Клапан обратного удара
Выполнение газопламенных работ сопряжено с риском возникновения обратного удара пламени. Если воспламенение проникло в горелку (резак), оно движется по газовым каналам с огромной скоростью. Т.е обратный удар – это такая ситуация, при которой газ начинает сгорать в направлении противоположном своему истечению и скорость его сгорания выше, чем скорость его истечения.
Последствия такого негативного развития событий могут быть разнообразными:
• выход из строя оборудования • разрыв рукавов, редукторов, баллонов с ацетиленом или пропаном • человеческие жертвы!
Причины обратного удара
Что приводит к возникновению такой фатальной ситуации:
• неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени; • слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки; • в мундштуке накапливается сор, если он забьет отверстие на его конце, давление газа на выходе увеличится; • закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду. • если закончился баллон с кислородом или забился инжектор и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения
Внешние признаки:
• резкий хлопок, но горение пламени продолжается (слабое пламя, неправильная настройка); • хлопок с прекращением горения из мундштука идет дым.
По каким причинам возникает?
Специфика возникновения обратного удара изучена достаточно хорошо. В ходе лабораторных исследований специалисты определили основные причины появления опасного явления:
- неправильная регулировка подачи кислорода и газа; • сильный перегрев горелки; • неправильный подбор пропорций горючей смеси; • загрязнение рабочего мундштука; • низкое давление внутри кислородного баллона; • загрязнение инжекторной системы; • переохлаждение редукторного узла; • механическое перекрывание пламени на мундштуке.
Среди главных причин можно выделить резкое увеличение подачи кислорода, когда давление значительно превышает пропускные характеристики самой горелки. Также подобный эффект может возникнуть из-за слабого давления внутри баллона или по причине утечки газа.
Чтобы избежать последствий, необходимо учитывать рекомендации:
- проверять соединения при помощи мыльного раствора; • соблюдать правила работы с горелкой; • перемещать баллоны на тележке; • исключать удары баллонов; • защищать баллоны от искр и огня; • обеспечить качественную вентиляцию; • разделять баллоны; • предотвращать попадание на вентиль баллона масла или жира; • не работать с металлом без смеси с примесями кислорода; • хранить запасные баллоны отдельно.
Дополнительно следует соблюдать регламент осмотра баллонов.
Защита защита от обратного удара — клапан
Установка клапана обратного удара спасет Вам жизнь, обезопасит оборудование от порчи, разрушения.
Работает он следующим образом: поток пламени, проникающий в горелку (резак) или рукава, немедленно гасится огнегасителем . Противоток пропана, ацетилена или кислорода прекращается запорной пружиной. Процесс блокируется вставкой из металлокерамики, спеченной из порошка.
Всего существует их два вида:
• на кислород • и на горючий газ.
Они всегда идут в паре. Устанавливаются на редуктор или горелку (резак) и выдерживают минимум сто обратных толчков пламени идущих один за другим.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Здравствуйте! Ситуация, когда стреляет газовый резак, называется обратный удар или противоток и в большинстве случаев ее возникновение зависит от опыта и квалификации сварщика. Пропановый резак хлопает в случае, когда область сгорания газа по разным причинам смещается внутрь горелки и шлангов. То есть скорость сгорания газов оказывается больше, чем скорость их истечения из баллонов.
Скорее всего, пропановый резак стреляет по одной из следующих причин:
- Неправильно отрегулировано давление пропана и кислорода при разжигании.
- Перегрето сопло или ствола резака. Это приводит к преждевременному самовоспламенению смеси еще внутри.
- Уменьшилось проходного сечения сопла резака из-за механического загрязнения.
- Сопло горелки прикоснулось к детали или к поверхности реза.
- Неправильно отрегулирован инжектор смесительной камеры.
- Закончился кислород или по каким-то причинам резко уменьшилось его давление. Например, забился инжектор смесительной камеры.
Обратный удар опасен возможным разрушением резака, редукторов, мест соединения, разрывом шлангов и взрывом. Это очень опасная ситуация и необходимо ее избегать всеми возможными способами.
Если случился противоток, то следует быстро закрыть вентиль горючего газа, потом кислорода и охладить резак. После охлаждения нужно прочистить инжектор, смесительную камеру и мундштуки, все подтянуть и проверить резак на герметичность.
Во избежание возникновения обратного удара рекомендуем использовать резаки ДОНМЕТ 142 или Донмет 300. За счет запатентованной конструкции смесительного узла они обладают высокой безопасностью при резке и стойкостью к обратным ударам. В случае если у Вас уже есть резак другого производителя, то рекомендуем использовать обратные клапаны «Донмет» ОБК и ОБГ или клапаны огнепреградительные КОК и КОГ. Они устанавливаются непосредственно на резак отдельно для кислорода и горючего газа.
Читать также: Схема конвектора на шим контроллере
Если у вас все еще не получается устранить эти хлопки – свяжитесь с нашими консультантами по телефону +7.
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Огнепреградительные клапаны: назначение, конструкция и варианты монтажа
Любая работа с горючим газом (кислородом, ацетиленом, пропаном) сопряжена с риском возникновения обратного удара пламени. Чтобы защитить оборудование от поломки, а человека от физических увечий, для обустройства газоразборных постов применяют огнепреградительные клапаны, которые одновременно выполняют функцию пламегасящего элемента и обратного клапана.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Как проявляется
Обратный удар пламени чаще всего наблюдается в виде резкого хлопка, после чего происходит:
— угасание пламени горелки, а из мундштука выделяется дым черного цвета;
— пламя не пропадает, но хлопков может быть несколько. В основном связано с неправильной настройкой оборудования или низкой мощности подаваемого в горелку газа;
— угасание пламени как последствие чрезмерно длительных манипуляций с окислительным пламенем.
Последний вариант наиболее опасен. Он может сопровождаться не только микро- и макроразрывами шланга, горелки, но и способен спровоцировать взрыв баллонов.
Почему возникает обратный удар пламени? Основные причины
Спровоцировать данное явление могут несколько факторов, к которым относятся:
— неправильный подбор газовой смеси;
— малая мощность подаваемого потока газов;
— мундштук или сменный наконечник горелки сильно перегреваются;
— последствие налипания на мундштук брызг металла;
— произошло случайное касание горелки в детали и перекрылся выход;
— закончился воздух в кислородном баллоне.
Варианты решения проблемы
- На горелке перекрывается кислородный вентиль, а после перекрывают подачу воспламеняющегося газа.
- Проверяется уровень давления в баллонах и параметры регулятора.
- Ждем пока охладится горелка, после чего при надобности проводим ее чистку.
- В случае сильных хлопков проводим дополнительно осмотр шланга, регулятора, баллона.
- Если все хорошо, повторно зажигаем пламя, проверяем как все работает.
Дополнительно также могут устанавливаться устройства, блокирующие обратный газовый поток. К ним относятся предохранительные затворы, подсоединяемые между горелкой/резаком и источником поступления горючего газа.
Затворы бывают гидравлические (заполняются водой) и сухие (огнепреградители (засыпаются металлокерамическим порошком с мелкопористой структурой).
Небольшие затворы монтируются между горелкой и шлангами, а те что больше по размерах – устанавливаются на выходах регуляторов. Не забывайте, чтобы затворы работали – требуется регулярное их обслуживание. Таким образом, внедрив все изменения для оборудования, обратный удар пламени будет маловероятен. Одним из вариантов решения проблемы может быть более прогрессивная плазменная резка. Она не только более производительная, универсальная, но и более безопасная.
источник
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Читать также: Органайзер из дерева своими руками чертежи
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
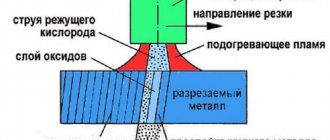
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Последствия негативного явления
Обратным ударом часто разрывает подводящие шланги, редуктора и даже сам баллон. Данный эффект выводит из строя газовое оборудование. Однако наиболее опасными последствиями являются травмы и жертвы среди людей. Для предотвращения возникновения эффекта специалисты рекомендуют использовать огнепреградительные клапаны — проверенное оборудование, которое предотвращает обратное горение и полностью тушит пламя.
Также рекомендуется соблюдать технику безопасности. Ведь возместить ущерб после разрыва баллона будет значительно дороже.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Как устроены огнепреградительные клапаны
Конструктивно огнепредохранительный затвор состоит из:
- металлического корпуса;
- запирающего золотника;
- пружины;
- пламегасящего элемента.
Подпружиненный золотник способен пропускать кислород (ацетилен, пропан) только в прямом направлении. Когда газ выходит из баллона, благодаря избыточному давлению он преодолевает усилие пружины и создает зазор между седлом и золотником, через который и поступает к резаку. В случае инверсного удара золотник придавливается к седлу и, таким образом, перекрывает подачу газа в рабочую зону.
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Читать также: Как работать ручным рубанком
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Что делать в случае устойчивого обратного пламени?
В случае устойчивого обратного удара пламени сначала нужно закрыть кислородный клапан трубки подвода газа. Сделать это необходимо как можно быстрее. Устойчивый удар — это результат неправильного обращения и/или плохого технического обслуживания трубки. Перед тем как вновь зажигать горелку, необходимо остудить трубку подачи газа. Ни при каких обстоятельствах нельзя продолжать сварку или резку без тщательной проверки оборудования и правил обращения с ним.
Проникающий обратный удар пламени происходит только в результате неправильной эксплуатации, плохого технического обслуживания трубки подвода газа или неправильной установки рабочего давления.
Неполное проскакивание пламени может легко произойти, если отверстие для прохода пламени загрязнено или повреждено (см. отдельную статью о техническом обслуживании трубок для подачи газов). Чтобы предотвратить проникающий обратный удар пламени и опасность, связанную с этим, следует устанавливать в сварочном аппарате специальное устройство (предохранитель) и невозвратные клапаны.
Необходимые комплектующие по предотвращению обратных ударов
- невозвратный клапан, предотвращающий обратный,поток газов;
- фильтр для тушения передней части пламени обратного удара;
- отсечка, действующая под воздействием температуры, для перекрытия газа в случае возгорания (при повышении t до 100°С);
- отсечка, действующая под воздействием давления, для прекращения подачи газа в случае обратного удара пламени (приводится в действие ударом давления, создающегося в передней части обратного пламени);
- клапан сброса избыточного давления в случае обратного удара пламени или неправильной установки рабочего давления, что. предотвращает разрыв шланга
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Как резать газовым резаком (технология)
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода (до момента, пока огонь не прорежет материал насквозь). Если реакция не началась (металл не разогрет), то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Полезное видео, как работать
Посмотрите видеоуроки по резке пропаном и резаком:
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Метки: горелка, сварка
Комментарии 51
невкоем случае нечего рассверливать ненужно!, он настраевается выкручиванием на 1,5-2,5 оборота. Открути газовый шланг выкрути инжектор на два оборота открой газовый кран и подай кислород пальцем затыкай газовый штуцер на горелки он подсасывает воздух в себя достаточно сильно попробуй убавь на пол оборота и прибавь добейся самого сильного подсоса воздуха. Горелка работает за щёт подсоса газа кислородом. После этого проверка на герметичность, опустиь в воду.
я инжектор откручивал (регулировал), нифига не помогает