыми упрощениями. Положение комплектующих изделий может быть выбрано на основании наиболее оптимального процесса взаимодействия. Если этого недостаточно разрешается изобразить пунктирными линиями конечное положение детали.
Для лучшего понимания разрешается переносить элементы по поверхности листа. Обязательным условием является сохранение кинематических и функциональных связей. При нехватке места на поле чертежа в рамках границ корпуса агрегата, допускается отдельную деталь вынести за границы. В этом случае обязательно должны быть выполнены пояснения для ссылок. Они должны обеспечивать сохранение кинематических связей.
На принципиальной схеме обязательно указывают:
- максимально допустимое число оборотов вращающихся валов, передаточных звеньев;
- допустимое отклонение детали от исходного состояния;
- справочные таблицы;
- графики и диаграммы;
- характеристики, полученные расчётным путём на этапе проектирования;
- надписи, для пояснения специфики отдельных изделий или кинематических пар.
Схема,разработанная для пояснения протекающих динамических процессов, включает размеры каждого изделия с указанием допустимых значений механических нагрузок. На ней подробно наносят характеристики валов, места расположения, применяемых опор. При пересечении различных деталей необходимо сохранять неразрывность начерченных линий. При наложении изображений различных конструкций дальнюю изображают как невидимую. Все линии и фигуры исполняются по правилам чертежной графики.
На кинематических схемах отображают:
- сплошными линиями установленной толщины –вращающиеся детали;
- линиями тоньше на половину–конструкции, которые указываются с упрощениями, например, червячные передачи или зубчатые колёса;
- взаимосвязи между отдельными составляющими, особенно кинематическими парами,выполняют пунктирными линиями;
- указание взаимосвязи между двигателем и передаточными механизмами–двойными пунктирными линиями;
- все связи, полученные расчётным путём, на этапе проектирования,при доработке наносятся тройными пунктирными линиями.
Кинематическим группам присваивают наименования. Оно поясняет тип и функциональное назначение. Могут быть указаны особенности привода подачи или специфику червячной передачи. Все эти пояснения делаются как вынесенные надписи на специально изображённой полке. Все эти надписи могут быть объединены в отдельный перечень. В нём делаются специальные пометки, указывающие на характеристики известные из справочников и стандартов, полученные расчётным путём и характеристики, получаемые в процессе отладки и регулировки всего механизма. В этом случае такие параметры помечаются специальной надписью, которая указывает, что они подбираются при регулировании.
Регламентирующие документы
Порядок и правила обозначения всех деталей, из которых состоит механизм,на всех типах схем установлены принятыми государственными стандартами. Эти правила, регламентируют порядок оформления графических элементов (фигур, надписей, обозначений)на кинематических схемах. Они являются обязательными для выполнения чертежей для любых механизмов и агрегатов.
В этот перечень входят:
- стандарт, определяющий перечень основных типов пояснительных надписей – ГОСТ 104-68;
- ГОСТ 2.701-84, включает пояснение основных видов и типов разрабатываемых схем;
- перечень установленных обозначений, разрешенных для использования ГОСТ 2.721–74;
- список обозначений: условные графические и общего назначения ГОСТ 2.747–68;
Скачать ГОСТ 104-68
Скачать ГОСТ 2.747-68
Скачать ГОСТ 2.701-84
Скачать ГОСТ 2.721-74
Они определяют место расположения и правила графического изображения (выбор толщины линий, формы значков, изображение сносок).
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Поговорим о двигателях
Коллекторный двигатель
На торцевых устройствах устанавливаются коллекторные и асинхронные двигатели. Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Двигатель приводит в движение режущий элемент. Крутящий момент диска обеспечивается двумя типами передачи – за счет ремней или зубьев. Каждый тип передачи имеет ряд достоинств и недостатков: например, зубчатая передача исключает возможность проскальзывания (холостого хода) во время запредельных нагрузок. Ремневой тип передачи крутящего момента меньше нагружает мотор и способствует его долголетию. Однако ремни часто рвутся в неподходящий момент, останавливая работу.
Асинхронный двигатель
Торцовочный аппарат имеет большую ширину реза, который дополнительно ограничивается при работе под углом. Угол реза увеличивается за счет установки штанги вдоль линии реза.
История возникновения устройства
История токарного станка с суппортом начинается в 1712 году, когда Нартов Андрей Константинович – механик из России первым изобрел данный механизм. Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это изобретение дало мощный толчок, за которым последовало стремительное развитие токарных станков по металлу и дереву.
Хоть создание токарного устройства и суппорта приписывают англичанину Модсли, но русский механик все же опередил его на семьдесят с лишним лет.
Функциональный ряд
Перейдем к рассмотрению функций и видов. Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
Схема торцовочного станка
Центральной проблемой торцовочных станков является двигатель. Производители часто экономят на качественных материалах и устанавливают мощные двигатели без дополнительной системы охлаждения. Интенсивная эксплуатация станка проводит к быстрой поломке двигателя. Описанная проблема встречается преимущественно в любительских моделях.
Профессиональный инструмент отличается не только качеством обработки металлического изделия, но и длительным сроком службы, поэтому его используют преимущественно в промышленности. Дорогой торцовочный аппарат способен работать больше 8 часов в день без перерывов.