При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Самодельный гидравлический трубогиб
Гидравлические трубогибы имеют немало преимуществ по сравнению с ручными приспособлениями, но все они обуславливаются сложностью конструкции. Поскольку гидравлическое оборудование отличается сложностью, то и хлопот с его самостоятельной сборкой будет гораздо больше. Для сборки такого трубогиба потребуется прочная основа, п-образная металлическая деталь, вал, шкив, цепь и гидравлический шток.
Изготовление гидравлического самодельного трубогиба выглядит так:
- Первым делом нужно установить вал на основе;
- К одному торцу вала крепится шкив, а ко второму – цепь, после чего можно устанавливать следующий вал и соединять его цепью с первым;
- В нижней части конструкции нужно вырезать проем для движения штока;
- Далее устанавливается третий ролик, который и является основным элементом, изгибающим трубы;
- Вал третьего ролика устанавливается в пазах основы.
В результате получится гидравлический трубогиб, визуально похожий на обычный прокатный стан, только более сложный.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
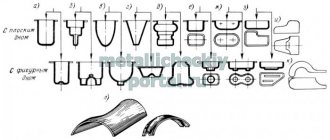
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Что такое вальцевание трубы
Для строительства металлических конструкций используют специальные трубы с квадратным или прямоугольным сечением, которые обладают повышенной прочностью к статической нагрузке. Придание этим трубам изгибов необходимой формы при помощи специального станка называется вальцеванием. Сам станок носит название вальцы (вальцеватель, трубогиб).
Когда говорят о вальцевание трубы в промышленных масштабах, под этим термином подразумевают операцию по изготовлению профильной трубы. Заготовкой для получения профиля служит круглая сварная труба, которую путем прокатывания на вальцах, преобразуют в трубу с квадратным или прямоугольным сечением.
Вальцевание на производстве состоит из следующих операций:
- Получение трубы с круглым сечением из плоского металлического проката — лист сворачивают и заваривают соединительный шов.
- Круглую трубу протягивают через вальцеватель, деформируя и придавая ей сечение заданных размеров
- Проводят контроль качества соединительного шва полученного профиля.
- Дополнительным прокатыванием снимают остаточное напряжение металла после деформации.
Обратите внимание! Термин «вальцевание» в промышленных масштабах имеет более широкое значение, чем просто радиусное изменение формы трубы.
Вальцы или трубогиб производственный – это станок, состоящий из 3 или пяти металлических валиков, которые соединяются в единый механизм приводной цепью. Используется такой станок в трубопрокатной промышленности, прежде всего, для изготовления самого профиля.
На трубопрокатном производстве или в профессиональном строительстве используют электрический вальцеватель. Это устройство, которое состоит их нескольких специальным образом закрепленных валиков и системы направляющих. Между ними, усилием извне, протягивается металлический профиль.
При изготовлении труб вальцеватель имеет вид стационарного многотонного станка. В промышленном строительстве вальцеватель это изготовленный промышленным способом станок для радиусной деформации трубы.
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Основные характеристики трубогиба
Конструктивно профильный трубогиб представляет собой специфический станок для проката профильной трубы, позволяющий изгибать труб с различными вариантами сечения профиля.
Хорошие трубогибы для профильных труб позволяют решать несколько задач, в число которых входят:
- Возможность изгиба трубы под необходимым углом, величина которого может достигать 180 градусов;
- Возможность работы с трубами в достаточно широком диапазоне диаметров – от 5 до 1220 мм;
- Возможность обработки труб, выполненных из разных материалов (при необходимости можно изгибать как металлические, так и пластиковые изделия).
В принципе, необходимость в трубогибе для обработки полимерных труб отсутствует – такой материал вполне можно изгибать другими способами. Зато при обработке металлических изделий не обойтись без профессионального оборудования.
Конечно, всегда можно приобрести готовый инструмент или арендовать его, но эти решения нельзя назвать лучшими. Аренда специализированного оборудования обычно обходится недешево, а приобретение – еще дороже. Кроме того, нужно понимать, что покупка трубогиба ради разовой работы будет не самым выгодным вариантом. Чтобы избежать лишних затрат, многие изготавливают трубогибочные станки своими руками.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Обратите внимание! Станки с гидравлическим приводом используются в промышленном производстве. Это тяжелые стационарные станки, которые имеют большую мощность.
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.
Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.
Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Рекомендации специалистов
Основные моменты, которые следует учитывать при изготовлении вальцов для профильной трубы:
- при сборке станка рекомендовано установить радиальную регулировку, что при работе позволит регулировать зазор;
- следует предусмотреть регулировку углового зазора;
- для безопасной работы станка, особенно с электроприводом, следует использовать защиту на движущиеся части механизма.
При правильном подходе вальцы, изготовленные в домашних условиях, ничем не уступают промышленным станкам.
Другие варианты прокатных трубогибов
Сделать ручной трубогиб можно двух стальных пластин, а также четырёх металлических брусьев размерами не менее 4х4 см. Именно от толщины брусьев будет зависеть надёжность конструкции. Пример ещё одного вида трубогиба прокатного типа приведён на фото ниже.
Первоначально изготавливается рама, с фиксирующимися на ней 3 роликами. Два ролика являются неподвижными, и размещаются на боковых стойках. В верхнем основании (стальной пластинке) высверливается отверстие и нарезается резьба. Эта резьба нужна, чтобы регулировать третий подвижный ролик. С обратной стороны установки размещается рукоятка, которая может быть представлена в виде колеса. При вращении колеса будет происходить автоматическая прокатка трубы и её изгибание. Радиус изгиба регулируется при помощи резьбового соединения.
Это не самая простая конструкция, однако, при правильном подходе она будет служить долго. Если нужно изготовить изделие проще, то ниже приведена схема со всеми необходимыми размерами.
Трубогиб арбалетный: пошаговая инструкция по конструированию
Арбалетный трубогиб получил такое название потому, что напоминает форму ручного арбалета. Стоимость арбалетных устройствх составляет около 10 тысяч рублей. Чтобы сэкономить на покупке такого агрегата, рекомендуется изготовить его самостоятельно.
На фото представлено два варианта арбалетных устройств для гибки труб. Первый вариант — это заводская конструкция, а второй представляет собой самодельный станок. Разница между этими двумя станками существенная, так как заводской вариант изготовлен из стали размером не более 2 мм, в то время как для самодельного использовался металл толщиной 3-4 мм. Это значит, что самодельный агрегат сделан не просто, чтобы он был, а для повседневного использования.
Чувствуя разницу, каждый мастер пожелает обзавестись арбалетным трубогибом, сделав его самостоятельно. Недостатком такого варианта трубогиба является тот факт, что он позволяет получить изгиб профтрубы только в одной точке. Это связано с тем, что устройство оснащено неподвижным башмаком. Применяется такой вариант для круглых труб, когда нужно получить определённый радиус изгиба в одном месте.
Для конструирования такового устройства нужен швеллер и домкрат гидравлический. Для домкрата изготавливается специальная полочка, в которой он устанавливается. В верхней рабочей части между двумя швеллерами монтируются два ролика из стальной трубы. Расстояние между роликами и пятаком домкрата должно быть одинаковым, чтобы иметь возможность получать ровные и аккуратные изгибы.
На заметку мастерам
Полезные советы от мастеров всегда являются популярными и востребованными. Опираясь на опыт мастером, можно избежать различных ошибок при проведении соответствующих работ:
- В ручных устройствах совсем не обязательно прибегать к установке цепной передачи, так как конструкция будет функционировать при движении только одного вала.
- Чтобы труба не соскальзывала с шаблона, по которому выполняется её изгибание, нужно использовать соответствующие металлические крючки.
- Если нужно получить изгиб трубы большого радиуса, то используются три ролика.
- При конструировании ручного станка следует заблаговременно позаботиться о том, чтобы иметь возможность регулировки радиуса изгиба.
На видео показан ещё один вариант изготовления ручного трубогиба с двумя звёздочками. Полезная вещь, которая не требует больших экономических и физических растрат.
Если иметь в распоряжении трубогиб, то на нём можно даже зарабатывать. Ведь с его помощью можно не только гнуть профильную трубу, но ещё и арматуру, получая необходимые узоры. Изогнутая арматура используется для изготовления декоративных элементов на въездные ворота, козырьки, навесы и т.п.
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;