Good time. I read a lot about how to weld a package of several strips of metal (special thanks to Nozhedel, he has a lot of photos and the clarity makes a lot of things clear), so everywhere flux or borax is involved in the process, I tried to read about flux on the Internet and almost lost my mind, what did I do? The search didn’t give me any results, but no one has heard of borax in our area, and I don’t know where to get such an animal. True, I recently found something in one fashion store (a jar is approximately the size of Chinese star balm, about 25 grams, costing 115 rubles). If this was the drill that they write about here, then I probably won’t be able to cope financially (I’ve overcome the crisis). In this regard, the actual question is: is there any alternative way to weld a bag without borax.
Well, how to cook carbon without borax, with sand, in my opinion, LBA wrote in Anton’s thread, about a blacksmith who cannot forge without forging.
What's the problem with borax? Medtekhnika stores have it; dental technicians use it for soldering with a torch with carbide solders. I won’t say anything about the price, I don’t remember, but when I looked at the costs, about a year ago, it didn’t seem ruinous.
Borax
from medicine:
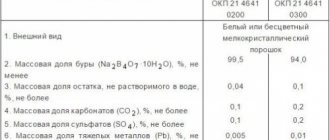
INCI classification name: Borax Other names: Sodium borate, Borax, Sodium tetraboric Characteristics: Colorless transparent, easily weathered crystals or white crystalline powder. Soluble in water (1:25 in cold and 2:1 in boiling), glycerin, insoluble in alcohol. Aqueous solutions have a salty-alkaline taste and an alkaline reaction. Density: 1.73
Properties: Emulsifier, preservative, cleansing agent. Antiseptic (disinfectant) agent. Often used as a component of bath salts, borax softens water.
Areas of application: Borax is a natural mineral widely used in the cosmetics industry. Used in creams, lotions, shampoos, gels, salts and bath bombs. In combination with citric acid in bath bombs, it gives a bubbling effect; when mixed with water and guar gum, it can be used as a shower gel.
Medicinal use. Used externally as an antiseptic in adults for rinsing, lubricating the skin (for diaper rash, bedsores), douching (rinsing the vagina with a stream of liquid). Method of administration and dose. 1 tablespoon per 1 glass of water for rinsing. For douching, 4-5 tablets per 1 liter of water.
Concentration and methods of use: In cosmetics - no more than 5% Dilute in hot (75.C) water and then add to cream.
For medicinal purposes, it is used in the form of a 3-5% solution for washing and lubricating the oral cavity, nose and nasopharynx for various infectious diseases (tracheitis, runny nose, stomatitis, etc.).
Precautions and contraindications: Avoid contact with eyes, do not apply orally or directly to the skin (may cause irritation). Keep out of the reach of children and pets
Storage: 2-3 years. Store in a dry place.
Borax
From chemistry and other information:
Borax (sodium tetraborate) Na2B4O7. H2O is a salt of tetraboric acid. Ordinary borax (hydrate decahydrate) forms large, colorless, transparent prismatic crystals; base-centered monoclinic lattice, a = 12.19 Å, b = 10.74 Å, c = 11.89 Å, ß = 106O35´; density 1.69-1.72 g/cm3; In dry air, the crystals erode from the surface and become cloudy. When heated to 80°C, decahydrate (from the Greek deka ten - in compound words means ten, tenfold) loses 8 molecules of water; at 100 degrees, slowly, and at 200°C, another water molecule is quickly split off; in the range of 350–400°C, complete dehydration occurs.
Solubility of borax (in anhydrous salt per 100 g of water): 1.6 (10OC), 3.9 (30OC), 10.5 (50OC). The saturated solution boils at 105°C.
Borax hydrolyzes in water, so its solution has an alkaline reaction. It dissolves in alcohol and glycerin. Completely decomposes with strong acids:
Na2B4O7 + H2SO4 + 5H2O = Na2SO4 + 4H3BO3.
With the oxides of some metals, borax produces colored borates (“borax pearls”):
Na2B4O7 + CoO = 2NaBO2 + Co(BO2)2,
which is used in analytical chemistry to discover these metals.
When a solution of ordinary borax is slowly cooled at 79°C, octahedral borax Na2B4O7 begins to crystallize. 5H2O (or “jewelry borax”), density 1.815 g/cm3, stable in the range 60 - 150°C. The solubility of this borax is 22 g in 100 g of water at 65°C, 31.4 at 80°C and 52.3 at 100°C.
Borax is the most important flux that facilitates the smelting process. When cooled, molten borax forms a glaze on the walls of the crucible, protects the melt from oxygen and dissolves metal oxides.
With the slow thermal dehydration of ordinary borax, a pyroborax with a density of 2.371 g/cm3 and a melting point of 741°C is obtained. Borax melts and breaks down into sodium metaborate and boron trioxide, which mix in a liquid state:
Na2B4O7 → 2NaBO2 + B2O3.
Boron oxide, combining with metal oxides, forms metaborates in the same way as boric acid. Sodium metaborate easily mixes with newly formed metaborates and quickly removes them from the molten metal zone, and new active boron oxide molecules take their place. Borax has a greater ability to dissolve oxides than boric acid, and is used not only as a melting reducing flux, but also as the most important flux for brazing.
Ordinary borax is obtained from boric acid, from tincal, kernite and some other minerals (by recrystallization), as well as from salt lake water (by fractionated crystallization).
Borax is widely used in the preparation of enamels, glazes, in the production of optical and colored glasses, in welding, cutting and soldering of metals, in metallurgy, electroplating, dyeing, paper, pharmaceutical, leather industries, as a disinfectant and preservative and fertilizer
Borax
for Dummies":
Sodium tetraborate (“borax”) -Na2B4O7, a salt of a weak acid and a strong base, a common boron compound, has several crystalline hydrates, and is widely used in technology.
The term “Borax” is used in relation to several similar substances: it can exist in an anhydrous form, in nature it is more often found in the form of pentahydrate or decahydrate crystalline hydrate:
Anhydrous borax (Na2B4O7) Pentahydrate (Na2B4O7.5H2O) Decahydrate (Na2B4O7.10H2O) However, the word borax most often refers to the compound Na2B4O7.10H2O.
What and why is metal sprinkled during forging?
Since at a temperature above the start of forging, intense scale formation occurs and the metal can be burned, then to reduce scale, facilitate its removal and protect the metal from burning, the workpiece is sprinkled with flux. Flux is sprinkled onto the workpiece during the period of heating it to a temperature of 950 ... 1050 ° C.
Interesting materials:
How are we walking in May? How are we walking in May 2022? How is the country celebrating New Year 2022? How does ibuprofen affect blood pressure? How does ginger affect the kidneys? How does inflation affect the exchange rate? How is the length of sick leave calculated? How to search for a picture by picture? How to search for songs in Shazam? How to search a site by image?
Flux compositions
There are several flux options. They differ from each other in composition.
- River sand. A number of requirements apply to this composition. Before using river sand as a flux, it is recommended to carry out preparatory measures: separate it from clay and other unwanted impurities, rinse and dry well. Ideally, it should be clean, small, without lumps.
- Silicate sand and soda. This composition was popular before, but now blacksmiths began to use it much less often. It has become difficult to buy components, and additional time has to be spent on preparing the composition. A modern analogue of such flux is ground glass.
- Borax and river sand. In order to understand in detail the composition of this flux, it is necessary to understand that borax is the chemical element sodium tetraborate. This option can be called improved compared to river sand. Its advantage is that borax cleans the metal better and removes slag.
- Pure borax . This flux is used if very high temperatures are reached during operation. In this case, the sand may begin to melt, and the drill will continue to cope with the task.
Such compositions are suitable for almost any hot metal during forging, including for processing Damascus.
It is noteworthy that the simplest flux can be prepared independently at home. To do this, you need to go to the river bank and collect the required amount of river sand.
Of course, it cannot be used in this form, since it is raw and may contain unwanted impurities (clay, small stones) and some additional debris.
The sand preparation process consists of several stages.
- All sand must first be sorted out to remove small debris . These could be tree leaves, sticks, stones, etc.
- At the next stage, the sand must be sifted again. It should now become more crumbly. But even in this form, using it as a flux is highly not recommended.
- The next stage is the most difficult and time-consuming, since during it you will need to rinse the sand well several times. At the exit, the finished material must be clean. The essence of washing is not only to cleanse, but also to remove unwanted impurities, such as clay.
- Now the sand needs to be thoroughly dried in small batches. This can be done either naturally, for example, in the sun, or manually (calcining sand in a frying pan or baking sheet).
Tips for using powders
The vast majority of metals that are used as primary raw materials to create forged products are highly reactive. When metal is processed during forging, an oxide film is deposited on it. Even if the blacksmith previously removed it in one of the possible ways, after a few minutes it can form again.
Aluminum compounds are especially active in this regard . A film forms on such surfaces quite quickly, so the use of flux in this case is simply necessary. During forging, flux is mixed with scale and forms a protective mixture that prevents the re-formation of the oxide film.
Thanks to this, the forging process becomes more comfortable and of higher quality.
It is important to choose the right quality flux. But even this is not enough if the master himself makes some mistakes during the metal processing process. To prevent this from happening, it is recommended that you familiarize yourself with the features and recommendations for using fluxes.
The incandescence temperature during the forging process directly depends on the material being processed. Before heating a particular metal, you should study the conditions for its processing. It is important to ensure that during the heating process the metal gradually begins to acquire a yellow tint.
After the metal has heated up to the required temperature, it is necessary to promptly remove it from the forge. At this moment, treatment with prepared flux will be required. As mentioned above, it can be either ordinary river sand or sand mixed with borax. This processing step cannot be skipped, since any flux acts as a reducing agent that prevents subsequent oxidation of the metal surface being processed.
Once the work surface has been treated with sufficient flux, the metal must be placed back into the forge. Important: if the metal begins to spark in the forge, this indicates either overheating or poor quality of the mixture. If the flux has been selected correctly, then with it the process of forging various products will become simpler and more comfortable. And the product itself will be of high quality and attractive appearance.
Source of the article: https://stroy-podskazka.ru/kovka/chem-posypayut-metall/
Temperature of forge welding steel
For forge welding, the part is heated to a temperature close to the melting point: steel with a content of 0.1% carbon - up to 1400-1450 ºC, steel with 0.4% carbon - up to 1320-1370 ºC. It is important to determine these temperatures as accurately as possible, since insufficient heating will lead to lack of penetration, and excessive heating will lead to burnout or even melting.
Experienced blacksmiths detect the required temperature by the color of the heat: about 1300 ºС - bright yellow, and about 1400 ºС - already bright white. When the desired temperature is reached, forging must begin immediately, as prolonged exposure can lead to burning of the steel.
Forge welding steel
Forge welding –
This is the process of permanently joining heated pieces of metal using external pressure.
It is also called forge welding
. When heated to certain temperatures, steel becomes doughy. Pieces of such steel, pressed tightly against each other, weld quite normally.
This technology has been known since ancient times. To make spears and swords, as well as sickles and scythes, ancient craftsmen took small amounts of valuable and rare high-carbon steel to make a point or blade, and then set it into softer, cheaper iron. Then all this was heated to a high temperature and carefully forged until a single solid product was obtained.
Ancient iron, even before the Bessemer process, was called wrought iron because it was obtained by forging, that is, essentially the same forge welding, from several small pieces of so-called puddling iron.
Until recently, forge welding was widely used in rural and collective farm forges for repairing agricultural machinery.
Forge welding butt, lap and girth
The ends to be welded are thickened in order to bring the cross-section to the specified cross-sectional size of the ring when forging after welding. Most often, forge welding is performed butt, lap, or girth (Figure 1). In all cases, the ends have a convex shape. This is necessary so that the slag that forms during welding is squeezed out.
Figure 1 - Preparation of ends for forge welding: a - butt, b - lap, c - girth
Forge welding is used, for example, in the manufacture of rings (Figures 2 and 3).
Figure 2 – Ring made using forge welding
Figure 3 – Making a ring by forge welding
Other methods of forge welding are split welding and welding using so-called checkers.
About tetraborate and decahydrate
Borax has a serious scientific name because it is nothing more than a combination of a weak acid and a strong base. The name is difficult to remember the first time: sodium tetraborate decahydrate.
This mixture, which cannot be called explosive, is part of all effective fluxes and slag mixtures for forging or soldering complex and capricious metals such as copper, its alloys, cast iron, and steel.
Flux for forge welding is a special technological merit of borax, which needs to be discussed separately.
Forging or forge welding with borax
The forging process is characterized by strong heating of the workpieces - these are important technological nuances. As a result of such heating, a significant layer of scale is formed on the surfaces of the metal parts being welded until they burn out.
This is where borax comes into play as a savior: metal surfaces are covered with a layer of a mixture of sand and borax - an excellent flux is obtained.
To understand and appreciate the method using borax flux, you need to understand the process itself. Forge welding is a mixed physical method of influencing metals to join them.
Its essence is mechanical action in the form of blows from a forge hammer combined with heating to increase the ductility of the metal.
Forge welding is used for welding steel alloys with the lowest possible carbon content - at the level of 0.3%. High-carbon steels are not suitable for forging; their weldability is too low for this purpose using this method.
A mandatory requirement before the process is to thoroughly remove any contaminants and oxide films from the surfaces of the workpieces.
It should be noted that forge welding, in principle, does not produce strong metal joints; it is far from the most reliable method of forging. In addition, when using it, you cannot do without the professionalism of a blacksmith - without this nothing will work.
Therefore, it is practically not used for industrial purposes and in factories. But when it comes to repair work in the field and in unfavorable conditions, this method is used quite often.
Warm it up thoroughly
The parts are heated in furnaces or furnaces. The amount of fuel must be precisely calculated - no more and no less. The best fuel for forging is charcoal and coke. But in practice, ordinary coal is more often used.
Metal parts are loaded into the forge only after the coal has completely burned out, so that sulfur is removed from it, the presence of which has a bad effect on the quality of the compound.
The heating temperature of the parts must be higher than the level at which forging begins. The level of heating temperature in figures depends on the percentage of carbon in the steel: the lower its content in the alloy, the higher the heating temperature must be raised to melt.
For low-carbon steel, heating should be no lower than 1350 - 1370°C, the distinguishing feature is the shining white color of the metal. If the steel contains a high proportion of carbon, heating to about 1150°C is sufficient, the color will then have a yellow tint.
Safety and storage rules for borax
The forging drill does not pose any particular danger from the point of view of explosions or fires. Moderate toxicity is observed due to the boric acid content. Borax can enter the body through the respiratory tract in the form of dust or aerosol spray, as a result of which the mucous membranes can be irritated.
In large quantities, borax can cause poisoning. Therefore, it is not recommended to drink, smoke or eat while working with borax. Personal protection is nothing unusual: it is overalls, safety glasses, work gloves, etc.
Borax should be stored indoors and always in packages - no spills. Typically, storage is carried out in special containers that should stand on a hard surface. The shelf life of borax is only six months, which must be taken into account when planning purchases and use.
Source of the article: https://tutsvarka.ru/kovka/bura-dlya-kovki