A drilling and milling machine, which uses both a milling cutter and a drill as a working tool, is a universal device. Due to this, such machines are used in various fields of activity.
One of the types of drilling and milling machine
A drilling and milling machine, used primarily for processing metal workpieces, can be additionally equipped with numerical control, which improves the quality of technological operations and the accuracy of the geometric parameters of the finished product. On drilling and milling machines, you can efficiently and accurately process parts with curved surfaces, regular and irregular shapes, carry out precise calibration, form holes, cut threads in them, make grooves with a smooth inner surface and ridges of even very small sizes. In addition, drilling and milling machines are successfully used for processing elements of spline and tongue joints.
Modern manufacturers producing such machines offer a wide variety of modifications. Models of drilling and milling machines equipped with CNC systems are considered high-tech. Such models, in addition to high accuracy and maximum productivity, are also convenient because the influence of the human factor on them is minimized during processing.
Very popular are machines that can be installed and fixed on a flat metal surface using a magnetic base. The sole allows you to fix the machine not only on the surface of a metal work table, but also directly on the workpiece being processed, if its surface area allows this.
How are they built?
Any metal drilling and milling machine, regardless of modification and configuration, has several standard components that determine its capabilities.
Base
The type of base depends on the drilling and milling machine itself. If this is a tabletop option, then the base is low and flat. If the drilling and milling machine is floor-mounted, the base is in the form of a cabinet. There may be stiffening ribs at the bottom of the base. The work table of such a machine is a three-dimensional structure with increased reliability parameters.
Column
The column moves along guides. They are mounted on a cast frame. The column of a drilling and milling machine consists of upper and lower parts, which are interconnected. The drilling head moves along the column itself. A support with a spindle is also located here.
Caliper
Due to the movement of the support along the column, the tool moves vertically; the spindle moves horizontally due to the support guides perpendicular to the table. Using a chuck, tools, cutters and drills are attached to the spindle.
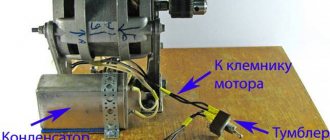
Electric motor
The drilling and milling machine can be equipped with one or two electric motors. They carry out vertical and horizontal movement of the spindle. The motor is combined with a ball screw drive using a coupling, usually split.
Rotation from the electric motor to the spindle is carried out through pulleys and a toothed belt. Depending on the type of equipment, engine power also increases. Industrial drilling and milling machines require more powerful electric motors than those used at home.
Transmission
The gearbox of a drilling and milling machine allows you to select the required rotation speed of the tool without any intermediate steps. The shift dial is turned using the speed indicator.
Control block
Depending on the model, the design of the control unit of the main components may vary, but for the most part all the main elements are the same:
- handle for switching vertical and transverse gears;
- switch for cooling system;
- stop and emergency stop buttons;
- spindle start button;
- manual movement of the trunk;
- flywheel for manual longitudinal movement of the table;
- swivel slide clamp.
Many modern broom drilling and milling machines are additionally equipped with numerical program control, which ensures higher equipment productivity and precision processing of parts.
Spindle unit
The spindle assembly is attached to the spindle head housing. The spindle rotates directly in the unit body on high-precision angular contact bearings. There are 2 keys located at the lower end of the bearing. They are necessary to transmit working torque to the tool. Directly inside the spindle there is a tool clamping mechanism, which consists of a rod with a set of disc springs.
Table
This is a three-dimensional structure that is made of metal by casting or pressing. Some models of metal drilling and milling machine include a magnetic base. This makes the equipment more mobile and compact. Also, the magnetic sole helps you work with the tool in different planes.
The role of coolant and chip breaking
The biggest obstacle when making deep holes is chips:
- How can I get them out without jamming?
- How to prevent damage to the hole surface?
The choice of tools, drilling method and coolant supply matters.
Certain types of tools have inherent advantages for deep holes. Parabolic flute twist drills change geometry to optimize chip removal from deeper holes. Gun drills and BTA drills are designed for deep hole machining and especially for chip removal.
Coolant is critical for chip removal. The best approach is to apply coolant with as much pressure as possible to the tool tip. The high pressure coolant directly at the tip creates significant force to push the chips up and out of the hole.
The coolant through the spindle delivers pressurized coolant through holes drilled along the length of the drill. This helps remove chips from the bottom of the hole and really makes drilling deep holes easier.
Through-holes for coolant in spindle with twist drill
Peck drilling cycles are chip breaking and chip removal. Each step usually breaks the chip. Long, fibrous shavings cling to everything and are more difficult to remove. Compact chips can be removed more efficiently from deeper holes. The deeper the hole, the more often the twist drill must peck to keep the chips compact.
In addition, the height of the exit from the hole is important. The higher height helps pull chips out of the hole. But this slows down the work as the drill goes deeper, and you also have to be careful not to go all the way out of the hole. An open hole means that chips have reached the very bottom, from where they must be removed a second time.
Deep hole cycles use custom g-code to optimize strategy as the hole gets deeper and deeper.
What kind of metal work can be done
Drilling and milling machines for metal are capable of performing almost any drilling and milling operations. The high functionality of the unit is due to the high speed of the spindle with the tool. If a metal drilling and milling machine is equipped with CNC, the processing will be more accurate and the quality of the resulting product will be higher.
Drilling
On a metal drilling and milling machine, you can perform both blind and through drilling. The hole is obtained with an exact size only if the preparatory and main work is strictly carried out. When carrying out through drilling, it is necessary to switch the automatic transmission to manual at the moment the drill comes out of it. This will ease the pressure on the drill. During the process, it is necessary to periodically remove the drill from the hole and remove chips from there.
Milling
Depending on the operations performed on a metal drilling and milling machine, the equipment changes. For milling, various grinding wheels of conical and disk shapes are used. They allow grinding both along the plane and inside the holes. The accuracy of milling depends on the specific model. The configuration of metal parts that are made using copiers depends on the accuracy.
Boring
Boring is the process of increasing the diameter of a hole, as well as cleaning it. For through boring, through cutters are used; when boring blind holes, through stop cutters are used. Boring is less productive than drilling, but at the same time allows you to process parts with a large diameter.
Thread cutting
A tap is used to cut threads. It is used for internal metric threads. Taps can be of two types: for roughing and finishing work. We select the diameter of the drill depending on the diameter of the thread and its pitch. It is impossible to make a blind thread without the reverse function. A through one can also be done on a machine where there is no reverse, but in this case, the tap must be pulled out manually.
Grooving
A groove is a recess of metal in a part that is limited by shaped or flat surfaces. The groove can be:
- T-shaped;
- dovetail;
- shaped;
- end-to-end;
- open or closed.
Shaped, disk and end mills are used to cut grooves. When milling precise slots, the size of the disk cutter should be less than the width of the slot. To mill special profiles, for example, dovetails, it is necessary to use vertical or longitudinal milling machines in 3 or 2 transitions.
Spline milling
There are 3 types of spline connections:
- straight-sided;
- triangular;
- involute.
Splines are used to transmit rotational motion between shafts and bushings. Spline cutting occurs in several stages, which include roughing and finishing, slot milling, deburring, grinding and heat treatment.
Comb cutting
This is another operation that, along with cutting splines, is performed on a metal drilling and milling machine. The part is processed on three sides. To process long parts, a spindle and support mounted on a table are used.
How “depth” affects the choice of method
Most tool manufacturers consider any depth that is more than 3 to 4 times the diameter of the twist drill to be a deep hole. There are various fancy geometric shapes, such as parabolic flute drills, that will help you go deeper, but they also have a limit.
Here is a chart to help you choose the most suitable technique for drilling deep holes:
Hole depth
Capabilities of CNC models
More and more models of modern metal drilling and milling machines are being used using CNC. This expands production capabilities. Program control has several obvious advantages:
- it is enough to use one operator who can operate several machines in parallel;
- the accuracy and quality of part processing increases;
- productivity increases by an order of magnitude;
- Such machines have advanced functionality.
In fact, the drilling and milling machine works independently according to the program established by the operator.
Turning metalworking technologies
The definition of turning work given above is greatly, very greatly, simplified. One list of all possible turning technological operations will take almost one country of text. The list will include roughing, finishing, contouring, face and longitudinal turning.
Processing technologies vary according to the type of machine tools, the type of cutters, the method of process control (manual, CNC), even the type of metal.
However, in principle, processing on a lathe will remain unchanged: the part rotates, and the cutter or cutters move horizontally along the rotating part.
The struggle for speed in turning goes towards changing the cutters, using two or more cutters at once, using turrets with sets of cutters, and using CNC machines. You can view the machines on the website https://laserprocessing.ru.
Related articles: Timeless twig fence
What criteria should you rely on when choosing?
First of all, it is important to consider for what work the equipment is purchased. For use in a small workshop, you should not buy an overly powerful drilling and milling machine. It is necessary to evaluate the dimensions of the equipment, as well as the table on which it will be located.
It is necessary to choose a specific model based on its functionality, since they may differ. It is not necessary to pay attention to expensive equipment, since it may not justify itself.
Milling metalworking technologies
With this technology it's the other way around. The part is fixed in a conditionally stationary frame, and cutters (milling cutters) process its surface.
Milling is used for tooling and mold making, prototyping, automotive, medical technology, aerospace, or consumer goods manufacturing.
In modern CNC machines, metalworking milling technologies make it possible to process a workpiece along five axes at once.
Milling 3D and 2D machining are favorite topics for CAD/CAM software programmers.