Metal rolling temperature
The rolling temperature of metals - steel, aluminum, copper - is usually divided into two main intervals:
- cold processing;
- hot processing.
Cold rolling occurs at relatively low temperatures relative to the melting point of the metal. Hot rolling is carried out at temperatures above the recrystallization temperature of the metal. There is also a third temperature range - warm rolling, which is caused by the need to save energy and in some cases is used in industry.
Main areas of application of rolled metal products
Hot rolling is used primarily to produce sheets or simple sections such as railroad tracks. Other typical applications for hot rolled metal coils:
- Frames for trucks.
- Automotive clutch discs.
- Wheels and rims.
- Pipes and tubes of water heaters.
- Dies, compressor housings.
- Elements of railway cars.
- Doors and racks, fencing discs for streets and highways.
Typical applications for cold rolled steel include:
- Metal tables.
- Filing cabinets.
- Tables, chairs, motorcycle exhaust pipes, cabinets.
- Shelves, lamps, hinges, pipes.
- Steel drums.
- Grass mowers,
- Metal containers.
- Fan blades.
- Frying pans.
- Wall and ceiling mounting kits.
- Various construction related products.
Cold rolling
Cold rolling usually refers to the plastic deformation of metal at room temperature. The phenomena that are associated with cold working occur when a metal is deformed at temperatures around 30% and below its melting point on an absolute scale of measurement. During cold working, an increasing number of dislocations appear in the metal. The entanglement of these dislocations causes hardening of the metal - cold hardening or strain hardening. During strain hardening, the strength of the metal increases with increasing deformation.
Rolled metal: review of hot and cold rolling technologies
Rolled metal is a product of the metallurgical industry, produced in rolling mills, where rotating rolls deform the metal billet.
The level of rolling temperature - cold, warm or hot - determines the properties of the future product. Understanding these characteristics of rolled products allows you to optimally select rolled metal for given needs, as well as rationalize the cost of raw materials. In other words, application with knowledge of the properties and characteristics of hot-rolled and cold-rolled steel will help designers and engineers achieve the best results - and at the most favorable price for rolled metal.
Hot rolling
Hot rolling occurs at temperatures 60% or more of the melting temperature of the metal on an absolute scale. At elevated temperatures, the metal reduces its strength, which makes it possible to reduce the forces required for its plastic deformation. Directly during the deformation of the metal, its recrystallization occurs with the constant formation of new grains. The constant formation of new grains ensures the preservation of high ductility of the metal. This makes it possible to achieve large values of deformation without destroying the metal. Control of final dimensions during hot working is more difficult due to the formation of scale and volumetric changes during subsequent cooling.
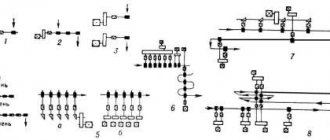
Billet mill units
Billet mills supply billets to section, wire and tube rolling mills.
Continuous billet mills with one group of stands (for example, mill 700) roll blooms with a cross-section from 140 x 140 to 200 x 200 mm or large billets with dimensions from 125 x 125 to 140 x 140 mm. Continuous billet mills with two groups of stands (for example, mill 700/500) produce from the first group blooms with a cross-section from 140 x 140 to 200 x 200 mm and blanks with dimensions from 120 x 120 to 140 x 140 mm. From the second group of stands a finished workpiece with dimensions ranging from 60 x 60 to 100 x 100 mm is obtained. Sequential pipe blanking mills produce round billets with a diameter of 75-300 mm for piercing mills.
Warm rolling
Warm rolling of metals is between hot rolling and cold rolling. It occurs in the temperature range of 30-60% of the melting temperature of the metal on an absolute scale. The forces required to deform the metal during warm rolling are higher than during hot rolling. The final surface quality and dimensional tolerances are higher than with hot rolling, but not as good as with cold rolling. Although warm rolling has disadvantages, the main incentive for its use is economics. Heating metal for hot working is very, very expensive. By lowering the rolling temperature, significant funds are released, which can be used to improve product quality.
Cold rolled steel sheet: manufacturing methods and main characteristics
The initial blank (coil material) for cold-rolled sheets is hot-rolled sheet. The quality of cold-rolled steel sheet is largely determined by the quality of the product. Defects such as twisted caps, breaks due to non-metallic inclusions, deep scratches (more than 0.8 mm deep), traces of mill scale or shrinkage cavities are unacceptable, since cold rolling does not eliminate them. The starting material (rolled material) for cold-rolled sheets is hot-rolled sheet. The quality of cold-rolled steel is largely determined by the quality of the rolled product. Defects such as rolled covers, breaks due to non-metallic inclusions, deep scratches (more than 0.8 mm deep), traces of rolled scale or shrinkage cavities are unacceptable, since cold rolling does not eliminate them.
Cold rolling stages
The source material (rolled material) entering the cold rolling mill may have scale on the surface, which must be removed in the most convenient way:
- shot blasting;
- dissolution of oxides with acids - hydrochloric or sulfuric, hydrochloric acid is more effective;
- combining the two above methods.
After pre-treatment, hot-rolled steel is supplied to a cold rolling mill, which includes:
- four to five stands on which the reduction to the specified parameters is carried out;
- winder;
- scissors;
- loop mechanism and other devices.
After the cold rolling operation, a hardened layer with high strength and low ductility is formed on the surface of the sheet. To eliminate work hardening, heat treatment is used - annealing at a temperature of + 700 ° C, which allows the plasticity characteristics to be restored. The equipment used is bell-type or broach furnaces.
One of the final operations is training, which is a small shortcut that provides the following benefits:
- increasing the strength of steel;
- reduction of strip waviness;
- improved surface quality;
- slight decrease in yield strength;
- after training, shear lines do not appear, which necessarily appear during stamping.
Basic properties of cold rolled steel
Positive properties of cold rolling:
- the possibility of obtaining a very thin sheet - from a few microns - unattainable by hot deformation;
- higher dimensional accuracy;
- good surface quality.
Disadvantages of cold rolling:
- the need for a wide range of sophisticated equipment;
- a large number of redistributions;
- significant energy consumption, including due to the need for mandatory annealing.
Application of cold rolled sheets
The production of cold rolled sheets, strips and strips is constantly evolving as these products are widely used in modern industry.
- The main share - up to 80% - of this type of rolled product is occupied by sheets of structural low-carbon steel with a thickness of 0.5-2.5 mm and a width of up to 2.3 m. Such products are in demand in the automotive industry, which is why they are called “automotive sheets”.
- Tin is produced by cold deformation - a thin-sheet product, most often with a tin protective coating. These strips, 0.07-0.5 mm thick and up to 1.3 m wide, are used in the production of containers for canned food.
- One type of cold-rolled sheet metal is decapir. This metal product is an etched annealed sheet intended for the manufacture of cookware with enamel or other protective and decorative coatings.
- Cold-deformed sheet is the starting material for the production of corrugated sheets - profiled sheets coated with a protective layer of zinc (by hot-dip galvanizing), and in some cases with an additional protective and decorative colored polymer layer. These are roofing and wall products. A more modern alternative to galvanizing is zinc coating. Aluzinc contains about 55% aluminum, 1.6% silicon, and the rest is zinc.
- Cold rolling produces two important groups of alloy steels: corrosion-resistant (stainless) and electrical.
Thin strips, strips, sheets of aluminum, copper and their alloys, titanium, nickel, zinc and other raw materials are obtained from non-ferrous metals by cold deformation.
Types of cold-rolled steel defects
There are many types of defects that can occur in cold forging. Some are specific to a certain type of product, and some are typical not only for cold, but also for hot-rolled steel. Let's look at the most common types of flaws.
- Inaccuracies in the size and shape of sheets and strips. Due to their small thickness, cold-rolled sheets and strips are characterized by waviness, warping, transverse and longitudinal changes in thickness. The reasons for the difference in thickness: a process without providing the necessary tension at the end of the strip, fluctuations in the temperature of the workpiece, changes in the cross-section of the rolls (due to high temperatures) and their heterogeneous structure.
- Irregularities in the metal, the main reason for which is the low quality of the original workpiece - hot-rolled strip. The second reason is non-compliance with the technology of the rolling process.
- Surface defects: galling or friction, ridges or dimples, rolled metal shavings, hazards and scratches. If after rolling the emulsion remains on the surface of the product, dark stripes appear during annealing. To prevent this from happening, it is recommended not to use overly concentrated emulsions.
The correct structure and physical and mechanical properties of rolled products depend on compliance with rolling and heat treatment conditions.
If you want to order Cold-rolled steel sheets from the manufacturer at a low price in Chelyabinsk and the Chelyabinsk region. provides such an opportunity. We offer discounts for large shipments. Order delivery is carried out within a short time. The quality of supplied building materials is guaranteed.
We operate in many areas and cooperate with many well-known companies that highly value our reliability and quality of service. Various promotions and discounts are available for regular customers.
Flatness parameters
An important property on which the ease of processing and the quality of the decorative coating depend. This parameter means the limit of the plane of the sheet surface, smoothness, and absence of irregularities. According to this concept, hot-rolled steel is divided into:
- normal. Marking – PN;
- improved - PU;
- high. Designation – PV;
- especially high – PO.
- III – this is how increased is indicated;
- IV – products with conventional design.
In addition, another parameter is taken into account - mass. Sheet steel, the thickness of which does not exceed 8 mm, is produced by continuous rolling on special mills. Products with a thickness of up to 50 mm are produced in installations with the ability to control the technological process. In this case, the mass of the resulting sheets varies from 8 to 17 tons. Hot-rolled steel is supplied to consumers in several pieces in a pack. The weight of the latter varies from 2 to 10 tons. It is also possible to supply sheet steel in rolls. Their weight reaches 9 or even 10 tons.
This is interesting: How to adjust the pressure in the accumulator
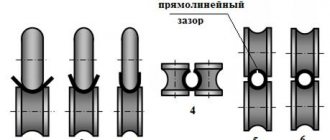
Electric arc welding of rolled pipes
Manufacturing technology using electric welding allows us to produce products with minimal wall thickness and large diameter. Most rolled pipes, in particular for laying gas pipelines and water supply networks, are produced by flux-arc welding. The manufacturing process of electric-welded pipes includes several stages:
Electric arc welding diagram
- rolled sheet metal is given the required shape by pulling it through the profile rollers of rolling mills;
- as a result, steel blanks are prepared for welding;
- The profiling process is carried out using roller rolling.
Polishing is more preferable for the production of straight-seam pipes than compression molding, which is used primarily in the production of large-sized round products.
Unlike metal products with a straight seam, profiling of spiral pipe products is carried out on bushing or wolf-straightening mills. After forming, the edges of the steel blanks are welded using electric arc welding. Depending on the type of product, a straight or spiral weld seam appears on the surface, which must be cleaned of the grant and cooled.
The cooled product is calibrated. After this, it is examined, ultrasound scanned and tested for resistance to possible loads. Next, a final inspection is carried out, and if no defects are found, the products are sent for sale.
Description of cold metal working
The cold working method of metal involves deformation to which the workpiece is subjected at a temperature less than the recrystallization point or at normal (room) temperature. The degree and depth of impact on the workpiece largely depends on the plasticity of the metal.
In practice, of all cold working methods, metalworking works, which are united by the concept “mechanical processing of metals,” are most often used.
This is a fairly large group in which all methods use a hard, sharp tool that mechanically acts on the workpiece. In this case, as a result of the separation of layers of material, the shape of the product changes. The difference between the size of the final product and the initial workpiece is called allowance.
There are several types of mechanical processing:
- Turning. In this case, a cutter is brought to the workpiece fixed on a rotating base - it removes the metal, creating a part with the dimensions specified in the design documentation. In this way, products are obtained that have the shape of a body of revolution.
- Drilling. In this case, a drill is brought longitudinally to a fixedly fixed workpiece, which rotates around its axis and then slowly plunges into the part. This type of processing is used to make round holes.
- Milling. The difference between this type and drilling lies in the working surface. If the drill has only the front end, then the cutter also has a side surface. In addition, the cutter has the ability to move in different directions (right, left, forward and backward). This type of processing helps to create a product that has the shape required by the designer.
- Planing. The workpiece is fixedly fixed on the base, and the cutter moves back and forth relative to it. Each pass of the tool removes a layer of metal from the part. Some units operate with a stationary cutter on a moving product. This type of processing is used to make longitudinal grooves.
- Grinding. The process is carried out using an abrasive material that rotates or the surface of the workpiece is processed longitudinally in a reciprocating motion, removing thin layers of material from it. In this way, the product is prepared for coating.
In addition to the above, cold metal processing includes:
- Deformation by shear or shear - punching, trimming, cutting and perforating, as well as transverse, longitudinal cutting, etc.
- Bending – at an angle, roller straightening, rod bending, flanging.
- Pressure processing - embossing, cold forging, rolling and stamping, riveting, knurling, notching, carving, etc.
Selection of raw materials
Several grades of steel are used to produce hot rolled products. A variety of types of raw materials provides a wide selection of finished products with different performance properties. In turn, this feature makes it possible to effectively use sheet blanks for specific tasks. The following types of steel are used as raw materials in production:
- alloyed;
- structural;
- quality;
- carbon
Also, finished products differ in size, thickness, and metal grade. According to these parameters, their assortment is determined, but always in accordance with GOST standards. Blanks are produced with varying degrees of edge processing (edged and unedged). Depending on this feature, hot-rolled steel is also marked with special symbols. Edged blanks - “O”. Unedged – “BUT”.
Classification
Product classification is carried out according to three main parameters:
- Method of obtaining a sleeve;
- Technology of rolling the sleeve into a pipe;
- A method for final formation of the diameter and profile wall thickness of a product.
Technology for rolling sleeves into pipes
At the same time, the method of rolling out the sleeve most fully characterizes the production process. Depending on it, the name of production workshops and pipe rolling units is given.
Methods for obtaining a sleeve
Various methods can be used to obtain the sleeve. Among them are piercing on a press, piercing on a cross-cut mill, press-roll piercing, combined piercing on a press and a cross-cut machine.
Sleeve rolling technologies
Today, in the production of hot-rolled pipes in accordance with GOST 8732-78, the most common technology is the use of automatic rolling mills.
Their use allows you to obtain the following advantages:
- Diversity of finished product range;
- High performance;
- Automation of the production process;
- High level of production mechanization.
Variety of pipe assortments
Using such production equipment, you can produce pipes of small (up to 150 mm), medium (up to 250 mm) and large (400 mm or more) diameters.
Production of thick-walled seamless pipes
To produce thick-walled pipes, the rolling method is used on a pilgrim mill. The main area of use of products produced in this way is the oil refining and oil production industry.
The range of rolled products of this type is represented by the following types of products:
- Small profile pipes (wall thickness from 2.5 to 4 mm, diameter - no more than 114 mm, product length - up to 60 m).
- Medium (length - up to 40 m, thickness - 5-8 mm, diameter - up to 325 mm).
- Large (length - up to 36 m, thickness - 6-10 mm, diameter - up to 700 mm).
Longitudinal rolling on a continuous mill
Continuous rolling is considered the most efficient method for producing seamless hot-rolled pipes. It can be used to produce rolled products with a diameter of 16 to 350 mm and a wall thickness of 2 to 25 mm. Most often, low-alloy and carbon steels are used for the production of rolled steel in accordance with GOST 8732-78, and less often high-alloy steels.
Screw rolling
Screw rolling is used on the piercing, rolling and sizing rolls of a pipe rolling unit. Such machines are characterized by high maneuverability, but at the same time they are inferior in productivity to equipment with a continuous mill.
When using this method, there is no need to replace rolls when switching to the production of hot-rolled profile pipes of a different diameter, which greatly simplifies the process. This technology is mainly used in the production of hot-rolled steel pipes for bearing rings.
Production on a rack mill
With this production method, the glasses are pushed using a mandrel through a series of roller cages. This technology is used to produce seamless hot-rolled pipes from square billets. This method produces pipes with a small wall thickness, with a diameter of no more than 245 mm. Modern equipment from foreign manufacturers allows high-strength products with a length of up to 12 meters and a wall thickness of 2.5-10 mm.
The choice of production method is determined by the required characteristics and purpose of the finished product. Modern equipment allows us to obtain high-quality products, ensure compliance with GOST 8732-78 and at the same time reduce the cost of production of hot-rolled and cold-rolled steel pipes.
Features of application
Hot rolled steel is a universal and popular material. Durable and reliable products are easy to process. Steel blanks can be cut well, bent, and are resistant to negative impacts and accidental deformation. They make strong parts, durable and reliable.
The scope of use of sheet metal is very diverse. Steel blanks have found application in many industries. In particular, they are used in the manufacture of equipment bodies (cars, special vehicles) and in construction work. Hot rolling is also used in the design of instruments, various technological cabinets and welded pipes. The latter are used in engineering, laying communications and highways.
It is worth noting that the specifics of the application are determined by the technical parameters of the materials. In particular, special attention is paid to thickness. Thick-sheet products are used in the production of structures and various parts. Thin sheets serve as raw materials for the production of metal profiles, corrugated sheets and building materials (roof coverings, for example).
- Next publication Characteristics and features of metal tile production
- Previous publication Restoration of Plymouth Barracuda
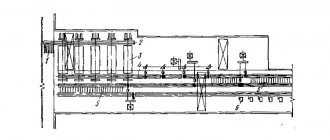
Units for large-, medium- and small-section mills
The large-section mill 600 is designed for the production of I-beams with a height of up to 200 mm, angle steel with a flange width of up to 160 mm, round steel with a diameter of up to 120 mm, square profiles with a section of up to 100 x 100 mm, strips with a width of up to 200 and a height of up to 50 mm and rails weighing up to 24 kg/m. The blank is a bloom with a cross section of 300 x 300 mm and a length of 6 m.
The mill consists of 17 working stands installed along three parallel lines. The lines are connected by five schleppers, which allows you to bypass some cages. For tilting, tilters with a rotation angle of 45 and 90° are used. The last cage can be made in a universal design. Of these stands, five (2-6) and three (8-10) are combined into two groups, the rest are arranged sequentially and in a checkerboard pattern:
Billets from heating furnaces, according to the technological cycle, after removing the scale, enter the corresponding mill stands. As with previous units, scissors, saws, pushers, manipulators, straightening machines and straightening presses are widely used. To process the end elements of profiles, mechanical equipment, stampers and hardening devices are used.
The continuous medium-grade mill 450, consisting of 16 stands, is designed for the production of the following profiles: a circle with a diameter of up to 60 mm, a square with a side of up to 55 mm, a strip with a width of up to 200 mm and a thickness of up to 22 mm, as well as an angle with a flange width of up to 125 mm, I-beam and channel up to 300 mm high. The billet used is a rolled product with a cross-section of up to 200 x 250 mm and a length of up to 12 m. After the billet mill 850/700/500, the billets enter two heating furnaces with walking beams. After heating, the workpieces are conveyed along a roller conveyor to shears for trimming the front and rear ends and to hydroscale descaling. Next, the metal is transferred to a continuous roughing group of working mill stands, consisting of nine two-roll stands 630 x 1300, of which No. 1, No. 3, No. 4, No. 6, No. 7 and No. 9 are horizontal and No. 2, No. 5 and No. 8 - combined design can have both vertical and horizontal rolls. The cages are divided into three groups of three cages each with two horizontal and one combined cage between them. Along the intermediate roller table, the roll is sent to the finishing group containing seven stands: three (No. 10, No. 13 and No. 15) of the combined type 530 x 630 and four (No. 11, No. 12, No. 14 and No. 16) of the universal type with with horizontal rolls 530 x 630 and with vertical idle rolls 900 x 600.