Гильотинные ножницы – оборудование для резки металлопроката. Главные рабочие элементы устройств – подвижный и неподвижный ножи из твердой инструментальной или быстрорежущей стали.
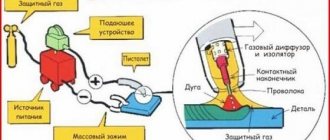
Процесс резки представлен на рисунке, где:
- Рабочий стол.
- Лист металла.
- Неподвижное лезвие.
- Подвижный нож.
Процесс осуществляется при движении подвижного ножа вниз, принцип действия оборудования напоминает работу гильотины.
Схема работы гильотинного ножа
Резка представляет собой последовательность следующих операций:
- Заготовка фиксируется в зажимном приспособлении (длинные изделия подаются в рабочую зону).
- Подвижный нож перемещается, смещает слои металла и разрезает заготовку.
- Отрезок подается на приемное устройство.
В результате получается ровный отрез, без значительных дефектов. Оборудование для резки металла значительной толщины перерубает заготовку, такие детали часто нуждаются в дополнительной обработки линии реза.
Ножницы гильотинной конструкции применяют для нарезки заготовок, готовых деталей или изделий из всех видов металлопроката. Оборудование может использоваться автономно, в составе технологических линий, а также устанавливаться непосредственно на станок.
Что такое гильотинные ножницы?
Гильотина – специализированное оборудование для разрезания металлических листов. Раскрой может быть, как продольный, так и поперечный, но вырезать с помощью гильотинных ножниц не получится. Длина заготовки практически не ограничена. Конструкция гильотины позволяет выполнить точный разрез без дефектов, защитив верхний полимерный слой.
Основные конструктивные элементы:
- станина;
- ножи.
Станина – две стойки, связанные балкой и траверсами. Она оснащена рабочим столом для подачи металла. Нижний нож, обычно, фиксирован, а верхний установлен на подвижной балке. Оба изготавливаются из высоколегированной закалённой стали. Существуют конструкции с нижним подвижным лезвием.
| Длина | 110 – 2000 мм |
| Толщина | 12 – 120 мм |
| Ширина | 50 – 200 мм |
Таблица 1. Характеристики ножей гильотинных ножниц
Современные гильотинные ножницы оборудуются градуированным упором для серийного разрезания и ограничителем для примерной подгонки размеров.
Отрезанный материал подпадает на возвратный поддон. Дабы станок не перегружался его оснащают предохранительной шпилькой, которая в случае критической отметки срезается, останавливая процесс резки.
Процесс резки на металлической гильотине
Гильотинные ножницы представляют собой 2 смежных ножа, расположенных в наклонном направлении друг к другу, под незначительным углом. Они опираются на кронштейны или смещаются по прямой так, чтобы резка листового металла гильотиной происходила постепенно. Данный факт обуславливает снижение требуемого усилия для процесса резки.
Стоит отметить, что существует несколько типов гильотинных ножниц, которые различаются не только мощностью и прочностью, а также размером, сферой применения и характером работы.
Ручные гильотины используются в небольших мастерских для резки тонких листов. Механическое оборудование применяется для работы с материалом, толщиной до 8 мм. Крупные промышленные станки хорошо режут заготовки, толщиной более 30 мм.
Для работы гильотины характерно то, что обрабатываемый материал не подвергается термическому воздействию, как при лазерной или плазменной резке. Это важно, так как, например, при термической обработке меняются физические свойства металла. Качество окончательной обработки зависит от следующих факторов:
- тип обрабатываемого материала;
- угол резки;
- ширина пространства между лопастями;
- общее состояние ножей.
Во многом на результат оказывают влияние точности выполняемых настроек, и функциональность оборудования.
Принцип работы гильотинных ножниц
Перед началом работы со станком, необходимо изучить руководство по эксплуатации гильотинных ножниц.
Гильотину использовали ещё в 18-м веке, но применяли лишь как орудие казни. Назначение современных гильотинных ножниц изменилось, но принцип остался. Резка происходит за счёт опускания лезвия, поднятого на определённую высоту.
- Листовой металл попадает на рабочий стол через подающее устройство и выравнивается по упорам и ограничителям.
- Прижимное устройство фиксирует металл, и включается привод (гидропривод, пневмопривод, электропривод).
- Верхний нож опускается и вместе с нижним ножом разрезает материал.
- Конечный материал выбрасывается в лоток.
Применение гильотин по металлу
Сфера применения гильотинных станков — металлообрабатывающая промышленность. Оборудование этого типа используется для выполнения прямого разреза стального проката, а также проката, выполненного из цветных металлов и сплавов, с необходимостью разделения одного листа на несколько частей единого стандарта или разных размеров.
В зависимости от технических показателей и типа привода гильотина может использоваться для изготовления продукции как в штучном исполнении, так и в серийном производстве.
Инструкция по работе на гильотинных ножницах
Гильотинные ножницы – механизм повышенной опасности, поэтому работать с ним нужно соблюдая чёткие правила, прописанные в инструкции по охране труда. Важно:
- Перед началом работы надеть специальную одежду, убрать посторонние предметы и проверить исправность инструмента.
- При работе на гильотине использовать рукавицы, не совать руки под лезвия и не допускать использования затупленных ножей.
- После окончания работ почистить и смазать станок, снять спецодежду и принять душ.
Это далеко не все пункты инструкции по работе на гильотинных ножницах. Полное руководство по эксплуатации можно посмотреть здесь. Нужно помнить, что каждый станок имеет особенности, поэтому стоит ознакомиться с инструкциями по работе для гильотинных ножниц нужной модели. Они могут отличаться:
- приводом;
- типом ножей;
- допустимым размером листа;
- производительностью;
- мощностью;
- количеством операций.
Процесс разделения металла состоит из резки и ломания. Хорошая гильотина обеспечивает около 90% резки и 10% лома. Так место среза получается ровным и не требует дополнительной обработки. Затупленные ножи или неправильная настройка станка приводит к ухудшению соотношения в пользу лома, создавая грат, о который можно порезать руки.
Автоматизация
Возможность автоматизировать процесс резки металла открывает широкие возможности в металлообработке. Это позволяет оптимизировать производственные процессы, что для многих компаний означает ощутимую экономию времени и снижение затрат на выполнение одной операции.
Из наиболее популярных на рынке систем, которые автоматически поддерживают работу гильотины, можно выделить гидравлический стол, полностью соответствующий определенному типу элемента во время обработки, и увеличивающий показатель точности резки, а также удерживающий заготовку в оптимальном положении.
Для автоматизации гильотин достаточно часто используются системы, которые обеспечивают передвижение обработанных изделий. Системы такого типа допускают самопроизвольное перемещение обрабатываемого материала за пределы машины, с помощью специализированных приводных ремней.
Виды гильотинных ножниц
По типу привода гильотинные ножницы разделяют на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические;
- комбинированные.
Ручные гильотинные ножницы
Ручная гильотина широко распространена не только на большом производстве, но и в автомастерских и даже домашних гаражах. Для функционирования не нужна электроэнергия, а лезвия справляются с тонким металлом, оргстеклом, пластмассой, резиной и картоном. Идеально подходит для решения бытовых вопросов. В действие приводится путём механического воздействия на рычаг, прикреплённый к лезвию.
Гидравлические ножницы
Распространены гидроножницы на средних и крупных заводах. Высокая точность резки и адаптивность к различным размерам металла сделали такие ножницы довольно популярными. Большие машиностроительные компании тоже отдают предпочтение именно гидравлическим гильотинам с возможностью разрезать металл шириной около 6-и метров и толщиной более 20-и миллиметров. Усилие в 500 МПа прикладывается по всей длине листа. Зазор между ножами регулируется автоматически или вручную. Иногда гидроножницы оснащаются ЧПУ, облегчающим массовое производство, фотодатчиками и защитными экранами.
Пневматическая гильотина
Ни одно крупносерийное производство не обходится без пневматической гильотины. Для её работы задействован компрессор либо центральная магистраль со сжатым воздухом. Высокая точность и скорость работы позволяет в сжатые сроки получить определённое количество качественных деталей. Принцип действия аналогичный гидроножницам.
Электромеханические ножницы
Самый точно способ резки металла достигается с использованием электромеханических гильотинных ножниц. Размеры заготовки высчитываются встроенным компьютером, а нож приводится в действие двигателем. Такие гильотины дешевле гидравлических, но потребляет большое количество электроэнергии, из-за чего используется реже.
Гидравлический привод
Гидравлический привод в случае металлических гильотин позволяет значительно увеличить их прочность и рабочие возможности. Основные преимущества гидравлического оборудования:
- высокая долговечность;
- быстрый запуск;
- плавная работа с возможностью легкого регулирования скорости;
- возможность уменьшения веса и габаритов устройства без потери эффективности его работы;
- минимальный риск перегрузок;
- высокая точность обработки;
- невысокая стоимость обслуживания и ремонта.
Сравнение гильотин
| Вид | Толщина металла, мм | Вид металла | Предел прочности металла | Ширина листа, м | Производительность, ходов/мин | ЧПУ |
| Гидравлическая | 0,4 – 40 | Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь | До 500 МПа | 1 — 3 | 8 — 20 | + |
| Электромеханическая | 0,25 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 3 | 1 – 60 | + |
| Пневматическая | 0,2 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 2,5 | 1 – 60 | + |
| Ручная | 0,2 – 1,5 | Листовая сталь, профнастил, оцинковка, арматура | До 400 Мпа | 0,1 – 2,5 | 2 – 5 | — |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.
Устройство и принцип работы
Конструкция гильотин может быть разной, но основные ее элементы остаются неизменными. К ним относятся:
- Рабочая деталь — наклонный нож, который крепится на специальной подвижной балке. Этот элемент является сменным.
- Станина, которая предназначена для соединения всех компонентов конструкции в единое целое и обеспечения их взаимодействия. Обычно это устройство состоит из швеллера и двух вертикально расположенных стоек, которые, в свою очередь, также соединяются швеллерами в верхней и нижней частях.
- Стол. Монтируется на стойках посредством болтового соединения. На его поверхности закрепляются нижние ножи. Стол оснащен удлинителями с проточками Т-образной формы, в которых крепятся упоры, предназначенные для поперечной резки. Эти элементы удаляются при продольной рубке.
- Привод. Эта составляющая конструкции отвечает за перемещение подвижных ножей, которые двигаются в вертикальной плоскости вверх и вниз. Привод обладает мощностью, достаточной для преодоления силы сопротивления материала, с определенным запасом.
- Прижимная балка. Предназначена для фиксации металлического листа на рабочем месте. Оснащается устройствами автоматизированной защиты, которая предохраняет руки работника от возможного травмирования.
- Упор задний. Этот элемент удерживает лист металла на рабочем месте в процессе продольной резки. Устройство оснащено двумя передвижными рейками, которые могут устанавливаться ближе или дальше от режущей кромки. Регулировка производится путем ручного вращения соответствующих маховиков.
- Балансировщик гильотинных ножей. Используется для фиксации ножевой балки в верхнем положении по завершении каждого рабочего или холостого хода, а также в целях ремонта или замены устройства.
- Тормоз периодического действия. Обеспечивает остановку подвижных элементов станка в крайней верхней позиции и компенсирует их инерцию.
Для управления гильотиной применяется электромагнитное устройство. Его запуск осуществляется нажатием специальной кнопки или педали. Предусмотрено несколько режимов работы станка: единичный ход или циклические движения.
Технология резки металла с помощью гильотины отличается высокой эффективностью. Процесс разделения листа на части заключается в воздействии на материал наклонного ножа с оптимальным уровнем заточки. Режущий элемент изготавливается из инструментальной стали высокой прочности.
Сила давления ножа существенно превышает предел прочности металлического листа. Под его воздействием структура материала разрушается в максимально узкой области. Полученный разрез не нуждается в дополнительной обработке.
Для обслуживания гильотинного станка достаточно одного человека. Алгоритм действия оборудования этого типа основан на принципе работы обыкновенных ножниц. Он заключается в следующем:
- Автоматическая подача заготовки на рабочий стол и ее выравнивание (при поперечной резке — по ограничителям, при продольной — по упорам).
- Фиксация листа в заданной позиции с помощью прижимной балки.
- Нажатие кнопки или педали с целью включения привода, который оказывает воздействие на нож непосредственно или через специальный механизм.
- Запуск движения ножа по направлению вниз, осуществление разреза металлического листа, достижение ножом нижнего положения и возврат режущего элемента на начальную позицию путем его перемещения в обратном направлении.
- Автоматический подъем прижимной балки с освобождением заготовки и ее последующим удалением с рабочего стола или передвижением до упоров для осуществления очередного разреза.
Весь описанный цикл работы гильотинного станка с учетом подготовительного этапа занимает несколько секунд. Поэтому это оборудование максимально подходит для серийного производства.
Высокое качество среза и сохранение структуры металла способствует существенному сокращению затрат времени и энергии.
Правила работы и техника безопасности при работе
С целью избежания травм на производстве в процессе работы с гильотиной важно выполнять следующие требования:
- Наличие спецодежды: защитного фартука, очков, сухой обуви с нескользящей подошвой. Перед работой необходимо устранить все выступающие или свисающие предметы, например, часы, браслеты, кольца и т. п.
- Оборудовать рабочую зону оградительными сооружениями.
- До момента запуска станка убедиться в его исправности, при необходимости принять ремонтные меры. Проверить качество смазки, целостность и работоспособность узлов. Осмотреть рабочую поверхность, при необходимости произвести ее очистку или замену в случае обнаружения повреждений.
- До включения оборудования удалить с рабочего стола лишние инструменты, приспособления и другие посторонние предметы.
Примеры из каталога
Гильотина сабельного типа MG-1300 METAL MASTER. Технические характеристики:
- модель — MG-1300 METAL MASTER;
- длина гибки — 1300 мм;
- толщина обрабатываемого металла — 1 мм;
- ДхШхВ (мм) — 1700х300х800;
- масса — 85 кг;
- артикул — 068–2660–1;
- бренд — Metal Master.
Гильотина ручная Stalex Q01-0.8х2540. Технические характеристики:
- ширина — 1320 мм;
- максимальная толщина резки по оцинкованной стали — 1,5 мм;
- ограничитель подачи материала — до 840 мм;
- ДхШхВ (мм) — 1680х760х1150;
- вес — 491 кг.
На что обратить внимание при выборе гильотины?
При выборе гильотины рекомендуется руководствоваться следующими параметрами:
- максимальные показатели толщины и длины реза;
- объемы производства (штучное или массовое);
- необходимые показатели производительности и точности резки;
- оптимальный перечень функций.
Следует учитывать, что многофункциональное оборудование с большой мощностью имеет определенные особенности:
- высокая стоимость;
- крупные габариты;
- возможность установки только в помещениях с большой площадью;
- высокие энергозатраты.