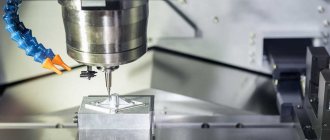
The development of technology has caused computers and other advanced technical means to be increasingly used in people's daily lives, as well as in industry. For example, in modern industrial enterprises you can increasingly find a CNC milling machine, which is controlled not by the operator’s hands, but using special computer programs and corresponding electronic devices.
CNC milling machine
Thanks to such a control system, the operation of the machine is greatly facilitated, and the human factor is eliminated from the process of manufacturing parts, which can have a negative impact on their quality and processing accuracy.
Description of milling machines
CNC milling machines are used in different types of processing. Often used for milling, cutting and processing wooden workpieces.
The device does the job more accurately, increasing the quality of product detail. Using milling and carpentry equipment you can create some decorative elements.
The original set of tools is rarely used during work. As a rule, experienced craftsmen use additional tools, which expands the functionality and allows them to work with complex workpieces.
These types of machines are not used in industrial enterprises. Buyers are owners of home workshops and small industries.
Selection of design features
The list of actions when developing and manufacturing a mini device for wood milling is as follows:
- First you need to decide what kind of work you are talking about. This will tell you what dimensions and thicknesses of parts can be processed on it.
- Make a layout and a proposed list of parts for a homemade desktop machine for making it yourself.
- Select software to bring it into working condition so that it works according to a given program.
- Purchase the necessary components, parts, products.
- Having the drawings, make the missing elements with your own hands, assemble and debug the finished product.
Description of design
There are many types of CNC milling machines for working with wood. They are different from each other, but similar in structure.
The main parts are the bed, supports, milling table, spindle, cutting tool. Some devices have additional equipment, the main part of which is the carriage. It allows you to work from different angles.
Details Description:
- Milling table - the basis of the structure, working area
- Calipers - used to secure working tools.
- Bed – holds together the structural parts.
- Spindle is a device that secures the workpiece during operation. Rotates the workpiece during operation. The higher the rotation speed, the higher the quality of the products.
- Cutting tool - used to process material.
Cutting tools are different in each type of equipment. Mainly used are knives, discs, cutters and drills.
One more detail: if you are purchasing a unit for high-precision machining, then pay attention to the spindle. Rotation speed directly affects processing accuracy.
Another advantage of CNC milling machines is safety. The tools have a safe structure and location.
How to learn to work on a CNC machine?
The ability to operate a machine opens up great opportunities for a person. In this article you will find brief basic information about what you need to know when working on a machine, what difficulties a machine operator may encounter and how best to structure your training.
To get started, you will have to master the control of the machine. Nowadays there are many different numerical control systems (Mach3, Linux CNC, USB CNC, Rich Auto, Fanuc, OSAI, Sinumerik, OSP, Heidenhain and many others). They all differ in appearance, have certain differences in functionality, have their own advantages, disadvantages, nuances, but, at the same time, they all work on the same principle. It is enough to study one CNC system to understand the operating principle of all the others.
The first thing the operator will have to deal with is turning on the machine. After power is applied and the control system is loaded, the stage of initialization (determination) of the initial coordinates of the position of the machine spindle starts. Any CNC machine has one constant zero point - machine zero. Its initialization occurs automatically when the machine is turned on, or manually using the “HOME” command. When this command is executed, the working parts of the machine alternately move along each axis to the limit switches. First of all, the movement occurs along the Z axis all the way up, then to the extreme position along the X, Y axis, etc. When the spindle reaches the extreme position along one of the axes, the limit switch is triggered and the machine zero is initialized.
If you take a standard three-axis or four-axis machine, then the machine zero is located in the corner of the table. All other basic positions of the machine are adjusted relative to this point. In particular, the coordinates of the position in which the tool is measured (if there is an automatic tool measurement function on the machine), the coordinates of the tool change point, the coordinates of other zero points that the operator sets for processing his parts. The presence of an unchangeable machine zero allows the operator to set not one, but many zero points for processing the workpiece in any convenient place on the workbench. Each zero point is registered in the rack as an offset from the machine zero. In English versions of CNC systems, the table of zero points is called “offset table”, i.e. "displacement table". By default, on the CNC system screen we see the coordinates of the current position relative to the zero of the part. The operator can always change the coordinate display mode to machine coordinates and view the current position relative to the machine zero.
SWITCHING THE COORDINATE DISPLAY MODE IN MACH3
This system of zero points is very convenient when executing control programs on a CNC machine. During program execution, there is always a need to make auxiliary movements (tool change point, tool “parking” point). Doing this at the zero point set by the operator is problematic, since we set it individually for each processing depending on the location of the workpiece on the table. This means that with each change in the zero point we would have to re-measure the coordinates to all auxiliary positions and manually enter them in the program. To avoid this, all such auxiliary movements are carried out in the machine coordinate system, since it is unchanging and the coordinates of any point in it are always the same. The processing of the part itself occurs relative to the zero point set by the operator, depending on the location of the workpiece. To switch between coordinate systems (zero points) during the execution of control programs, special commands are used that are embedded in the postprocessor when setting it up.
Any CNC system has three main operating modes:
1. Manual control mode (Manual). When the operator controls the machine from the remote control or keyboard. 2. Manual Data Input mode. When the operator controls the machine by entering commands into the console frame by frame and executing them. For example, turn on the spindle with a rotation speed of 15000 rpm (S15000 M3), move to a certain coordinate with a feed of 5000 mm/min (G1 X50 Y50 F5000), etc. 3. Automatic control mode (Auto) is the main operating mode of a CNC machine in which control programs are automatically executed. The operator always has the opportunity to interrupt the execution of the program, resume its execution, start execution from a given block, make adjustments to the program, etc.
To work comfortably and confidently on the machine, the operator will have to become familiar with these operating modes, learn how to set zero points, measure the tool, change it, quickly make an emergency stop of the machine if necessary, resume the operation of the machine after emergency stops and sudden power outages, etc.
In addition, you should definitely master control program codes. Knowledge of G-codes and M-codes, the ability to read a program allows you not only to independently make changes to the control code without leaving the machine, but also help to avoid dozens of questions during work. If this knowledge is not available, then any error may be incomprehensible to the operator, and, most often, he will not be able to solve the problem on his own.
To study all these issues, there are special manuals (instructions). If we are talking about working with the CNC system of a machine, then for each CNC system there is its own “Operation Manual”, which can always be found in the public domain. If we are talking about studying programming (G-codes, M-codes), then there are a huge number of books, instructions, articles on the Internet on this topic, and it will not be difficult to study this issue if you wish. The G-code is based on a single standard, so it is the same for all CNC systems (except for the Heidenhain system), but differences and nuances still exist. To take into account such features, you can refer to the “Programming Guide” that goes with your specific CNC system.
As an example, I will give a manual for the Mach3 system (direct link to download the document from the official website of the Mach3 developers), which includes both questions related to the operation of this control system and information on programming using G-codes and M-codes, in relation to this control system.
Best wishes!
Author: Dmitry Golovin Top
Safety precautions when working with a CNC router
When working with technical equipment, adhere to certain rules. This is not only related to operational efficiency, but also to safety.
Working with technical equipment is dangerous, and following safety precautions reduces the risk of harm to health.
Safety rules:
- Start work only in special uniform. The CNC machine operator will need to touch sharp objects. Touching with bare hands increases the risk of puncture and cutting wounds.
- The working space should be 2 times larger than the size of the machine. This is necessary to distance yourself from the workplace in critical situations.
- Fire resistance of walls, floors and ceilings. Reduces the risk of fire.
- The floor must be level. Required to securely secure the device.
- Availability of good lighting.
Selection of components
For guides, steel rods D = 12 mm are used. For better movement of the carriages, they are ground. Their length depends on the size of the table. You can use hardened steel rods from a dot matrix printer.
Stepper motors can be used from there. Their parameters: 24 V, 5 A.
It is advisable to secure the cutters with a collet.
For a homemade mini milling machine, it is better to use a factory-made power supply, since the performance depends on it.
The controller must use capacitors and resistors in surface-mount SMD packages.
CNC machine for metal: what is it?
Devices with numerical control are designed for processing and cutting metals without operator intervention in the technological process. The process is fully automated, which significantly reduces the likelihood of defects in production and reduces time costs.
CNC metalworking machines are indispensable in mass production, where it is extremely important to produce a large number of identical products without loss of quality.
CNC metalworking machines are divided into several types:
- vertical,
- horizontal,
- longitudinal,
- widely universal,
- instrumental.
Metalworking Trends and Applications
Today, the industry continues its development, and the attention of developers is focused on creating high-speed devices with 5 axes. Parts created on such machines are highly accurate and are extremely in demand in high-tech industries - space, mechanical engineering, etc.
3D milling cutter AMAN AM30 Jewel
- Dimensions, mm 290 x 270 x 280 mm
- ArtCut Engrave software (compatible with almost any CAM system)
- Weight, kg 20
- Drive Motors Stepper Motors
- G-code control code
- USBCNC microcontroller
- Spindle power 200 W, 8000 rpm
- Processing of rings 10-40 mm (external/internal diameter), processing width - 1-20 mm
- Axes 3
- Working area 80 x 80 x 70 mm
- Resolution, mm 0.00125
- Required operating system Window 2000/XP/7
- Price 170,000 rub.
Go to product
Important equipment parts
Usually the bed is made cast. The design is very rigid and has damping potential. If the shape of the frame has a complex structure, they resort to welding.
Any machine tool must have sliding guides. Due to the force of friction, the speed of movement of the working mechanisms becomes minimal. Linear guides provide high precision movement.
For processing, the workpiece is fixed in a machine spindle, which has several types:
- Rotor with electric motor.
- Rotation is carried out using a belt drive.
The rotor spindle rotates at a speed of 100 thousand rpm. min. This mechanism is installed on machines that process complex stamps, as well as various molds.
Belt drive does not develop such high speed. Usually about 15 thousand revolutions. It is designed to work with simpler parts.
Basic milling methods
A modern 3D CNC machine for metal processes material using a cutting element, which is a saw with a large number of small teeth of high strength. In addition to engraving, the item may need to be sanded to ensure a smooth finish.
For milling work, as a rule, a conventional machine with a control unit is used, which is “adjusted” to the needs of production. The required algorithm is prescribed, which subsequently guides the program and, according to it, begins to “dictate” to the device the process of processing the workpiece. Thanks to this, the likelihood of finished products being defective is minimized.
A defective product can be received for two main reasons. First, the workpiece was of poor quality. Secondly, the program was written incorrectly. Unlike manual metal processing, where product defects reach 30%, the use of a special milling machine reduces this figure to a minimum.
Technology and processing features
Metalworking on CNC machines requires the correct setting of algorithms. The equipment can move along guides in different directions and perform various technological operations:
- Countersinking, drilling and reaming work.
- Milling of parts of different shapes.
- Turning of cylindrical workpieces.
These tasks are performed on machine tools that have three coordinate axes. If the installation has 5 coordinate axes, it becomes possible to perform more precise processing of metal workpieces.
After carrying out the work, the operator needs to turn off the equipment and clear the work areas of accumulated debris. It is necessary to lubricate moving mechanisms with machine oil in a timely manner and update the operating system. Check the integrity of the equipment before starting work. When uncharacteristic sounds or processing errors appear, you need to check all installation elements and double-check the correctness of the program settings.
CNC machines are gradually replacing manually controlled models. This is due to the fact that process automation increases productivity, accuracy of work, and speed. The operator needs to perform a minimum of actions. However, the high cost does not allow anyone to buy such models. Additionally, you need to understand how to configure the operating system.