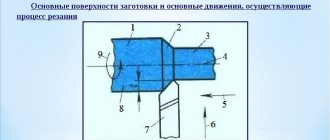
Особенности изделий
Резьбонарезная головка имеет ряд преимуществ (по сравнению с круглыми плашками). В их числе:
1. Автоматическое разведение гребенок на головке. 2. Быстрый отвод головки без обратного свинчивания. 3. Повышенная производительность. 4. Высокая чистота поверхности и точность работ.
Головки более долговечны, чем плашки, и позволяют точно регулировать размеры резьбы, при необходимости выполнять ее нарезку в 2 прохода.
Предлагаемые головки также отличаются:
• разборной конструкцией; • высокой точностью посадки; • безупречным центрированием труб с помощью длинных направляющих.
Используемое оборудование
Еще в недавнем прошлом использовались специальные агрегаты для точки валов, других деталей, нарезания резьбы, различные параметры получались на полуавтоматах, качество работы постепенно становилось выше, так как разрабатывалась дополнительная оснастка для упрощения процесса. Сегодня методов для выполнения процесса существует множество:
- для изготовления внутренней и наружной резьбы разного профиля разработаны токарно-винторезные станки;
- сконструированы сверлильные станки для работы метчиком, гребенками, накаткой, плашкой, резьбонарезными головками, фрезерованием.
Принято условное разделение оборудования по следующим признакам:
- тип расположения инструмента;
- заготовка или инструмент остается неподвижным во время нарезки;
- степень использования автоматики и ручного труда;
- вид применяемого инструмента.
Инструмент для холодновысадочных и резьбонакатных станков
Для волочения проволоки малого диаметра, а также приложений, требующих превосходного качества поверхности проволоки, нет ничего лучше, чем волочение с применением алмазных волок, укомплектованных монокристаллом природного или синтетического происхождения, предлагаемого объединением Тайвань Метиз Альянс.
Алмазная волока – это инструмент для оборудования волочения проволоки, применяемый для волочения мягкой медной, алюминиевой, а также проволоки из нержавеющей стали, вольфрама и стальной проволоки с медным покрытием. Принцип обработки волочением заключается в постепенном уменьшении диаметра проволоки от входа в алмазную волоку до выхода из нее (как показано на рисунке ниже).
Рекомендуем прочесть: Размер едв в удмуртии для пенсионеров ветеранов труда
Преимущество:
- Высокая износостойкость и долговечность калибрующей зоны.
- Превосходное качество поверхности готового изделия.
- Низкий коэффициент трения.
Применение: Алмазные
Отправьте файл с ревизитами и укажите на что выставить счет.
ПРЕДВАРИТЕЛЬНАЯ ЗАЯВКА НА ПАСПОРТ СТАНКА
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
ОБРАТНАЯ СВЯЗЬ
Отправьте нам свой вопрос и мы ответим на ваш адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу. А так же ждем от вас жалоб, поощрений и предложений.
КОНТАКТЫ
Мы ждем ваших звонок с понедельника по субботу с 09-00 до 20-00
А эл.почту и заявки с сайта круглосуточно!
Подробнее на странице «Контакты»
Накатывание резьбы роликами
Наша компания выполняет заказы по накатке резьбы на резьбонакатных станках автоматах как единичного так и серийного производства.
Резьбо-накатывание — самый производительный, широко универсальный и точный способ образования резьбовых соединений на деталях, отличающийся самым широким диапазоном технологических возможностей при необходимости изготовлении резьб различных диаметров, точности и длины. При резьбо-накатывании применяются в основном два ролика, в зависимости от сложности детали — три, на специализированных резьбонакатных станках.
Наиболее широко применяемый метод накатывания резьбовых поверхностей роликами — накатывание с радиальной подачей одного из роликов, так как применяется простейшая оснастка и инструмент, при самой производительности. Чаще всего такой процесс осуществляется по схеме: на ноже, парой вращающихся роликов, с радиальной подачей одного из них.
Для накатывания резьбы роликами применяются 2-х или 3-х роликовые резьбонакатные полуавтоматы. Профиле-накатные полуавтоматы представляют собой универсальные агрегаты и применяются для холодного накатывания на деталях точных трапецеидальных, метрических и любых других типов резьб, червячных передач, профилей ходовых винтов, мелкомодульных косозубых колес, рифлений, а также для калибровки и правки сферических и цилиндрических тел вращения. Процесс накатывания необходимого профиля на цилиндрических поверхностях тел вращения выполняется с помощью обкатывания профиля, выполненного на специальных цилиндрических роликах, на поверхности заготовки, при вращении обоих роликов и поступательном радиальном передвижении одного или обоих роликов с необходимым определённым усилием, передаваемым гидроприводом подачи (способ накатывания с радиальной подачей ролика). Заготовка, тело вращения, установленное между накатными роликами на ножевую опору — стол, или во вращающихся центрах специализированного устройства, получает поступательное вращательное движение в результате действия силы трения, возникающей при взаимодействии накатных роликов с заготовкой и возрастающей по мере углубления профилей роликов в тело заготовки и появления на заготовке профиля, негативного по отношению к профилю, выполненному на роликах.
Цена на накатку резьбы варьируется в зависимости от сложности задания.
Для расчета стоимости работ Вам необходимо предоставить нам техническое задание – чертеж или образец детали. Мы в свою очередь гарантируем приемлемые цены и положительный результат.
Предлагая своим заказчикам адекватные расценки на интересующие Вас работы, мы рассчитываем на долгосрочное и взаимовыгодное сотрудничество.
Отправить техническое задание на выполнение интересующих Вас видов работ , Вы можете по электронной почте:
Электронная почта официальный ящик
Наша организация гарантирует качественное и быстрое выполнение заказов, в установленные сроки, индивидуальный подход к каждому клиенту.
Приглашаем к сотрудничеству всех заинтересованных лиц.
Если у Вас возникли вопросы, звоните и Наши специалисты помогут Вам решить поставленные задачи.
Принцип действия, назначение, преимущества
Нарезание резьбы считается неотделимой операцией металлообрабатывающего производства. Нарезка резьбы характерна для токарных станков с ЧПУ, винторезно-токарных агрегатов, резьбообрабатывающих установок. Справиться с резьбонарезным режимом способны и сверлильные станки методом сверления.
Резьбонакатные агрегаты – установки, использующиеся для накатки резьбовых и винтовых плоскостей на заготовках – телах вращения, произведенных из черных и цветных металлов, а также их смесей. Эти сплавы придают установке высокопрочностные характеристики и повышенный срок службы. Оборудование удобно в обслуживании, что позволяет осуществлять накатку резьб тремя методами:
- Радиальная подача роликов. Предусматривается для возделывания незначительных по длине винтовых плоскостей.
- Тангенциальная подача детали. Характеризуется усовершенствованной технологией подачи, чем радиальное поступление заготовки, так как осуществляется по касательной к окружности в заданной области.
- Метод осевого подступа болванки. Предназначается для обрабатывания винтовых соединений большой длины.
Наиболее известным и востребованным методом резьбонаката считается вариация, когда ролики подаются радиальным способом. Это обуславливается элементарностью инструментария. Процедура накатки на резьбонакатных станках происходит посредством двух подвижных роликов, но радиальная подача возможна только одним из валов.
Стоит отметить, что в радиальной методике подачи инструмента выступают только цилиндрические ролики, соответствующие нормам ГОСТ 9539.
Все эти методы активно используются в разных сферах производства. Принцип действия резьбонакатного станка основан на изменении поверхности детали и создании формы специальным инструментарием. Формируемый профиль выполняется посредством вдавливания в плоскость детали определенной нагрузки, зависящей от аппаратуры. Так осуществляется производство саморезов, шурупов, клепок.
Основными положительными сторонами резьбонакатного устройства считаются:
- отсутствие стружки, что повышает полезность действия устройства;
- выгодный экономический показатель в закупке дорогостоящих расходных материалов;
- повышенная износоустойчивость и срок службы обрабатываемых поверхностей;
- целостность резьбового соединения заготовки;
- высокая производительность строительных элементов.
Эти преимущественные показатели технологии накатки роликами обусловили им массовость использования в крупносерийном производстве.
Трехроликовый резьбонакатной станок
Описание и особенности агрегата
Востребованностью в промышленном секторе пользуется гидравлический резьбонакатный станок. Его область применения — обрабатывание округленных поверхностей, например, шпилек. В результате воздействия создаются различные резьбовые плоскости. Если углубляться в частный случай, то применяют резьбонакатный станок для труб. Обработка (накатка) выгодно отличается от нарезания, так как деталь обладает высококачественными характеристиками и экономно возделывает металл.
Станок для накатки резьбы DJY
Гидравлические резьбонакатные системы производственной серии JDY имеют рабочие валы с одной мобильной шпиндельной бабкой. Они применяются для резьбовой накатки и профилей на целостных болванках. Давление накатки в устройствах этой серии варьируется в пределе 4-40 тонн. Если потребитель нуждается в большей нагрузке на обрабатываемое изделие, то по заказу производитель пересмотрит максимально возможные параметры наката.
Несущая станина резьбонакатного станка модели JDY спроектирована с использованием способа конечных компонентов. Путем совмещения литой, а также сварной формы приобретается предельно возможная жесткость, но при этом область для работы свободна для оператора оборудования.
Ходовой шпиндельный узел металлообрабатывающего станка передвигается по роликовым опорам качения. Установка предназначается для накатки резьбового соединения радиальным способом, иногда его называют врезным вариантом. Длина рабочих роликов характеризуется превышением протяженности создаваемой резьбы на незначительное расстояние. Подобное оснащение работает в нескольких режимах: с плоскими плашками, эксплуатацией без отведения резьбонарезной головки на упоре, наладочном, в полу- и автоматическом порядках.
Технические характеристики некоторых моделей станков с ЧПУ фирмы JDY сведены в таблицу:
| Серия оборудования | JDY- 50 | JDY- 30A | JDY- 3T |
| Наружный диаметр резьбы, мм | 6-80 | 8-40 | 2-12 |
| Шаг резьбового соединения, мм (на дюйм) | 1-6 | 0,5 – 2,5 | 0,4 – 1,5 |
| Частота накатки, об/мин | 10-38 | 250-500 | 40 |
| Допустимое сечение накатных плашек: внутреннее наружное, мм | 180 54 | 80 25,4 | 90 50,4 |
| Количество выпускаемых саморезов и аналогичных материалов, шт/мин | 4-30 | 4-30 | 24-40 |
| Двигатель шпиндельного узла | 10 НР | 2НР | 1НР |
| Масса станка, кг | 2700 | 520 | 280 |
| Параметры астройства | 1800x1500x1300 | 1150x920x1360 | 800x600x750 |
Полный технический паспорт рассматриваемых моделей резьбонакатных станков можно найти на просторах Интернета.
Для просмотра онлайн кликните на видео ⤵
Нарезаем резьбу на деревянных черенках / Бизнес на черенках / Оригинальный резьбонарезной станок Подробнее
Двухшпиндельный станок с автосменой и резьбонарезной головкой ТМ20 1209. Обработка нержавеющей стали Подробнее
Промышленный резьбонарезной станок на магнитной основе PromotechPRO 112T Подробнее
Резьбонарезной патрон для токарного станка ТВ4 Подробнее
Резьбонарезной станок МЗК 95. Подробнее
FDB Maschinen DM 45 LV cверлильно фрезерный резьбонарезной станок по металлу фдб дм 45 лв машинен Подробнее
FLOTT SB 18 PLUS СВЕРЛИЛЬНО РЕЗЬБОНАРЕЗНОЙ СТАНОК Подробнее
Станок резьбонарезной Rothenberger Ropower R50 Подробнее
Резьбонарезной манипулятор — видео работы Подробнее
Резьбонарезной станок из обычного сверлильного станка. Подробнее
Flott SB 25 Plus Сверлильно-резьбонарезной станок Подробнее
Резьбонарезной станок МЗК-95М нарезание метрической резьбы Подробнее
FLOTT TB 13 PLUS Немецкий СВЕРЛИЛЬНО РЕЗЬБОНАРЕЗНОЙ СТАНОК Подробнее
Простой резьбонарезной станок с реверсом.Своими руками.Чертежи.Vertical threading machine.Home made. Подробнее
Резьбонарезной станок ЧПУ для пластиковых обсадных труб Подробнее
Flott SB 40 NC Plus Сверлильно-резьбонарезной станок. Самый точный сверлильный станок. Подробнее
Работа резьбонарезной головки. Подробнее
РЕЗЬБОНАРЕЗНОЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ТРУБНОЙ РЕЗЬБЫ 20215 RIDGID 1233 220 ВОЛЬТ Подробнее
Резьбонарезной станок с верстаком на колесах Подробнее
Резьбонарезной станок
Станки для нарезания резьбы, представляют собой конструктивно сложные механизмы, оснащенные электрическим приводом и обеспечивающим высокую производительность и надежность. К основным видам работ производимых на этом оборудовании относится нарезание резьбы, нарезание ниппелей, снятие заусенца (грата) и накатывание желобков. Применяются подобные станки в строительной индустрии, ремонтных мастерских, в мелкосерийном и полномасштабном производстве. При том, что станки для нарезания резьбы легки в управлении и перенастройке, они обеспечивают безупречное качество резьбы и высокую скорость ее нарезки. Станки выпускаются на передвижной платформе и в настольном исполнении.
Конструкция самого маленького резьбонарезного станка основана на концепции компактности и мобильности. Такие конструкции оснащают универсальной резьбонарезной головкой, и они работают в диапазоне труб диаметрами до двух дюймов. Отличительной особенностью конструкции является расположение механизма станка на тележке, оборудованной столом, которая позволяет его легко перемещать к нужному месту. Станки применяются в различных мастерских осуществляющих ремонтные работы и на строительных площадках, интенсивность применения трубных резьбовых соединений в производстве работ которых, не значительна. Станок может нарезать, как правые, так и левые резьбы дюймового или метрического типа. В комплект резьбонарезных станков входят ножи, изготовленные из специальной быстрорежущей стали. Потребляемая мощность электроэнергии станков не превышают 1,5 кВт, оборудованы системой безопасности и полностью отвечают международным стандартам качества, применяемых к промышленному оборудованию.
Следующий вид станков выпускается для стационарной установке на верстаках, в мастерских и коммунальных предприятиях. Основной особенностью такого типа станков является их комплектация специальным механизмом фиксации трубы. Принцип действия механизма основан на ударном расклинивании трубы между тремя зажимными губками позволяющими создать жесткое закрепление трубы для последующей обработки. Кроме того в станке реализован механизм автоматической смазки процесса нарезания резьбы путем подачи масла из специальной емкости непосредственно в резьбонарезную головку. Конструкция резьбонарезной головки сделана оригинальным способом и представляет собой самораскрывающуюся конструкцию. Такие станки обычно комплектуются отдельным гратоснимателем и труборезом. Оборудование оснащено системой безопасности реализованной через ножную систему аварийного отключения. Помимо своей основной функции по нарезке резьбы, станки данного вида могут осуществлять порезку труб, для чего укомплектовываются режущими роликами. Потребляемая мощность такого оборудования не превышает 1100 Вт и отвечает всем требованиям, предъявляемым международными стандартами к такого типа станкам и инструментам.
Моделей резьбонарезных станков производится огромное множество, каждая из которых отличается от предыдущей дополнительной функцией или расширением уже имеющейся. Но существуют станки, которые являются собирательным образом всех модификаций и выполняющих самый полный набор возможных операций для устройства резьбы как дюймового, так и метрического типа. Эти модели применяются в промышленном производстве и основным отличительным элементом конструкции, является оснащение станка автоматическим патроном. Станок адаптируется к требоаниям производства путем применения различных двигателей и резьбонарезных головок.
Станки для нарезания резьбы на ПрофТехСнаб
Как купить станок для нарезки резьбы?
Приобретение профессионального оборудования для нарезания резьб требует тщательного учета всех параметров и перспектив производства, ведь станок должен не просто украшать цех или мастерскую, а оправдывать себя экономически. Прежде чем сделать заказ в интернет-магазине ТБС, проконсультируйтесь у специалиста компании по поводу оптимальной производительности, габаритов, марки оборудования. Мы предлагаем как недорогие станки для массового производства, так и прецизионные агрегаты, обеспечивающие ювелирную стыковку труб любых диаметров и назначения.
Терминалы компании ТБС расположены в Москве, Санкт-Петербурге и Новосибирске. В регионах присутствия клиентам доступна курьерская доставка станков и расходных материалов. Условие – заказ на сумму от 10 000 рублей. По всей России станок для нарезки резьбы быстро и недорого доставят партнерские транспортные компании.
По всем вопросам обращайтесь по бесплатном телефону компании ТБС 8 или в онлайн-чате на сайте.
Технология нарезания резьбы
Для изготовления резьбы используются специальные инструменты и приспособления. Резьбы могут нарезаться:
- Специальными резцами и гребенками. Инструмент уславливается на токарных станках, может нарезаться как внутренняя, так и наружная резьба.
- Плашками. Нарезается только наружная резьба, используются как для ручного метода, так и для механического.
- Метчиками. Только для внутренней резьбы, универсального применения.
Максимальная сила действует на кромку резца при входе и выходе из режима резания, критические нагрузки могут становиться причиной смещения.Tan λ = P *ns π × d2 – формула определения фактического угла наклона плоскости витков. От значений этого параметра зависят технические характеристики соединения.
Определение конкретного метода нарезки резьбы выполняется после анализа следующих факторов:
Параметры детали. Учитываются параметры резьбы, величина партии, марка стали заготовки. Анализируются требования по качеству: наружная или внутренняя, шаг, число заходов и поля допусков
По стали принимается во внимание обрабатываемость, твердость, стружкодробление и физические характеристики сплава. Выбор инструмента и оборудования. Резцы могут быть полного профиля, многозубыми или V-профиля
Станок ручным, полуавтоматическим или автоматическим. Станки имеют индивидуальные характеристики по жесткости фиксации элементов, виду шпинделя, методу подводки заготовки, вылету инструмента, мощности и т. д. Способ нарезания. Рассчитываются оптимальные режимы резания с учетом вышеперечисленных факторов. Значения зависят от качества резьбы, стойкости инструмента, износа рабочих пластин, контроля стружкообразования. Врезание может быть односторонним боковым, радиальным или двухсторонним боковым. От типа зависит направление и величина нагрузок на заготовки.
При выборе метчика и плашки принимается во внимание передний и задний угол, угол и длина режущей части, угол спиральной подточки, шаг, диаметр, усилия выхода стружки. Во время нарезания резьбы обязательно контролируется глубина (t), скорость резания (V) и скорость подачи (S)
Устройство и параметры накатных роликов
Ролики накатные – диски цилиндрической формы, изготовленные из легированных марок сталей, на поверхности которых имеется определенного вида резьба или витки кольцевого типа. Размеры ролика накатного типа зависят от следующих факторов:
- вида накатываемой резьбы (одно- или многозаходная);
- способа накатывания (тангенциальный, осевой, радиальный);
- применяемого резьбонакатного оборудования (полуавтомат, автомат, головка).
Тангенциальный способ накатывания является высокопроизводительным и выполняется подачей роликов в количестве двух штук, при этом каждый из них имеет свою окружную скорость, с одинаковой скоростью или в специальных центрах. Различают ролики накатные цилиндрического и затылованного типа. У последних, помимо элементов заборного и калибрующего типа, имеется еще и сбрасывающий элемент, что ускоряет процесс нарезания и делает возможным обработку одновременно 2 заготовок или нанесения ее с двух сторон. Осевой способ накатки применяют при необходимости накатать резьбу на заготовку большой длины. Самым распространенным способом накатки является радиальный. При этом ролики цилиндрической формы используются для накатки наружной и внутренней резьбы. Они должны соответствовать требованиям ГОСТ 9539-72. Чаще всего используются изделия с посадочными отверстиями 45, 54, 63 или 80 мм.
Материалом для изготовления накатного инструмента служат стали, в составе которых хром, ванадий, молибден и другие тугоплавкие элементы: Х12М, Х6ВФ, Х12Ф1, 6Х6В3МФС, Р18, Р6М5, Р18. При этом твердость поверхности должна быть в пределах 58÷61 HRC. Ролик накатный выдерживает давление до 1400 МПа, при этом точность изготовления составляет 0,1 мм.
Основные параметры изделия следующие:
- диаметр внешнего профиля резьбы, указываемый в мм;
- диаметр внутренний по впадинам;
- угол профиля в градусах;
- ширина;
- размеры паза – ширина и глубина;
- шаг и длина резьбы.
Конструкция станка
Отрезное оборудование может быть промышленным или портативным для частных мастерских, домашнего производства. Оно состоит из нескольких основных элементов:
- Рамы, изготовленной из металлических уголков, швеллеров. Должна быть устойчивой, чтобы резы получились ровными, машина не двигалась при включении двигателя.
- Рабочего стола. На нём могут быть зажимы для заготовок, рулетка, угломер.
- Электродвигателя. Передаёт вращательное усилие на режущий диск.
- Привода, подающего рабочую часть станка к заготовке.
Электродвигатель передаёт усилие на оснастку с помощью передач. Их бывает два типа:
- Ременная — устанавливается на промышленном оборудовании. Позволяет работать с машиной длительное время без перерывов. Издаёт минимум шума при работе.
- Зубчатая — устанавливается на компактных моделях отрезных станков. Занимает мало места, что подходит для небольших мастерских.
Оборудование применяется для разрезания различных материалов. Для безопасной работы с ним производители устанавливают на режущие диски защитные кожухи, которые открывают рабочую часть незадолго до соприкосновения с заготовкой.
Устройство
Электрическая часть рассчитана на обычную потребительскую сеть 230 В, 50 Гц. Провод трехжильный с заземляющим выводом. Электродвигатель имеет защитную двойную изоляцию, мощность до 1,02 кВт. Графитовые щетки коллектора со временем изнашиваются, нужна периодическая замена на новые контакты.
Устройство
Усилие на режущий инструмент передается через многоосный редуктор. К примеру, электрический клупп gerat имеет в редукторе 7 валов с шестернями, прошедшими СВЧ-закаливание. Передаточный механизм расположен в корпусе из сплава алюминия, исполнение закрытого типа не требует дополнительного внесения смазки. Он работает устойчиво при большой нагрузке в режимах прямого, обратного хода.Резбонарезная часть вставляется на посадочное место внешним восьмигранником. При внутреннем Ø до 1 1/4″ закрепляется цельнометалличесим адаптером, если Ø больше – стопорным пружинным кольцом.
Корпус клуппа покрыт прочным фиберглассом, силумином.
Описание
Высокая мощность, производительность и прочная конструкция – лишь некоторые из достоинств резьбонакатного оборудования. С помощью холодной накатки под давлением оно изготавливает мелкую резьбу. Резьбонакатной станок работает с различными металлами (сталью, сплавами, цветметом) и распространен в сфере общего машиностроения. Наружное нарезание резьбы машина производит вращающимися резьбонакатными роликами. Материал поддается деформации под холодной накаткой, за счет чего увеличиваются твердость и прочность обрабатываемого металла.
Как правило, каждый станок для накатки резьбы состоит из силовой и накатной систем. Силовая активизирует механический привод, отвечающий за синхронизацию валов, роликов и модуля для их встречного перемещения. Накатная система представляет собой шпиндельную и подвижную головки, расположенные на одной оси. У накатных роликов есть опора, а заход резьбы на них располагается одинаково.
Очень часто в промышленности используют гидравлический резьбонакатной станок. Он подходит для обработки профилей округлой конфигураций, из которых накаткой изготавливают цилиндрические, конические, фасонные, резьбовые поверхности, а также шнеки, и прочее. В частности, используют резьбонакатной станок для труб. Накатка, по сравнению с нарезанием, экономно расходует металл, процесс изготовления протекает в безотходном режиме и на выходе получают точно обработанную деталь с высокими эксплуатационными качествами.
Резьбонакатные станки с индексом “А” предназначены для накатки резьбы на трубах
| JDY-30 / JDY-50 |
|
| JDY-3T |
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ.
Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями.
Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами.
Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Параметры выбора
Как выбрать станок для резки резьбы? Помимо вида и способа управления требуется учитывать следующие факторы:
- мощность оборудования. Для бытовых целей оптимально подходят станки с мощностью 750 – 1000 Ватт. В промышленном производстве рекомендуется применение станков, имеющих мощность 2 000 – 2 500 Ватт;
- скорость вращения шпинделя, посредством которого производится нанесение резьбы. Параметр прямо пропорционально зависит от мощности оборудования и может варьироваться от 27 оборотов в минуту до 515 оборотов за аналогичный период времени.
Некоторые модели могут дополнительно оснащаться опцией выбора скоростного режима, что позволяет подбирать наиболее оптимальную скорость вращения для определенного материала;
- диапазон резьбонарезания (обработки заготовок разных размеров). В большинстве случаев ручное оборудование способно обрабатывать заготовки 3 – 50 мм, а электрические станки предназначаются для труб диаметром 50 – 200 мм;
- вес. Если предполагается использование станка при прокладке магистралей, то целесообразнее подбирать более мобильное оборудование, отличающееся небольшим весом;
- дополнительные опции. Комплект для нанесения резьбы может включать одновременно несколько приспособлений: трубонарезной станок, инструмент для снятия фаски, встроенную масленку и так далее.
Чем больше функций может выполнять оборудование, тем большей функциональностью и больше стоимостью оно отличается.
Все технические параметры указываются в сопроводительной документации.
Технические параметры оборудования
Расположение основных узлов резьбонакатного станка UPW 12,5
Расположение основных узлов резьбонакатного станка UPW 12,5 x 70
- Шкала для установки салазок на диаметр накатываемой резьбы
- Поворотная ручка для установки длины хода салазок
- Гайка для крепления опоры
- Опора
- Гайка шлицевая самотормозящая
- Шпиндель накатной
- Стойка поддерживающего ножа
- Поддерживающий нож
- Деталь зажимная
- Шпиндельная бабка
- Винты для крепления бабки
- Винт крепежный
- Эксцентрик для установки параллельности шпинделей
- Гайка для фиксации аксиального положения шпинделя
- Муфта для сцепления шпинделей
- Поворотная ручка для радиального перемещения шпинделей
- Винт для установки длины хода салазок
- Винт для установки салазок на диаметр накатываемой резьбы
- Общий выключатель Нр3
- Кнопка D4 для включения насосов гидросистемы и охлаждающей жидкости
- Кнопка D3 для выключения насосов гидросистемы и охлаждавшей жидкости
- Кнопка D6 для включения подачи салазок
- Кнопка D5 для включения отвода салазок
- Многопозиционный переключатель WS 3 для установки времени накатки
- Многопозиционный переключатель WS 2 для установки автоматического цикла
- Клапан VD 2 для установки усилия накатки
- Манометр для проверки усилия накатки
- Запорный кран манометра
- Кнопка нажимная D2 для включения двигателя накатных шпинделей
- Кнопка нажимная DI для выключения двигателя шпинделей
- Многопозиционный переключатель WS I для установки направления вращения шпинделей
- Поворотная ручка для установки скорости шпинделей
- Кнопка ножная D 7 для включения подачи салазок
- Поворотная ручка Ро I для установки времени накатки
- Поворотная ручка Ро 2 для установки времени, требуемого на замену детали
- Рычаг для перемещения салазок /при корректировке резьб/
- Кнопка Е5 для включения двигателя шпинделей /при корректировке резьб/
- Кнопка D8 для переключения направления вращения шпинделей и уменьшения усилия накатки
- Многопозиционный переключатель WS 4 для выключения одновременно двигателя шпинделей и салазок при уменьшении усилия накатки
- Клапан VW 2 для установки величины подачи салазок
- Рычаг для переключения салазок с быстрого хода на рабочую подачу
- Дроссель VDr для замедления обратного хода салазок
- Лампочка сигнальная
- Кнопка D10 – аварийная
- Счетное устройство
- Салазки
- Указатель, показывающий скорость шпинделей
- Генератор к указателю, показывающему скорость шпинделей
- Двигатель накатных шпинделей
- Двигатель гидронасоса
- Насос охлаждающей жидкости
- Насос, обеспечивающий смазывание
- Механизм цепной передачи, регулирование бесступенчатое
- Кран для выключения подачи охлаждающей жидкости
- Гидробак
- Бак под охлаждающее и смазочное масла
- Штепсельная розетка для подключения местного освещения станка
- Штепсельная розетка для подключения устройства для аксиального перемещения детали
- Ручка звездообразная для установки уменьшенного усилия накатки
Основные виды
В зависимости от конструкции резьбонарезных гребенок головки могут быть:
1. С плоскими радиальными гребенками. 2. С плоскими тангенциальными гребенками. 3. С круглыми радиальными гребенками.
Изделия с круглыми радиальными гребенками являются самыми популярными. Это обусловлено тем, что они:
• отличаются длительным сроком службы, так как могут перетачиваться; • являются максимально стойкими к агрессивным воздействиям; • экономичны в работе; • позволяют получать круглые гребенки шлифованием.
Головки с круглыми радиальными гребенками могут быть:
1. Невращающимися
. При работе головок деталь вращается. Сама головка перемещается вдоль ее оси. Раскрывание головок в конце и закрывание в начале процесса обеспечивается с помощью специальной рукоятки. 2.Вращающимися
. Такие головки применяются на сверлильных станках, токарных автоматах и полуавтоматах. Сама головка обеспечивает рабочее вращение и движение подачи. Деталь, в свою очередь, может вращаться в том же направлении. Это позволяет обеспечить нужное сокращение скорости резания. Раскрывают и закрывают головку два упора. 3.
Специальными невращающимися
. Такие головки используются для создания резьбы небольшого диаметра (4-10 мм). Устанавливаются резьбонарезные изделия на токарных автоматах. Открывание головок обеспечивается автоматически, а закрывание происходит при повороте револьверной головки с помощью упора и изогнутого рычага.
При нарезании наружной резьбы обычно применяются головки с круглыми гребенками. Такие изделия отличаются:
• простой конструкцией; • возможностями для работы с большим количеством переточек; • большей стабильностью.
Резьбу нарезают с принудительной подачей головки. Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками. Режущие кромки инструмента располагаются на одном диаметре и имеют заходной конус. Число гребенок в комплекте зависит от размера резьбонарезной головки. В комплекте гребенки смещены относительно друг друга в соответствии с углом подъема винтовой линии.
Нарезание резьбы на трубе с помощью ручного клуппа.
При нарезании длинных винтов и червяков применяют резцовые головки. Такие головки резьбонарезные устанавливаются на суппорте станка. Резцовая головка конструктивно состоит из корпуса, который вращается от отдельного привода. В корпусе закрепляются резцы (от 1 до 4). Их профиль соответствует профилю резьбы.
Требования к работе с устройством
Резьбонарезной инструмент относится к индивидуальному, переносному, электрическому, поэтому обязательно соблюдение следующих требований:
Закрепить фиксирующей струбциной клупп параллельно к участку трубы, на котором выполняется резьба. Добиться совпадения осей головки с продольной осью заготовки
Расстояние между фиксатором и корпусом инструмента должно быть достаточным для нарезки заданной длины. Проверить направление вращения плашки. Нанести резьбонарезное масло на участок, поддерживать его достаточное количество все время для уменьшения нагрузки трения, нагрева резцов. Особое внимание обратить на заход первых двух витков, потом резьбонарезной клупп нарезает автоматически. Скорость прямого хода, которую дает электрический клупп rothenberger составляет 15 – 20 об/мин, на реверсе головка вращается 60 об/мин. На режущих кромках прилагается значительное усилие, поэтому при работе со старыми трубами надо удерживать их газовым ключом. Стандартный размер резьбы получается при совмещении края трубы с выходной кромкой режущей гребенки головки. Перед каждой последующей операцией гребенки следует очищать от стружки, старого масла. Работать с клуппом Ротенбергер надо из удобного устойчивого положения
Расстояние не должно превышать необходимое для уверенного неподвижного удержания электрического инструмента.
https://youtube.com/watch?v=rYO7M-3fDp0
Европейский стандарт нормирует продолжительность работы двигателя как S2 (кратковременный режим) с периодом, в зависимости от нагрузки, 15, 30, 45, 55 мин. В промежутке между интервалами электрическому двигателю дают время полностью остыть.
Перед началом нарезки надо подготовить торец трубы для равномерного захода резца (развальцевать, снять фаску). Резьба нарежется неправильно, если срез выполнен не под прямым углом.
В трудных условиях, при расположении резьбы близко к стенам (упорам), необходимости обновить старую нарезку, нет возможности зажать заготовку в тиски. В такой ситуации для получения эффекта при минимальном прямом ходе, возможно изменение направления гребенок в головке на обратное.
Технологии накатывания резьб роликами
Начнем с описания оборудования. Для накатывания резьб используют автоматические и полуавтоматические станки. Они имеют по 2 или по 3 шпинделя и оснащаются приводами, создающими необходимые усилия для деформирования заготовок.
Расскажем вкратце о самых важных характеристиках и особенностях процесса.
- Скорость накатывания. Она зависит от типа резьбы и прочности материала заготовки. Скорость варьируется в пределах от 15 до 90 м/мин.
- Сила накатки. Выбирается по специальным номограммам или экспериментальным путем.
- Функциональность. Современные станки имеют программное управление.
- Автоматизация. Для ее обеспечения машины оснащают загрузочно-разгрузочными устройствами, о которых мы рассказывали выше.
Самое распространенное оборудование
Рассмотрим станки, которые получили максимальное распространение.
- СНШ-12. Это станок от фирмы Komand. С его помощью по технологии накатывания изготавливают высококачественные резьбовые шпильки. Станком может управлять один человек. Имеется большое количество программ для получения высокоточных изделий.
Фотография №4: обработка заготовки на станке СНШ-12 от фирмы Komand
- ARM-40C. Предназначение этого станка — изготовление арматуры. Его можно применять непосредственно на объектах. Эти агрегаты используют на стройках во всех странах мира.
- PROFIROLL. Это универсальные и высокопроизводительные резьбонакатные станки от немецкого производителя. Отличаются удобной системой управления, длительным сроком службы и удобством в обслуживании.
Фотография №5: резьбонакатный станок PROFIROLL
- RH-65B. При помощи этих резьбонакатных станков изготавливают надежные высококачественные саморезы. Производительность оборудования — свыше 100 шт./мин.
- Pee-Wee. Это еще один немецкий бренд. Компания изготавливает высококлассные станки, предназначенные для накатывания резьб на цельных заготовках. Оказываемые на поверхности давления варьируются в пределах от 5 до 100 т.
Фотография №6: резьбонакатный станок Pee-Wee
Модели резьбонакатного оборудования, основные параметры
Рассмотрим востребованное оборудование и их краткое описание, предназначенное для накатки резьбы:
- «PEE-WEE». Среди конкурентной оснастки отличаются экономичностью и надежностью. Комплектующие и установка в целом произведены в Германии. Показатели накатывающего давления составляют 5-60 тонн. Все серии отехнических средств оснащаются автозагрузкой заготовок, не требующих участия человека, и могут работать с профилями значительной протяженности. Паспорт оборудования можно найти во Всемирной паутине.
- «PROFIROLL». Станки изготовлены в Германии. Отмечаются элементарностью в системе управления. Они просты в обслуживании и имеют большой срок службы. Паспорт любой модели оборудования представлен на сайте . Резьбонакатной станок специализируется на выпуске саморезов. Производительность устройства составляет более 100 единиц в минуту. Качество выпускаемых саморезов не теряется при высоких темпах изготовления. Модель отмечается элементарностью в управлении и надежностью в работе. Стоит отметить, что подобная модель оборудования не слишком дешевая, но быстро окупается, так как строительные изделия пользуются спросом. Технический паспорт можно скачать в электронном виде.
- «ARM-40C». Агрегат для арматуры, применяемый на стройках всего мира. Его результативность объясняется компактными параметрами конструкции и универсальностью условий использования, то есть можно применять, как непосредственно на строительных объектах, так и на плите перекрытия. Паспорт устройства представлен во Всемирной паутине.
- «KOMAND СНШ 12». Резьбонакатный станок предназначен для создания резьбовых шпилек методом резьбонаката. Производительность агрегата для шпилек составляет — 3-120 сек/изделие и работает в автоматическом режиме. Основные преимущества: станок с ЧПУ и возможностью программирования до 40 вариаций деталей, настройку осуществляет персонал – один человек, быстрая окупаемость оборудования. Также важной положительной стороной агрегата считается адаптация под технические нужды заказчика.
Резьбонакатной станок PEE-WEE
Резьбонакатной станок PROFIROLL
Стоимость станка считается препятствием для покупателя. Изначальная цена резьбонакатной системы часто становится проблемой для потребителя, так как стоимость агрегата превышает расценку винторезной техники. Но этот недостаток легко перекрывается техническими и экономическими параметрами, которые предполагают накатывание резьбового соединения в долгосрочной перспективе.
Линия оборудования для производства саморезов
Саморезы широко используются как крепление тех или иных предметов к практически любым поверхностям. Сечение резьбы, которые напоминает треугольник, позволяет саморезу проделывать отверстия в любых материалах в отличие от большинства аналогичных крепежных материалов.
Изготавливается подобная разновидность крепления на специальных станках.
Оборудование, на котором производятся саморезы, состоит из нескольких отдельных станков, которые составляют производственную линию. Основными среди них являются следующие:
- резьбонакатный автомат;
- ванны для нанесения антикоррозийной защиты;
- упаковочная машина.
- установка для сушки;
- закалочная печь;
- холодновысадочный стан;
- волочильный стан;
Рекомендуем прочесть: Образец письма с просьбой согласовать проект
Волочильный стан Первая часть такого оборудования – волочильный стан, который изготавливает тонкие прутки из металла, который используется в качестве сырья.
Электрическое оборудование
Электрический резьбонарезной инструмент для труб отличается эргономичностью и производительностью. Электрический клупп высокого качества изготовляют в США, в Китае, Германии и наши отечественные производители. Данная линейка товаров заслужила одобрение от профессиональных мастеров, и отличается лояльными ценами и удобными вариантами покупки.
При невысоком уровне потребления, этими механизмами демонстрируется высокий показатель редукторной передачи. Производители приложили максимум усилий, чтобы действия с этим видом техники были комфортными и давали высокую продуктивность.
Видео
Что такое клупп.
Watch this video on YouTube
Электрические варианты считают компромиссом среди ручных машин и станков для аналогичной работы. Хотя профессионалы говорят, что мастера обязаны иметь при себе и ручные и электрические агрегаты, ведь никто не знает, какой «сюрприз» может ждать по приезде на объект. Это может быть отсутствие электричества, труднодоступные места на магистрали, и многое другое.
Технология работы данных инструментов следующая.
- Главный рабочий орган – это гребенки выполняющие резьбу. Они выполняются из высококачественной инструментальной стали, которая гарантирует легкую нарезку на стальных трубопрокатных материалах. Приступая к процессу, нужно головку с резцами укрепить в углубление с восемью углами на силовом приводе.
- Труба затягивается держателем и направляется в головку, выполняющую резку. Вместе с этим следует сделать фиксацию стопора на струбцине.
- Область, где происходит взаимодействие гребенок и трубы, обрабатывают охлаждающей смазкой.
- Запускают машину посредством выключателя.
- После чего агрегат прижимается к отделочному изделию. Выполнив несколько оборотов, головка плотно зайдет в материал изделия.
- После этого электрический клупп может работать без усилий со стороны оператора. Человеку необходимо будет только в нужное время остановить процесс.
Видео
Нарезание трубной конической резьбы. ROTHENBERGER.
Watch this video on YouTube
Такие агрегаты не требуют особого ухода, нужно только периодически менять затупившиеся резцы на рабочих головках.
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
Резьбонакатные
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Как выбрать наиболее подходящую модель?
Резьбонарезной станок Ridgid или резьбонарезной станок ВМС 2а востребованы в мелком и крупносерийном производстве. При выборе определенной модели следует обратить внимание на:
- Тип конструкции: вес, компактность, расположение основных элементов, степень защиты подвижных элементов и зоны резания. На рынке продажи подобного оборудования есть большой выбор. К примеру, можно приобрести вертикальный вариант исполнения РЕМС или с горизонтальной компоновкой. Все зависит от поставленных задач.
- Тип установленного привода. На протяжении многих лет устанавливается механический привод, так как он прост в использовании и компактен. Однако стоит учитывать, что есть довольно много типов механического привода, некоторые надежны и точны, другие выходят из строя довольно быстро.
- При рассмотрении электродвигателя следует обратить внимание на то, от какой сети он питается и есть ли защита от перегрева. Большая мощность в данном случае не будет говорить о хорошей производительности.
- Тип установленного зажимного устройства. Во время обработки есть вероятность возникновения довольно большой нагрузки. Для обеспечения высокой точности нарезания резьбы и безопасности работы конструкции зажимное устройство должно быть надежным.
- Наличие подачи охлаждающе-смазывающей жидкости. При обработке твердосплавного материала есть вероятность существенного нагрева режущего инструмента и самой заготовки. При возникновении подобной ситуации быстро изнашивается инструмент, а также изменяются качества материала.
Резьбонарезной станок REMS Торнадо
- Наличие системы автоматизации. В последнее время все большей популярностью пользуются модели с числовым программным управлением, так как они позволяют получать точные детали при высокой производительности. При этом практически весь процесс выполняется без участия человека, то есть управлять резьбонарезным станком Риджид или другого производителя может оператор с малым опытом резьбонарезания.
При выборе также уделяют внимание тому, какая фирма указана производителем. К примеру, Rothenberger является достаточно известным производителем, что определяет высокое качество получаемых изделий. Однако стоимость оборудования Rothenberger будет существенно выше, чем продукция отечественных производителей.