Приведу примеры всех проектируемых узлов металлоконструкций, которые проектируя во всех своих проектах от простых до сложных. А это значит можно познакомиться с вариантами соединений всех основных конструкций сооружений: колонны, стойки, балки, фермы, прогоны. Каждый тип мной был изучен на стадии становления, а значит выполнены ручные расчёты. Именно поэтому я их уверенно применяю в своих рабочих чертежах и прикладываю по требованию в отчётах. Поспешный подход к сопряжениям во-первых увеличивает заметно расход металлопроката от 5% и выше, а во-вторых теряет эстетичность. Некоторые серийные варианты как раз, как правило, с небольшим запасом.
Узлы из металлических балок, колонн, ферм, а также рам
Все основные соединения между ними можно использовать и заводские, а также их выполняют при разработке самого изделия в промышленности. Благодаря этому удастся заметно увеличить общую длину всей продукции. Более того, подобные узлы из металлических балок могут быть изготовлены в монтажном варианте. Тогда производство будет осуществляться на самой площади строительных работ. При помощи них можно будет выполнить соединение отдельно стоящих компонентов, объединив их в одну целую конструкцию. Подобные соединительные работы будут стоить немного дороже общей стоимости заводских. В данном же случае требуются такие же монтажные болты, а делаются они по специальному заказу и только в соответствии с балками.
Какие балки выпускают производители и где их используют
Балки могут быть сварными и горячекатаными. Наиболее востребованными считаются горячекатаные. Благодаря монолитности они отличаются высокой прочностью и надежностью. Производители выпускают несколько видов такого проката длиной от 4 до 15 м:
- Наиболее распространенный – нормальный (обозначается литерой «Б»). Их используют для строительства зданий, мостов, эстакад, применяют в машино- и вагоностроении.
- Широкополочный (обозначается литерой «Ш») имеет более широкие полки по сравнению с нормальным. Его используют в металлоконструкциях, эксплуатирующихся при высоких нагрузках.
- Колонный (обозначается литерой «К») отличается увеличенной толщиной стенки и полок. Его применяют при монтаже опорных конструкций или колонн.
- Свайный (обозначается литерой «С») может иметь параллельные или расположенные под углом полки. Такой металлопрокат чаще всего используют для армирования шахт.
- Специальный металлопрокат, изготавливаемый по индивидуальным заказам, обозначают литерами «ДБ» или «ДК».
Сопряжения со специальными колоннами из стального материала
Опирающаяся конструкция из балок на колонны может быть сделана в виде шарнирного, а также жесткого крепления. Но все же, по возможности следует опирать балки поверх и подавать всю нагрузку только в центральной части профильного каркаса колонны.
Крепеж с боковой стороны
При крепеже с боковой стороны, кроме сжимающего нагружения во всем каркасе возникает основной момент, когда из-за действия данной силой появляется так называемый эксцентриситет, отчего каркас получает большую нагрузку, таким образом, приводит к излишнему расходу металлического каркаса колонны.
Для того чтобы эта нагрузка могла передаваться правильно и только через каждое ребро, тогда необходимо сделать так, чтобы ребра немного выступали от своего уровня, обычно это может составлять от 15 и до 20 миллиметров. Это же ребро же придется немного отстрогать, чтобы после общая нагрузка могла передаться на всю площадь ребра.
Процесс опирания двух балок с верхней части колонн
Таким же образом, как и в предыдущем необходимо:
- опереть их через ребро и довести до головки колонн;
- тут их нужно соединить, совместив между собой и закрепить болтами;
- с верхней части лучше болты не закреплять, если при этом вам не потребуется сделать узел в жестком варианте;
- между ними придется установить соответствующие пластины, чтобы потом лишний раз не пришлось стягивать их вместе.
Помимо этого можно опереть сразу две балки на один оголовок колонны с помощью следующей конструкции
В данной соединительной части главную роль играет балка, расположенная на нижней полкой на самом оголовке каждой колонны.
- Чтобы передавать всю поперечную силу ее придется усилить ребром.
- Ребро дальше крепим так, чтобы при процессе монтажных работ оно оказалось над самой полкой колонны.
- Дальше их необходимо соединить болтами, а также с помощью специальных накладных пластинок (проследите, что вся нагрузка располагалась симметрично).
- Здесь тоже не нужно соединять все балки с верхней части, чтобы не образовался узел.
- Ребра же на колоннах в данном случае не потребуются.
- Между ними лучше всего оставить небольшой проем, размером в 10 или 20 мм.
Шарнирные крепления на колонны с боковой части
При любом креплении с боковой стороны нужно рассчитать все колонны и создать так называемый эксцентриситет. При опирании при помощи шарнирного крепежа нагрузка будет передаваться только через опорное ребро и только на опорный стол. Небольшой столик обычно производят из прочного листового стального материала, но или используют не равнополочного угла. Высота столика может быть определено при условии прочной установки каждого сварного шва. Тут необходимо столик приварить с трех основных сторон. Общую ширину этого столика придется делать с учетом на 20 — 40 мм, немного больше размера балочного ребра.
Общий диаметр всех отверстий создаются на 3 или 4 мм больше диаметральных параметров каждого болта, но только, чтобы она не могла повиснуть на болтах, а наоборот успела прекрасно лечь на данный столик.
При использовании шарнирного опирание ребер в колонну каркаса не потребуется. Между данным ребром, служащим в качестве опоры, а также колонны монтируется металлическая прокладка, толщина, которой не должна превышать 5 мм.
Сопряжение с колоннами в жестком варианте (сварка)
Изготовить жесткую соединительную деталь можно будет только при помощи болтов, но или прибегнуть помощи сварки. Все же болтовой вариант соединения считается более технологичным. Так как в данном случае практически все детали разрабатываются, а также окрашиваются на производстве. При построении каркаса придется их просто установить, а болты потуже затянуть.
Между опорными ребрами, а также колонны придется установить несколько стальных прокладок, чтобы балки и колонны плотно прилегали друг к другу. То есть в данном случае зазора между ними не должно быть.
Максимальное количество необходимых болтов придется рассчитывать только согласно возникающему моменту.
Таблица размерных характеристик колонных и широкополочных двутавров
| Диапазон характеристик | Двутавровые балки | |
| Широкополочные | Колонные | |
| Высота стенки, мм | 193-718 | 196-431 |
| Ширина полки, мм | 150-320 | 199-400 |
| Толщина стенки, мм | 6,0-23,0 | 6,5-23,0 |
| Толщина полки, мм | 9,0-36,5 | 10-33,5 |
| Масса 1 м, кг | 30,6-305,9 | 41,3-290,8 |
| Количество метров в тонне | 3,27-32,7 | 3,44-24,21 |
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Применение двутавра для изготовления центрально-сжатых колонн
Функциональное назначение таких колонн – передача нагрузок, действующих сверху, на основание строения, а через него – на почву. На эти конструктивные элементы оказывают давление продольные силы, приводящие к равномерному сжатию поперечного сечения.
Конструктивные составляющие центрально-сжатых колонн:
- Оголовок. Предназначен для фиксации на нем расположенных выше конструкций.
- Стержень. Главный несущий элемент.
- База колонны из двутавра. Крепится к основанию анкерными болтами. Служит для распределения приложенного усилия по поверхности фундамента.
Колонны из двутавра по виду сечения стержня разделяют на – сквозные (решетчатые) и сплошные. По высоте сечение может быть постоянным по размеру или переменным. При расчете оптимальной конструкции колонны принимают во внимание:
- величину прилагаемого усилия;
- эксплуатационные условия;
- возможности изготовления;
- удобство примыкания элементов, обеспечивающих дополнительное поддержание конструкции.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
источник
Как сваривать двутавровые балки
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Технология производства
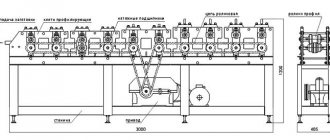
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.