Абразивный и режущий инструмент в металлообрабатывающих станках играет основную роль в процессе обработки заготовок. Качество зависит от характеристик приспособления, и насколько прочно он прикреплен.
В качестве данного приспособления выбирают цанговый патрон, отличающийся разнообразием вариаций, типоразмеров в зависимости от вида хвостовика, разновидности станка.
Что собой представляют цанги для ручных фрезеров
Часто цанги ошибочно путают с кулачковыми патронами, используемыми для решения аналогичных задач. Их основное различие заключается в том, что кулачковый патрон является более универсальным зажимным устройством и, в отличие от цанг, может быть успешно использован для фиксации инструментов с хвостовиками различного диаметра. В цангах же, предназначенных для хвостовика определенного диаметра, фиксировать инструмент с хвостовиком другого размера нельзя. Именно поэтому из набора цанг следует выбирать именно те, которые точно соответствуют диаметру хвостовика применяемого инструмента.
Цанговый зажимной патрон
Гайки цанг, предназначенных для инструментов с хвостовиками различного диаметра, ничем не отличаются между собой, различия таких устройств заключаются в разных размерах их зажимных элементов. В связи с этим одну гайку, из которой цанга извлекается достаточно легко, можно применять в комплекте с зажимными элементами для хвостовиков различного диаметра, но намного удобнее и практичнее, когда в наборе каждая из цанг для фрезера находится в комплекте со своей гайкой.
Что это такое
Особенности цангового крепления фрез – высокая центрирующая точность. Фреза, зажатая в таком зажиме, располагается точно по центру и вращается без биений. Это очень важно, особенно для высокоточной обработки.
Цанговый зажим обеспечивает надежную прочность крепления фрезы, что также важно при высоких оборотах в деревообработке и больших нагрузках при обработке металла.
Цанговый зажим состоит из трех основных частей:
- основная несущая часть с хвостовиком, который крепится к шпинделю станка или ручного фрезера (разными способами);
- сама цанга – втулка конусной формы с лепестками или прорезями;
- зажимная гайка.
Фреза или сверло вставляется в цангу. Когда по резьбе затягивается зажимная гайка, конус цанги утапливается в посадочное гнездо основной части и сжимается. Именно для возможности сжатия во всех цангах есть лепестки или просто прорези по двум-трем сторонам.
Классический цанговый зажим на следующем изображении:
Этот цанговый патрон имеет конусную посадку в шпиндель станка. На зажимной гайке не предусмотрен шестигранник под стандартный ключ. Есть прорези под специальный ключ с двумя рожками, который идет в комплекте с такими патронами.
Короткий наглядный обзор такого зажима можно увидеть на видео:
В комплекте с описанным патроном идет набор цанг разного внутреннего диаметра. Это дает возможность крепить фрезы и сверла с разным диаметром хвостовиков.
Сменный комплект цанг важен. В кулачковых патронах можно зажимать хвостовики разного диаметра. Например, от 0 до 10-20 мм. В цанге можно зажать только тот диаметр, который подходит. Имея комплект сменных зажимов, мастер не будет иметь ограничений в использовании режущей оснастки с разным диаметром хвостовиков.
Алгоритм изготовления устройства
Сбор проходит в 3 этапа. Рассмотрим подробнее каждый из них.
Делаем мини патрон
Для того, чтобы собрать мини патрон для дрели, необходимо приобрести цангу – специальный механизм, предназначенный для зажима цилиндрических предметов. Далее необходимо соединить моторчик с контактами будущей батарейки, которая будет питать устройство во время работы.
Если ваша дрель крутится не в ту сторону – поменяйте местами расположение контактов проводов.
Найти сверло подходящего размера не составит труда. Вставьте сверло в корпус цанги и плотно зажмите. Далее, готовую насадку необходимо установить на корпус моторчика. Цанга должна плотно садиться на вал двигателя. В противном случае вам не избежать вибрации. Патрон на самодельную мини дрель готов.
Насадки для самодельной мини дрели
можно приобрести в любом строительном магазине. Перед покупкой убедитесь, что они подходят по диаметру к цанге.
Подготовка корпуса
В качестве корпуса для будущего устройства можно использовать как емкость из-под антиперсперанта, так и обычную полую трубку подходящего размера. Если в качестве корпуса вы используете простую полую трубку
. необходимо срезать дно и на его место вставить резиновую или иную заглушку. Если вы делаете аппарат из
корпуса антиперсперанта
. в крышке необходимо просверлить отверстие для выхода сверла.
Соединяем элементы
С обратной стороны необходимо установить двигатель. Если ваш моторчик не подходит по размеру – подберите другую трубку. Посадка должна происходить очень плотно, чтобы избежать вибрации во время вращения вала. После этого достаточно затянуть болты на цанге и подключить полученное устройство к электросети.
Одним из основных недостатков сбора дрели своими руками из моторчика является меньшая мощность, в сравнении со стандартным аппаратом, и низкая прочность сверла.
Если для вашей работы необходима фреза, вы можете легко сделать ее своими руками из старой зажигалки.
Для этого достаньте из зажигалки крутящий барабан и насадите его на подходящий по размеру болт. Зафиксируйте это гайкой и вставьте в отверстие цанги. Фреза для обработки поверхностей готова!
Если по каким либо причинам патрон не подходит по размеру
к цилиндрическому валу мотора или катушки, необходимо его хорошо обезжирить и затем посадить на горячий клей. Это поможет получить устойчивую и прочную конструкцию.
Такая мини дрель с приобретенными насадками может выполнять работу по мелкому ремонту технических средств, сверлению пластика, тонкого металла и изготовлению поделок.
Проблема расхода или отсутствия цанговых патронов особенно знакома ювелирам. Специалисты, занимающиеся изготовлением печатных плат, так же сталкиваются с означенной проблемой.
Цанговые патроны могут быть созданы самостоятельно из подручных средств. Однако существуют некоторые нюансы, которые и будут подробно освещены в нижеприведённой статье.
Сразу следует отметить, что изготовленная на скорую руку цанга будет неразборной. То есть вынуть из неё одно сверло и вставить другое, строго говоря, не получится. По этой причине методика изготовления больше подойдёт для тех, кто нуждается в создании большого количества одинаковых отверстий.
Итак, для создания самодельного цангового патрона нам понадобятся:
- сверло;
- болванка;
- стальная проволока;
- флюс для пайки;
- пяльник.
Изначально, следует намотать стальную проволоку на болванку в виде жёсткой пружины (полукольца подходят друг к другу максимально близко). Далее полученная конструкция должна быть хорошенько пропаяна.
Сегодня любой может без труда приобрести специальный кулачок для любого типа дрели. Сделать это можно, как в строительных бутиках, предоставляющих оборудование к продаже, так и в Интернете (на таких аукционах, как Ebay или Amazon).
Цена подобного приспособления не превышает шестидесяти рублей. Приобретение кулачка навсегда избавит Вас от поиска подходящих цанг для использования различных свёрел.
Конечно, лучше приобретать кулачок из высокоуглеродистой прочной стали. Для его затяжки рекомендуется использовать специальный ключик, который обязательно идёт в комплекте.
Двигатель мощность и система управления
Различают три градации фрезеров: малой, средней и высокой мощности. Высокая производительность привода требуется при повышенной длине фрезы. Так, для художественной фрезеровки и изготовления пазов глубиной до 10 мм вполне достаточно маломощных фрезеров мощностью до 800 Вт. В свою очередь обработка кромок столешниц, изготовление четвертей и столярная обработка массивных деталей требует применения инструмента мощностью свыше 2 кВт.
Выбирать мощность фрезера следует осмотрительно: из-за работы на больших скоростях отчетливо проявляется гироскопический эффект, из-за чего инструмент становится трудно удерживать в руках. С другой стороны, прирост мощности сопряжен с увеличением габаритов и веса инструмента, что сильно затрудняет обработку мелких деталей, требующих деликатного подхода.
Любой фрезер должен оснащаться регулятором оборотов, желательно электронного типа. Диаметр фрез может варьироваться в широких пределах, соответственно для достижения корректной скорости реза требуется устанавливать скорость вращения от 10 тыс. об/мин до 35 тыс. об/мин. Диапазон настройки скорости у разных фрезеров может сильно отличаться, этот параметр определяется типом обрабатываемых материалов и размерами фрез, которые будут использоваться при работе. Нужно помнить, что шкала регулятора оборотов размечена условно, а потому в руководстве пользователя обязательно должна быть таблица соответствия скоростей.
Для работы с ценными породами древесины или искусственным камнем фрезер должен оснащаться так называемой константной электроникой. Это небольшой блок управления скоростью вращения шпинделя, который поддерживает установленные обороты вне зависимости от нагрузки на двигатель и действующего сетевого напряжения. Без такой опции почти гарантированно будет наблюдаться неоднородность фрезерованных поверхностей.
Как сделать патрон для мини-дрели Видео
Для самодельного патрона Вам потребуется кусок металлической или текстолитовой трубы, по диаметру подходящей к валу моторчика. Длина самодельной втулки должна минимум в 2 раза превышать длину вала и позволять надежно укрепить сверло.
Закрепить втулку можно при помощи винтов или термоклея. Как правило, вал моторчика имеет диаметр 2-5 мм, а сверла для изготовления плат имеют меньший диаметр. Значит, нужно заполнить образовавшееся пространство наполнителем и добиться соосности сверла и вала.
В качестве наполнителя возьмите канифоль и насыпьте в отверстие втулки. Паяльником расплавьте канифоль и вставьте сверло. Канифоль затвердеет и будет надежно удерживать его.
Для того, чтобы добиться идеальной центровки, расплавьте еще раз канифоль и включите питание. Пока канифоль не застыла, попробуйте при помощи пинцета исправить положение сверла. При необходимости повторите операцию еще раз.
(1
оценок, среднее:
5,00
из 5)
Конструкция цангового патрона
Патрон состоит из зажимной гайки и набора цанг. Есть с выдвижной, втягиваемой или неподвижной цангой. По назначению цанги могут быть зажимными или подающими.
Подающая цанга — втулка из закаленной стали с 3 надрезами, формирующими своего рода лепестки с направленными в центр концами и пружинящие. Отверстие подающей цанги должно быть таким, чтобы заготовка плотно зажималась. Подающая цанга накручивается на вращающийся подающий шток, который подает заготовку, используя гидромеханический или кулачковый механизм. Во время установки заготовки в патрон ее конец Морзе задвигается между лепестками, разводя их. Под влиянием упругости лепестки плотно прижимаются к заготовке. Сцепление увеличивается во время обработки за счет сил трения.
Цельная зажимная цанга — это втулка с лепестками, пружинящими при воздействии. Для работы деталей диаметром менее 3 мм используются трехлепестковые цанги, от 3 до 80 мм — четырехлепестковые, более 80 мм — шестилепестковые. Сцепление увеличивается за счет уменьшения просвета прорезей во время втягивания цанги внутрь патрона.
Разъемная зажимная цанга — применяется для крепления деталей самого маленького диаметра. Кулачки такого патрона раздвигаются с помощью пружин. Разъемные цанги могут комплектоваться вкладышами на смену, их вид и габариты зависят от характеристик заготовки.
В цанговых патронах крепят и металлообрабатывающий инструмент (сверла, метчики, фрезы) с малым поперечником хвостовика Морзе. Резец закрепляется сменной цангой, дополнительно укрепляемой гайкой. Во время завинчивания гайки цанга утапливается внутрь, а будучи упругой, крепко зажимает хвостовик Морзе. Минус этого вида патрона в том, что под каждый диаметр резца необходима своя цанга.
В станках продольного точения самозажимной патрон используется для крепления обрабатываемой мини-заготовки. Устройство таких цанг несколько отличается от обычных. Вместе с ними для крепления заготовки могут применяться и обычные инструменты для зажима конуса Морзе.
Конструкция и применение
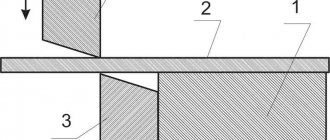
Цанга представляет собой пружинящую разрезную втулку с усеченным конусом и отверстием необходимого диаметра. Корпус цанги имеет специальные пропилы, которые обеспечивают движение фиксирующих лепестков при установке или снятии инструмента. Сжимающее усилие обеспечивает вращение гайки.
Читайте также: Значение слова «алебарда» в 7 словарях
На рисунке ниже приведены цанга (1), фреза с цилиндрическим хвостовиком (2) и цанговый патрон (3).
Самодельная цанга-муфта простейшей конструкции
Простейшая цанга, работающая по принципу соединительной муфты, может быть изготовлена из стальной проволоки диаметром 1 мм. Следует иметь в виду, что цанга предложенной конструкции не является универсальным зажимным устройством и может быть использована только для сверл одного диаметра
При этом важно, чтобы поперечный размер применяемых сверл максимально точно соответствовал диаметру выходного вала приводного электродвигателя. Кроме того, важно учитывать, что использовать такой цанговый зажим можно только при сверлении материалов, обладающих невысокой вязкостью
Для изготовления цанговой муфты предложенной конструкции потребуются следующие расходные материалы, приспособления и инструменты:
- цилиндрическая болванка из металла, диаметр которой соответствует диаметрам выходного вала электродвигателя и сверла;
- проволока из стали;
- электрический паяльник;
- флюс для пайки.
Сам процесс изготовления цангового патрона для микродрели выполняется по следующему алгоритму:
Проволока наматывается на болванку таким образом, чтобы сформировалась жесткая пружина
Важно, чтобы витки пружины располагались как можно ближе друг к другу. Готовую пружину, не снимая с болванки, тщательно пропаивают.. Простейший цанговый может быть изготовлен своими руками и в другом конструктивном исполнении
Конструкция такого патрона, себестоимость изготовления которого будет очень низкой, состоит из двух половинок, скрепленных винтом. На внутренней поверхности каждой из таких половинок протачиваются цилиндрические желобки, которые при затягивании винта обеспечивают фиксацию как зажима на валу приводного электродвигателя, так и применяемого инструмента. Решив изготовить такой цанговый зажим своими руками, имейте в виду: для того чтобы он работал корректно, перед началом его использования следует обязательно выполнить балансировку
Простейший цанговый может быть изготовлен своими руками и в другом конструктивном исполнении. Конструкция такого патрона, себестоимость изготовления которого будет очень низкой, состоит из двух половинок, скрепленных винтом. На внутренней поверхности каждой из таких половинок протачиваются цилиндрические желобки, которые при затягивании винта обеспечивают фиксацию как зажима на валу приводного электродвигателя, так и применяемого инструмента. Решив изготовить такой цанговый зажим своими руками, имейте в виду: для того чтобы он работал корректно, перед началом его использования следует обязательно выполнить балансировку.
Рекомендации по эксплуатации
Для достижения максимальной производительности цанговых патронов необходимо придерживаться следующих рекомендаций:
- Надежная фиксация режущего инструмента с требуемым усилием.
- Минимизация биения при работе.
- Своевременно проверяйте патрон на износ и царапины, при необходимости производите замену.
- Следите за чистотой патрона, тщательно протирайте и обезжиривайте компоненты.
Желательно использовать гайки с шариковым подшипником обладающие более высокой статической жесткостью в процессе чистовой обработки и обеспечивающее отличное демпфирование снижающее вибрацию при резании.
Мини-дрель из электрического патрона
Первый вариант сборки этого приспособления своими руками базируется на использовании электрического патрона
. который можно приобрести отдельно, или же достать из лампочки. Если его покупать, то стоит он очень недорого, но при этом стоимость эта будет оправдана.
Также для сборки мини-дрели своими руками из патрона вам потребуются такие вещи:
- моторчик;
- баночка от мыльных пузырей;
- нож строительный;
- изолента;
- термоклей;
- лампа паяльная;
- выключатель бытовой.
Корпус и сердцевина мини-дрели
Работу нужно начинать с подготовки корпуса мини-дрели, которым будет служить банка от мыльных пузырей
. Это делается так:
- Приготовьте крышку от банки. С этой целью нагреваем паяльник и с его помощью в крышечке баночки делаем небольшое отверстие.
- Диаметр этого отверстия должен немного превышать диаметр сверлового основания.
- Дно баночки нужно полностью вырезать.
Приступаем к работе с сердцевиной:
- Соединяем патрон с моторчиком. Чаще всего моторчики берут от уже использованных разных инструментов.
- Перед процессом скрепления моторчик нужно целиком обезжирить с помощью ацетона.
- Патрон тоже можно обезжирить, но поливать его, как моторчик, ацетоном не нужно. Будет достаточно обычной протирки.
Способ скрепления происходит посредством холодной сварки
. Если этот способ вам не подходит, можно использовать и горячий клей. Помните, что чем сложнее ваша будущая мини-дрель, то тем серьёзнее потребуются материалы для её сборки своими руками.
Во время посадки на сварку или клей работать нужно предельно аккуратно, чтобы все получилось максимально ровным. Переделать работу потом уже не выйдет, учтите этот момент.
Также нужно учитывать следующее:
- на месте крепления на патроне есть отверстие, которое нужно перед соединением деталей замазать;
- замазка осуществляется с помощью простого пластилина;
- пластилином нужно заполнять только отверстия, сверху на патрона его оставаться не должно.
Как правильно выбрать набор цанговых зажимов
При приобретении набора цанговых зажимов для ручного фрезера можно столкнуться с тем, что цанги будут не совсем качественными. Кроме того, они могут не совпадать с диаметрами хвостовиков инструментов, для фиксации которых предназначены. Такие ситуации, к сожалению, не являются большой редкостью и особенно характерны для тех случаев, когда приобретается дешевый набор или продукция от малоизвестных производителей. Выходом из таких ситуаций чаще всего становится только приобретение нового набора цанг для фрезера.
Цанговый патрон должен соответствовать шпинделю фрезера, а цанга – этому патрону. Цанги часто имеют различный угол схождения конусов и подходят только к «своей» зажимной гайке
Чтобы не столкнуться с проблемой приобретения для фрезера цанг несоответствующего качества и неподходящего размера, лучше останавливать свой выбор на продукции проверенных производителей. Если такой возможности нет, надо внимательно проверять цанги, входящие в набор, на их соответствие требуемому качеству и стандартным размерам инструмента для фрезера.
Как выбрать цанговый патрон
Первое условие при выборе самозажимного патрона — крепление к шпинделю. Зажим может устанавливаться прямо на шпиндель, через переходник или накручиваться на резьбу.
Размер фланца: диаметр пояска для присоединения или параметры конуса Морзе. Не зная параметров конца фланца, патрон не подберешь.
Количество кулачков: в наборе может быть два, четыре, шесть. Цена изделия зависит от количества, формы и металла. В зависимости от вида работ можно приобрести крепеж из твердого сплава металла или мягкого.
Конструкция цангового патрона
Патрон состоит из зажимной гайки и набора цанг. Есть с выдвижной, втягиваемой или неподвижной цангой. По назначению цанги могут быть зажимными или подающими.
Подающая цанга — втулка из закаленной стали с 3 надрезами, формирующими своего рода лепестки с направленными в центр концами и пружинящие. Отверстие подающей цанги должно быть таким, чтобы заготовка плотно зажималась. Подающая цанга накручивается на вращающийся подающий шток, который подает заготовку, используя гидромеханический или кулачковый механизм. Во время установки заготовки в патрон ее конец Морзе задвигается между лепестками, разводя их. Под влиянием упругости лепестки плотно прижимаются к заготовке. Сцепление увеличивается во время обработки за счет сил трения.
Цельная зажимная цанга — это втулка с лепестками, пружинящими при воздействии. Для работы деталей диаметром менее 3 мм используются трехлепестковые цанги, от 3 до 80 мм — четырехлепестковые, более 80 мм — шестилепестковые. Сцепление увеличивается за счет уменьшения просвета прорезей во время втягивания цанги внутрь патрона.
Разъемная зажимная цанга — применяется для крепления деталей самого маленького диаметра. Кулачки такого патрона раздвигаются с помощью пружин. Разъемные цанги могут комплектоваться вкладышами на смену, их вид и габариты зависят от характеристик заготовки.
В цанговых патронах крепят и металлообрабатывающий инструмент (сверла, метчики, фрезы) с малым поперечником хвостовика Морзе. Резец закрепляется сменной цангой, дополнительно укрепляемой гайкой. Во время завинчивания гайки цанга утапливается внутрь, а будучи упругой, крепко зажимает хвостовик Морзе. Минус этого вида патрона в том, что под каждый диаметр резца необходима своя цанга.
В станках продольного точения самозажимной патрон используется для крепления обрабатываемой мини-заготовки. Устройство таких цанг несколько отличается от обычных. Вместе с ними для крепления заготовки могут применяться и обычные инструменты для зажима конуса Морзе.
Как работает цанговый зажим?
Выполнен в виде втулки с усеченным конусом, имеющим отверстие заданной конфигурации (круглое, четырехгранное, шестигранное и др.). Вдоль цанги сделаны пропилы, формирующие зажимные лепестки с коническими рабочими поверхностями.
Принцип работы устройства таков:
- при зажиме, в отверстие, образованное зажимными лепестками: вставляется заготовка;
- патрон закручивается по резьбе;
- коническая поверхность патрона наезжает на рабочую поверхность цанги;
- лепестки сжимаются, захватывая и центрируя заготовку; устройство зажимает предмет.
- извлекается деталь вращением патрона в обратном направлении и снятием его усилия с поверхности лепестков цанги.
Классификация
Приступая к монтажу бытовых коммуникаций, следует понимать, что детали для трубопроводов отличаются друг от друга и каждая из них имеет свое целевое назначение. Не запутаться в многообразии рыночного предложения помогает классификация по общим характеристикам.
Цанговые фитинги можно разделить по назначению на:
- газопроводные (пневматические);
- водопроводные (гидравлические).
Детали для газопровода имеют только одно уплотнительное кольцо на штуцере или не имеют такового. Пневматические фитинги по типу резьбы можно разделить на детали с трубной цилиндрической резьбой и на детали с конической резьбой.
По использованию фитинги делятся на три категории:
- предназначенные для жесткой трубы (металл);
- для полутвердых трубопроводов (металлопластик);
- для мягких труб (полимеры).
Цанговые фитинги из пластика не имеют накидной гайки. Они закрепляются посредством защелки корпуса детали непосредственно на цангу. Цанга имеет металлические зубцы, которыми прижимает мягкий полимер трубы.
По виду соединения:
- предназначенные для прямого участка – муфты простые, муфты переходные на разный диаметр, муфты переходные с трубы на шланг (со штуцером), муфты-заглушки;
- предназначенные для разводного узла – тройники, крестовины;
- предназначенные для поворота или обвода – уголки.
Для того чтобы выбрать фитинги требуемой конфигурации в достаточном количестве, следует иметь проект будущего трубопровода.
Как самостоятельно сделать патрон
Для выполнения работ по дереву, мягким металлам и пластмассам, домашнего изготовления печатных плат подойдет мини-дрель небольшой мощности, сделанная своими руками. Проще всего оснастить ее уже готовым мини-самозажимным креплением из ручки или карандаша. Но если таковых под рукой нет, мини-цангу совсем несложно сделать своими руками. Необходимы: паяльник, стальная проволока толщиной 1 мм, припой.
- из проволоки сворачивается спираль диаметром равная диаметру вала электродвигателя и сверла, с которым предстоит работать;
- спираль пропаивается, высокое качество соединений обеспечивается паяльным флюсом или КФЭТ;
- спираль надевается на вал и мини-цанга готова.
Видеоролик о том, как квалифицированный токарь по металлу сделал своими руками самозажимной патрон:
Цанговый зажим — это разновидность зажимных патронов, активно использующихся в токарных станках. он является самозажимным типом таких приспособлений, поскольку ему не требуется дополнительных деталей. Это простое и надежное устройство, которое отлично подойдет для токарного дела. О том, какие имеются особенности цангового зажима и как его грамотно выбрать, и пойдет речь в статье.
Как заменить на ручном фрезере
Замена цанги на ручных фрезерах – простейшая операция и состоит из следующих действий:
- Стопором в корпусе или ключом за пазы шпинделя (зависит от модели) фиксируется сам шпиндель.
- Полностью откручивается и снимается зажимная гайка.
- Вытаскивается цанга.
- Вставляется новая.
- Закручивается гайка.
Проблем не возникнет, если деталь точно подходит к зажиму этой конкретной модели. Важно, чтобы посадочное отверстие новой цанги по диаметру подходило к хвостовику фрезы, которой предстоит работать.
Гайка должна затягиваться достаточно плотно, но без фанатизма, чтобы не сорвать резьбу.
Назначение и виды цанговых патронов
Цанги, выступающие в роли зажимных элементов, обеспечивают фиксацию не только инструментов для фрезера, но и заготовок, которые подвергаются обработке. В патронах, оснащенных цангами, в частности, одинаково успешно могут фиксироваться заготовки, подвергаемые как черновой, так и чистовой обработке.
По своему конструктивному исполнению цанговые патроны делятся на несколько основных типов:
- втягиваемые;
- выдвижные;
- оснащенные неподвижными цангами.
Конструкция патронов с выдвижной и втягиваемой цангами
По назначению цанговые патроны могут относиться к подающим и зажимным. Первые представляют собой втулку из закаленной стали, на боковой поверхности которой выполнено три неполных разреза, формирующих пружинящие зажимные лепестки. Размеры внутреннего отверстия такого устройства, чтобы оно было в состоянии обеспечивать надежную фиксацию, должны строго соответствовать геометрическим параметрам обрабатываемой заготовки. Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень.
Преимущества цанговых патронов ER
В сравнении с фрезерным и винтовым патроном, термообжимной оправкой и другими вилами креплений цанговая конструкция имеет ряд преимуществ:
- Наименьшее биение, что увеличивает срок службы фиксируемого инструмента.
- Простота применения.
- Высокая надежность и простота обслуживания. Достаточно регулярной чистки и замены патрона, являющегося расходным материалом, для долгой и надежной эксплуатации.
- Высокая скорость обработки.
- Высокая модальная и динамическая жесткость соответственно при чистовой и черновой обработках.
- Небольшая стоимость.
Цанговые зажимы их виды, особенности применения советы по изготовлению зажимной цанги своими руками
Цанговый зажим — это разновидность зажимных патронов, активно использующихся в токарных станках. он является самозажимным типом таких приспособлений, поскольку ему не требуется дополнительных деталей. Это простое и надежное устройство, которое отлично подойдет для токарного дела. О том, какие имеются особенности цангового зажима и как его грамотно выбрать, и пойдет речь в статье.
В зависимости от предстоящих работ и предназначения станков все зажимные изделия можно классифицировать по следующим видам:
- Рычажные;
- Цанговые;
- Сверлильные, они же быстрозажимные;
- Клиновые и гидропатроны;
- Трех- и четырехкулачковые;
- Термопатроны и мембранные.
Сверлильные самозажимные патроны используются на универсальных или специальных токарных станках. Их применение позволяет перенести усилие зажима при меньшем крутящем моменте по сравнению со сверлильным патронами.
Самостоятельное изготовление
Для работы по дереву, металлу и пластмассам и для изготовления разнообразных печатных плат лучше всего подходит небольшая дрель. Оснастить ее следует готовым мини-креплением зажимного типа.
Но если такого под рукой не оказалось, то можно без проблем изготовить его самостоятельно. Здесь понадобятся паяльник, проволока из стали миллиметровой толщины и припой.
Далее процесс изготовления идет по следующей схеме:
- Сворачиваем из проволоки спираль. Ее диаметр должен быть равен диаметру вала электродвигателя и сверла, с которым необходимо будет работать;
- Пропаиваем спираль. Высокое качество обеспечивается паяльным флюсом или схожими вариантами;
- Затем надеваем спираль на вал — и мини-патрон для нашего сверла полностью готов.
Самодельные цанговые патроны прекрасно подходят при отсутствии готовых вариантов зажимов для дрелей и при наличии соответствующих навыков самостоятельного изготовления подобных механизмов. Незаменимыми они станут и в домашнем хозяйстве, когда требуется работа со специфическими деталями, а готовые зажимы могут не подойти по каким-либо характеристикам.
Зажимная цанга — важный элемент в токарных станках различных модификаций. С ее помощью можно производить работы по обработке и фрезеровке металлических и пластмассовых деталей. Кроме того, ее без проблем можно изготовить самостоятельно с применением подручных материалов.
Имеющееся на сегодняшний день разнообразие таких механизмов позволяет подобрать оптимальную модель зажима под персональные нужды
Также очень важно учесть способ его крепления к шпинделю и размеры фланца, так как без них подобрать цангу будет невозможно
Удачной работы с различными видами зажимов!
Виды и особенности
В зависимости от области применения, конструктивных особенностей механизма, цанговые патроны разделяются на несколько видов:
- ER цанги. С двумя точками зажима и сквозным отверстием, наиболее часто используемый вид;
- для метчиков. С пазом квадратной формы, компенсирующих ось;
- сквозные и глухие. Первые обрабатывают детали неограниченной длины, вторые подходят для заготовок ограниченного размера, например, заготовок, у которых один конец запаян;
- с одной и двумя участками зажима. Второй вид, по сравнению с первым, более надежно фиксирует деталь за счет удержания в двух точках оси.
Фиксаторы цанговых патронов бывают двух типов:
- зажимные. Втулка изготовлена в виде нескольких пружинящих, соответствующих размеру крепежа, лепестков. Трехлепестковая втулка предназначена для обработки заготовок диаметром до 0,3 см, четырехлепестковые — от 0,3 до 8 см, шестилепестковые — для деталей более 8 см в диаметре;
- подающие. Цанга из стали оснащена тремя продольными канавками, образующими лепестки со сближающимися окончаниями. Хорошо пружинящая особенность конструкции предполагает легкую установку, надежное удерживание заготовки необходимого диаметра в патроне. В процессе работы подающий механизм с накрученной цангой начинает двигаться, что способствует еще более плотному сближению лепестков.
Подающий тип патрона является более надежным, но требует наличия специального ключа для фиксации. Зажимные типы применяют в тех случаях, когда необходима частая замены фрез во время работы.
Цанговое соединение Трубы и сантехника
Пластиковые трубы с каждым годом приобретают все большую популярность, их активно используют для организации сетей как холодного, так и горячего водоснабжения, а также для монтажа отопительных систем.
Для объединения таких труб в системы и для их подключения к сантехническим устройствам применяют различные соединительные элементы, к которым относится цанговый зажим.
Фитинги цангового типа, при использовании которых не требуются специальные инструменты и сложное оборудование, способны обеспечить надежное и долговечное соединение элементов трубопроводов различного назначения. Применяться такие зажимы могут как для монтажа трубопроводов, так и для подсоединения к последним сантехнических устройств.
Прямой и угловой цанговые фитинги
Как самостоятельно сделать патрон
Для выполнения работ по дереву, мягким металлам и пластмассам, домашнего изготовления печатных плат подойдет мини-дрель небольшой мощности, сделанная своими руками. Проще всего оснастить ее уже готовым мини-самозажимным креплением из ручки или карандаша. Но если таковых под рукой нет, мини-цангу совсем несложно сделать своими руками. Необходимы: паяльник, стальная проволока толщиной 1 мм, припой.
Ход работ:
- из проволоки сворачивается спираль диаметром равная диаметру вала электродвигателя и сверла, с которым предстоит работать;
- спираль пропаивается, высокое качество соединений обеспечивается паяльным флюсом или КФЭТ;
- спираль надевается на вал и мини-цанга готова.
Видеоролик о том, как квалифицированный токарь по металлу сделал своими руками самозажимной патрон.
Вопрос о том, как изготовить цанговый зажим своими руками, актуален для тех, кто занимается ювелирным делом, гравировальными работами или изготовлением печатных плат и использует такую оснастку. Именно специалисты данных категорий чаще всего сталкиваются с поломкой цангового зажима, который можно заменить на новую серийную модель либо изготовить своими руками.
Существует несколько вариантов изготовления цангового патрона своими руками, каждый из которых отличается определенными нюансами. Однако по какой бы методике ни был изготовлен самодельный зажим, его цена будет выгодно отличаться от стоимости серийной модели.
Принцип работы цангового патрона
Патроны с набором сменных цанг используются для крепления осевых заготовок и резцов на фрезерных, токарных, сверлильных станках, оборудовании с числовым программным управлением (ЧПУ). Существует множество размеров и видов цанговых патронов, которые работают по одному принципу. Самозажимная гайка подает давление на торец цанги, которая передвигается в конусный проем, диаметр ее уменьшается за счет сдавливания, крепко удерживая хвостовой конец Морзе резака. Чтобы изъять резак или деталь свинчивается гайка, давление уменьшается и цанга разжимается.
Обычно такие крепления используют для обработки втулок, цилиндрических деталей с хвостовиком Морзе, прутков. Очень удобны они для вторичного крепления уже обработанной детали. Если профиль детали не соответствует форме входного отверстия патрона, используются сменные картриджи из набора.
Как работает зажимной цанговый механизм
Фрезерный или токарный патрон, основу которого составляет цанговый зажим, работает по следующему принципу:
· Самозажимная гайка, которую закручивают, создает давление на торец цангового механизма.
· Под воздействием давления цанга передвигается в отверстие конусной формы, что приводит к сжатию лепестков, из которых состоит ее рабочая часть.
· Сжимаясь, лепестки цанги надежно фиксируют хвостовик инструмента или заготовку.
Большим преимуществом цанговых патронов для фрезерного станка (или токарного оборудования), если сравнивать их с подобными устройствами других типов, является то, что инструмент или заготовка, которые в них фиксируются, отлично центрируются, что обеспечивает их минимальное радиальное биение. Кроме того, чтобы использовать фрезерный или токарный патрон цангового типа, нет необходимости применять специальные ключи, которые, как правило, часто теряются.
Центры
Для установки и закрепления заготовок на токарных станках используют различные приспособления (рисунок 31).
К основным типам приспособлений относят: двух-, трёх- и четырёхкулачковые патроны, цанговые и поводковые (рисунок 31, г) патроны, центры (рисунок 31, б, в), люнеты. Патроны закрепляют на шпинделе станка, а центры устанавливают в пиноли задней бабки или в отверстие шпинделя станка.
Рисунок 31. Приспособления к токарным станкам:
а) —
трёхкулачковыйсамоцентрирующий патрон;
б) —
центр обыкновенный;
в)
— центр вращающийся;
г)
— поводковый патрон;
д)
— люнет неподвижный
Кулачковые патроны подразделяют на самоцентрирующие, обеспечивающие при закреплении заготовки, имеющей цилиндрическую поверхность (наружную или внутреннюю), совпадение её оси с осью центров станка, и простые, не реализующие эту функцию.
Самоцентрирующие патроны в большинстве случаев изготавливают трёхкулачковыми (рисунок 31, а)
. Патроны этого типа удобны в работе, так как все кулачки, закрепляющие заготовку, перемещаются по радиальным пазам к центру или от центра одновременно и синхронно друг с другом.
Простые (несамоцентрирующие) патроны изготовляют обычно четырёхкулачковыми. Каждый кулачок в них перемещается своим винтом независимо от остальных. Это позволяет устанавливать и закреплять в патронах заготовки цилиндрической и не цилиндрической форм.
При обработке на токарных станках длинных и нежёстких заготовок применяют люнеты. Люнеты подразделяют на неподвижные (рисунок 31, д
), закрепляемые на станине станка, и подвижные, устанавливаемые на суппорт. Неподвижный люнет при обработке заготовки не меняет своего положения относительно станка. Подвижный люнет, используемый при продольном точении, перемещается вместе с суппортом.
Хомутики
Передачу вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка, осуществляют с помощью хомутика, который надевают на заготовку и закрепляют винтом 1, рисунок ниже — а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона. Более удобен в работе самозатягивающий хомутик, рисунок ниже — б), в котором хвостовик 2 закреплен в корпусе 5 подвижно на оси 4. Нижняя часть хвостовика 2, обращенная к заготовке, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на заготовку хвостовик 2 наклоняют в сторону пружины 3, которая после установки хомутика предварительно затягивает заготовку хвостовиком. В процессе обработки палец-поводок 1 патрона производит окончательную затяжку заготовки хвостовиком пропорционально силе резания.
а — обычный: 1 — винт; 2 — хвостовик; б — самозатягивающий: 1 — упор; 2 — хвостовик; 3 — пружина; 4 — ось; 5 — призма
Оправки
Есть ряд правил использования токарных оправок, способствующих повышению точности и чистоты обработки:
- Точность посадочного отверстия для установки державки не должна быть ниже седьмого квалитета, чистота поверхности — не хуже Ra 1,0.
- Позиционировать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки и гнезда станка должна быть максимальной. Это достигается при установке цилиндрической оправки в разрезной (цанговый) держатель.
- Для исключения деформаций и отжима инструмента в процессе резания, твердость материала, из которого изготовлена цанга держателя, не должна быть менее 43…47 HRC.
- Чем больше вылет оправки, тем надежней и точней должно быть ее закрепление. Крепить длинномерные державки с помощью поджатия винтами к V-образной или цилиндрической поверхности недопустимо. Для установки длинномерных оправок используют дополнительные опорные приспособления.
Корректность обработки заготовки зависит и от точности самого токарного оборудования. Тестирование и диагностика проводится с помощью контрольной оправки для проверки токарного станка. Она представляет собой цилиндрическую деталь, выполненную с высокой степенью точности. Контрольный образец, как правило, устанавливается в центры передней и задней бабок, затем индикатором, установленным на суппорт станка и передвигающимся вдоль оправки, определяется точность оборудования, сравнивается с допустимыми значениями, регламентированными стандартом.
Люнеты
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Установка неподвижного люнета осуществляется в несколько этапов:
1. Зафиксировать обрабатываемую деталь в центрах станка.
2. Предварительно настраивают все три кулачка прибора.
3. Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
4. Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Планшайбы
Планшайба представляет собой диск (чаще всего, чугунный, но встречаются варианты, выполненные из стали), который имеет в своём центре отверстие, ступицу (диаметр её может разниться), предназначенную для насадки на шпиндель токарного станка. Как уже было сказано выше, используется данная деталь в том случае, когда необходимо закрепить деталь не простой конструкции, но неправильной формы, либо же очень большого размера. Для этой операции планшайба может быть снабжена четырьмя или же шестью (опционально) канавками в виде буквы «Т» (канавками Т-образного профиля), плюс, несколькими сквозными отверстиями. Непосредственно процедура закрепления осуществляется с помощью нескольких планок или болтов, что располагаются обычно диаметрально противоположно. Вместо болтов могут применяться и другие детали, например, упорные стойки (или так называемые «уголки»), прихваты и накладки.
Фрезерный или токарный патрон, основу которого составляет цанговый зажим, работает по следующему принципу:
· Самозажимная гайка, которую закручивают, создает давление на торец цангового механизма.
· Под воздействием давления цанга передвигается в отверстие конусной формы, что приводит к сжатию лепестков, из которых состоит ее рабочая часть.
· Сжимаясь, лепестки цанги надежно фиксируют хвостовик инструмента или заготовку.
Большим преимуществом цанговых патронов для фрезерного станка (или токарного оборудования), если сравнивать их с подобными устройствами других типов, является то, что инструмент или заготовка, которые в них фиксируются, отлично центрируются, что обеспечивает их минимальное радиальное биение. Кроме того, чтобы использовать фрезерный или токарный патрон цангового типа, нет необходимости применять специальные ключи, которые, как правило, часто теряются.
Центры
Для установки и закрепления заготовок на токарных станках используют различные приспособления (рисунок 31).
К основным типам приспособлений относят: двух-, трёх- и четырёхкулачковые патроны, цанговые и поводковые (рисунок 31, г) патроны, центры (рисунок 31, б, в), люнеты. Патроны закрепляют на шпинделе станка, а центры устанавливают в пиноли задней бабки или в отверстие шпинделя станка.
Рисунок 31. Приспособления к токарным станкам:
а) —
трёхкулачковыйсамоцентрирующий патрон;
б) —
центр обыкновенный;
в)
— центр вращающийся;
г)
— поводковый патрон;
д)
— люнет неподвижный
Кулачковые патроны подразделяют на самоцентрирующие, обеспечивающие при закреплении заготовки, имеющей цилиндрическую поверхность (наружную или внутреннюю), совпадение её оси с осью центров станка, и простые, не реализующие эту функцию.
Самоцентрирующие патроны в большинстве случаев изготавливают трёхкулачковыми (рисунок 31, а)
. Патроны этого типа удобны в работе, так как все кулачки, закрепляющие заготовку, перемещаются по радиальным пазам к центру или от центра одновременно и синхронно друг с другом.
Простые (несамоцентрирующие) патроны изготовляют обычно четырёхкулачковыми. Каждый кулачок в них перемещается своим винтом независимо от остальных. Это позволяет устанавливать и закреплять в патронах заготовки цилиндрической и не цилиндрической форм.
При обработке на токарных станках длинных и нежёстких заготовок применяют люнеты. Люнеты подразделяют на неподвижные (рисунок 31, д
), закрепляемые на станине станка, и подвижные, устанавливаемые на суппорт. Неподвижный люнет при обработке заготовки не меняет своего положения относительно станка. Подвижный люнет, используемый при продольном точении, перемещается вместе с суппортом.
Хомутики
Передачу вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка, осуществляют с помощью хомутика, который надевают на заготовку и закрепляют винтом 1, рисунок ниже — а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона. Более удобен в работе самозатягивающий хомутик, рисунок ниже — б), в котором хвостовик 2 закреплен в корпусе 5 подвижно на оси 4. Нижняя часть хвостовика 2, обращенная к заготовке, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на заготовку хвостовик 2 наклоняют в сторону пружины 3, которая после установки хомутика предварительно затягивает заготовку хвостовиком. В процессе обработки палец-поводок 1 патрона производит окончательную затяжку заготовки хвостовиком пропорционально силе резания.
а — обычный: 1 — винт; 2 — хвостовик; б — самозатягивающий: 1 — упор; 2 — хвостовик; 3 — пружина; 4 — ось; 5 — призма
Оправки
Есть ряд правил использования токарных оправок, способствующих повышению точности и чистоты обработки:
- Точность посадочного отверстия для установки державки не должна быть ниже седьмого квалитета, чистота поверхности — не хуже Ra 1,0.
- Позиционировать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки и гнезда станка должна быть максимальной. Это достигается при установке цилиндрической оправки в разрезной (цанговый) держатель.
- Для исключения деформаций и отжима инструмента в процессе резания, твердость материала, из которого изготовлена цанга держателя, не должна быть менее 43…47 HRC.
- Чем больше вылет оправки, тем надежней и точней должно быть ее закрепление. Крепить длинномерные державки с помощью поджатия винтами к V-образной или цилиндрической поверхности недопустимо. Для установки длинномерных оправок используют дополнительные опорные приспособления.
Корректность обработки заготовки зависит и от точности самого токарного оборудования. Тестирование и диагностика проводится с помощью контрольной оправки для проверки токарного станка. Она представляет собой цилиндрическую деталь, выполненную с высокой степенью точности. Контрольный образец, как правило, устанавливается в центры передней и задней бабок, затем индикатором, установленным на суппорт станка и передвигающимся вдоль оправки, определяется точность оборудования, сравнивается с допустимыми значениями, регламентированными стандартом.
Люнеты
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Установка неподвижного люнета осуществляется в несколько этапов:
1. Зафиксировать обрабатываемую деталь в центрах станка.
2. Предварительно настраивают все три кулачка прибора.
3. Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
4. Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Планшайбы
Планшайба представляет собой диск (чаще всего, чугунный, но встречаются варианты, выполненные из стали), который имеет в своём центре отверстие, ступицу (диаметр её может разниться), предназначенную для насадки на шпиндель токарного станка. Как уже было сказано выше, используется данная деталь в том случае, когда необходимо закрепить деталь не простой конструкции, но неправильной формы, либо же очень большого размера. Для этой операции планшайба может быть снабжена четырьмя или же шестью (опционально) канавками в виде буквы «Т» (канавками Т-образного профиля), плюс, несколькими сквозными отверстиями. Непосредственно процедура закрепления осуществляется с помощью нескольких планок или болтов, что располагаются обычно диаметрально противоположно. Вместо болтов могут применяться и другие детали, например, упорные стойки (или так называемые «уголки»), прихваты и накладки.