Радиально-сверлильный станок 2А554, производимый Одесским заводом радиально-сверлильных станков, был создан для обработки деталей, отличающихся значительными размерами и весом. Такие заготовки достаточно трудно обрабатывать с помощью обычного сверлильного аппарата, так как оператору приходится затрачивать серьезные усилия для их перемещения по поверхности рабочего стола. Конструктивные особенности станка модели 2А554 позволяют, манипулируя только рабочим органом оборудования, сверлить практически любую часть детали, а также эффективно выполнять ряд других технологических операций.
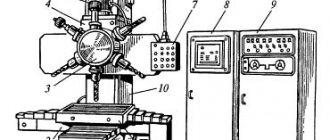
Внешний вид станка
Согласно техническому паспорту, оборудование данной модели применяют для:
- сверления отверстий различного диаметра;
- развертывания отверстий;
- зенкерования;
- нарезания в отверстиях внутренней резьбы;
- обработки торцов (подрезания).
Эффективно и без значительных трудозатрат со стороны оператора обрабатывать крупногабаритные заготовки на таком оборудовании можно благодаря тому, что его шпиндельная бабка обладает несколькими степенями свободы.
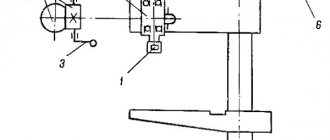
Основная часть органов управления радиально-сверлильного станка модели 2А554, в отличие от сверлильных устройств типовой конструкции, сосредоточена в рабочей головке. Последняя находится на специальной траверсе (рукаве), вращающейся вместе с колонной, на которой она смонтирована. Траверса, кроме вращения, может перемещаться по колонне по вертикальной оси, а сверлильная головка – по рукаву в горизонтальной плоскости.
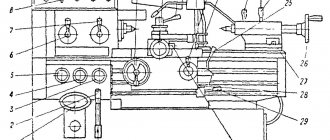
Органы управления станка
Такие технические возможности значительно расширяют функциональность радиально-сверлильного станка модели 2А554. Система управления, которой он оснащен, позволяет достаточно легко автоматизировать выполняемые на нем технологические операции.
Технические характеристики и паспорт радиально-сверлильного станка 2А554
Радиально-сверлильный станок 2А554, производимый Одесским заводом радиально-сверлильных станков, был создан для обработки деталей, отличающихся значительными размерами и весом. Такие заготовки достаточно трудно обрабатывать с помощью обычного сверлильного аппарата, так как оператору приходится затрачивать серьезные усилия для их перемещения по поверхности рабочего стола. Конструктивные особенности станка модели 2А554 позволяют, манипулируя только рабочим органом оборудования, сверлить практически любую часть детали, а также эффективно выполнять ряд других технологических операций.
Внешний вид станка
Согласно техническому паспорту, оборудование данной модели применяют для:
- сверления отверстий различного диаметра;
- развертывания отверстий;
- зенкерования;
- нарезания в отверстиях внутренней резьбы;
- обработки торцов (подрезания).
Эффективно и без значительных трудозатрат со стороны оператора обрабатывать крупногабаритные заготовки на таком оборудовании можно благодаря тому, что его шпиндельная бабка обладает несколькими степенями свободы.
Основная часть органов управления радиально-сверлильного станка модели 2А554, в отличие от сверлильных устройств типовой конструкции, сосредоточена в рабочей головке. Последняя находится на специальной траверсе (рукаве), вращающейся вместе с колонной, на которой она смонтирована. Траверса, кроме вращения, может перемещаться по колонне по вертикальной оси, а сверлильная головка – по рукаву в горизонтальной плоскости.
Органы управления станка
Такие технические возможности значительно расширяют функциональность радиально-сверлильного станка модели 2А554. Система управления, которой он оснащен, позволяет достаточно легко автоматизировать выполняемые на нем технологические операции.
Область применения
Станок радиально-сверлильный 2А554 в зависимости от оснащения может применяться для проведения самых различных работ. В качестве примеров можно назвать следующие операции:
- Развертывание отверстий.
- Сверление отверстий самого различного диаметра.
- Зенкерование.
- Обработка торцов.
- Нарезание во внутренней поверхности резьбы.
Рассматриваемый станок радиально-сверлильного типа отличается от типовой конструкции тем, что большая часть органов управления сосредоточено на корпусе рабочей головки.
Конструкция радиально-сверлильного станка модели 2А554
Элементами, составляющими конструкцию радиально-сверлильного станка 2А554, являются:
- фундаментная плита, служащая одновременно основанием станка и базой для размещения обрабатываемой заготовки (для обеспечения фиксации последней на верхней поверхности такой плиты имеется несколько Т-образных пазов);
- колонна, которая обеспечивает поворот траверсы и ее перемещение по вертикальной оси (для легкого, плавного и точного вращения в основании колонны смонтирован подшипниковый узел);
- траверса, смонтированная на колонне;
- рабочая головка, которая перемещается в горизонтальной плоскости по направляющим траверсы;
- механизм, обеспечивающий поворот траверсы и ее фиксацию в определенном положении;
- главный электродвигатель, приводной механизм, коробка регулирования подач.
Основные узлы станка (нажмите для увеличения)
Органы управления находятся на боковой части сверлильной головки радиально-сверлильного станка 2А554, что делает работу на нем удобной и эффективной. Оператор выставляет режимы перед началом обработки, что дает возможность повысить не только ее производительность, но и точность выполнения.
Назначение органов управления (нажмите для увеличения)
Конструктивные особенности
У данного радиально-сверлильного станка 2А554 классическая компоновка, которая представлена следующими узлами:
- Фундаментная плита. Этот элемент является основанием станка 2А554, которое распределяет нагрузку и принимает давление, исходящее от всех узлов, заготовки и создаваемого давления на момент обработки заготовки.
- Колона. На рассматриваемом станке устанавливается колонна, которая нужна для обеспечения поворота траверсы и перемещения головки в вертикальной оси. При изготовлении колоны используется чугун, который хорошо справляется с вибрационной и другой нагрузкой. Кроме этого чугун не реагирует на воздействие влаги, что существенно продлевает эксплуатационный срок.
- Траверса. Она расположена на колонне и предназначена для перемещения режущего инструмента с элементами управления.
- Рабочая головка предназначена непосредственно для подачи режущего инструмента. Для этого на траверсе расположены вертикальные направляющие.
- Инструкция по эксплуатации предусматривает возможность поворота головки вокруг оси, что позволяет существенно ускорить работу.
- У этой модели схема электрическая предусматривает передачу усилий от различных моторов. Коробка скоростей шпинделя получает усилие от основного мотора через приводной механизм. Сверление может проходить при самой различной скорости, для чего достаточно включить требуемую передачу. Шпиндельный привод при хорошем состоянии устройства не выдает сильный шум, но есть вероятность того, что при сильном износе привода с эксплуатацией будут проблемы. Неисправностей у модели может быть довольно много, важно своевременно проводить обслуживание.
- Стол коробчатый позволяет проводить крепление самых различных заготовок, которые могут отличаться по форме и размерам.
- Основной электродвигатель устанавливается на траверсе, еще один на колоне.
- Элементы управления представлены рукоятками и кнопками.
- Электропроводка спрятана в специальных гибких трубах, которые могут защитить их от механического и иного воздействия.
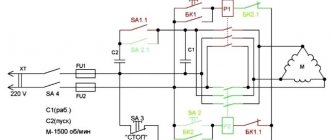
Электрическая схема станка 2А554
Рассматривая информацию, которую производитель занес в паспорт, следует уделить внимание тому, что органы управления находятся на боковой части сверлильной головки. Работа переключения скоростей шпинделя в станке 2А554, как и других функций, основана на установке всех параметров непосредственно перед началом сверления. Во время сверления или другой операции устанавливать иные параметры нельзя.
Коробка скоростей сверлильного станка 2А554
Технические возможности устройства
Благодаря хорошо продуманной конструкции и использованию при ее создании качественных комплектующих станок модели 2А554 отличается достойными техническими характеристиками, удобством в эксплуатации и высокой эффективностью. Обладающий массой 4700 кг и габаритами 266,5х103х343 см, радиально-сверлильный станок данной модели соответствует категории точности «Н», что является хорошим показателем.
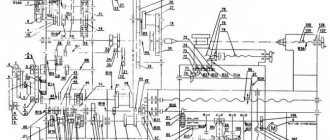
Кинематическая схема станка
Используя это устройство, можно сверлить отверстия диаметром до 50 мм в стальных и до 63 мм – в чугунных заготовках. Как указано выше, при помощи станка 2А554 можно нарезать внутреннюю резьбу, диаметр которой составляет М52х5 для стали и М54х4 – для чугуна.
В паспорте на станок указаны и такие параметры, как расстояние от колонны до оси шпинделя (375–1600 мм), а также расстояние от торца шпинделя до рабочего стола (450–1600 мм). Именно эти характеристики означают, что на данном станке допустимо выполнять обработку достаточно габаритных деталей.
Примечательной является такая характеристика данного устройства, как скорость подъема траверсы по колонне оборудования, составляющая 1,4 м/мин. Траверса станка вместе с колонной может поворачиваться на угол до 3600.
Габариты заготовок, которые можно обрабатывать на радиально-сверлильном станке 2А554, определяются размерами рабочего стола (102х255,5 мм). Для расширения функциональных возможностей станка на сверлильной головке можно устанавливать дополнительный инструмент, масса которого не должна быть больше 15 кг.
Габариты рабочего пространства
Эффективность и функциональность данного радиально-сверлильного станка определяют и характеристики шпиндельной головки.
- Скорость вращения шпинделя находится в интервале 18–2000 об/мин.
- Количество скоростей – 24.
- Максимальный крутящий момент – 710 Нм.
- Подача может осуществляться в интервале 0,045–5,0 мм/об.
- При осуществлении подачи может создаваться усилие до 20 кН.
- Посадочное отверстие в шпинделе (конус Морзе) – КМ5.
Радиально-сверлильный станок 2А554 в составе производственной линии
Для фиксации подвижных элементов станка в определенном положении используются зажимы двух типов:
- гидравлические (для остановки вращения колонны и перемещения сверлильной головки по траверсе);
- электрические (для торможения траверсы при ее перемещения по колонне в вертикальном направлении).
Конструкция радиально-сверлильного станка данной модели оснащена несколькими электродвигателями, отвечающими за различные движения его элементов: 5,5 кВт – вращение шпинделя с режущим инструментом; 2,2 кВт – перемещение сверлильной головки по траверсе. Пять дополнительных двигателей, которые обеспечивают работу насоса для подачи СОЖ, необходимы для точной фиксации элементов конструкции станка относительно друг друга и обрабатываемой детали.
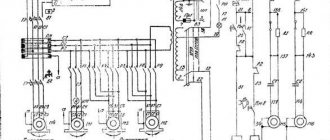
Электрическая схема силовой части станка (нажмите для увеличения)
Между коробкой скоростей и главным двигателем станка установлена фрикционная муфта, отвечающая за включение, выключение и изменение направления вращения шпинделя.
Назначение, функциональные возможности
Радиально сверлильные станки широко используются как в массовом, так и в единичном производстве для формирования отверстий в деталях из металла, чугуна и цветных сплавов. Основным движением в оборудовании данного класса является вращательное движение рабочего инструмента — сверла, и его возвратно-поступательная подача.
Радиальные агрегаты ориентированы на работу с крупногабаритными деталями, непригодными для рассверливания на обычных вертикальных станках из-за трудоемкости перемещения заготовки по рабочему столу. В отличие от стандартного оборудования, в радиальных механизмах зафиксированная на плоскости стола деталь остается неподвижной, а в требуемое положение перемещается шпиндель с рабочим инструментом.
От типа смонтированного на шпиндель рабочего инструмента непосредственно зависят функциональные возможности агрегата. Так, современные радиально сверлильные станки способы выполнять следующие операции:
- сверление;
- зенкерование;
- зенкование;
- развертывание;
- растачивание;
- подрезка торцов;
- нарезание резьбы (метрическая, дюймовая)
Ключевыми характеристиками оборудования являются три параметра: максимальный диаметр сверления, вылет шпинделя по отношению к станине и размеры рабочего стола, последние 2 определяют размеры деталей, которые может обрабатывать конкретный агрегат.
1.1 Радиально сверлильный станок в работе (видео)
1.2 Особенности конструкции
В зависимости от конструктивных особенностей все радиальные агрегаты классифицируются на три группы:
- универсальные (стационарные);
- переносные (используются для обработки крупногабаритных заготовок, к которым оборудование подается подъемным краном);
- самоходные (перемещаются на тележках по рельсовым путям, фиксируются на деталях посредством башмаков).
Схема конструкции радиального станка 2Е18П
Конструкция станка состоит из следующих узлов:
- Фундаментная плита.
- Несущая колонна.
- Гидрозажим.
- Поворотная гильза.
- Траверса.
- Сверлильная головка.
В процессе обработки сверлильная головка может перемещаться как вдоль направляющей траверсы, так и поворачиваться в пределах 360 0 благодаря перемещению поворотной гильзы. Сама деталь устанавливается на рабочем столе либо прямо на фундаментной плите (зависит от конструкции конкретного станка).
Колонна, монтирующаяся на фундаментной плите, выполняется из металлической трубы. На ее верхней части установлен механизм подъема, перемещающий траверсу в вертикальной плоскости. Сверлильная головка представляет собой отдельный конструктивный узел, состоящих из блока скоростей, механизма подачи и шпинделя.
Сверлильная головка в таком оборудовании имеет конструкцию, аналогичную вертикально-сверлильным агрегатам, однако она отличается повышенным числом подач и оборотов. Увеличенная скорость вращения шпинделя требует эффективной смазки, которая обеспечивается системой автоматической подачи СОЖ (резервуар с жидкостью, как правило, размещается внутри фундаментной плиты).
Крутящий момент на шпиндель сообщается от двигателя через коробку скоростей, состоящую из зубчатых колес. В качестве привода используются асинхронные двигатели, в одном станке может устанавливаться 3-8 моторов, каждый из которых отвечает за движения определенного узла конструкции. Для примера: распространенный станок 2А553 имеет 7 движков (электрическая схема демонстрирует расположение каждого из приводов):
Электрическая схема станка 2А554
- M1 — двигатель насоса подачи СОЖ;
- M2 — двигатель шпинделя;
- M3 — двигатель ускоренного отвода шпинделя;
- M4 — двигатель траверсы;
- M5 — двигатель гидронасоса траверсы;
- M6 — двигатель набора скоростей;
- M7 — двигатель набора подач.
Это интересно: Патроны для перфоратора под сверло и переходники-адаптеры: виды, особенности
Как обеспечить качественную и бесперебойную работу станка
Чтобы технические возможности радиально-сверлильного станка 2А554 можно было реализовать в полной мере, необходимо правильно подготовить его к работе. Заключается такая подготовка в обустройстве ровной площадки для установки станка, которая должна быть в состоянии выдержать его вес. Все конструктивные элементы аппарата необходимо проверить на наличие видимых дефектов. Только после этого можно приниматься за монтаж оборудования. Электрическая сеть должна быть рассчитана на потребляемую мощность радиально-сверлильного станка, которая указана в техническом паспорте.
Монтажные размеры станка и схема фундамента
Существует несколько несложных правил, следование которым позволит вам эффективно и безопасно работать на таком устройстве, долго сохраняя все его изначальные характеристики.
- Любая нештатная ситуация, возникающая при работе на радиально-сверлильном станке, должна сопровождаться его полным отключением от электросети. Только после этого можно заниматься диагностикой и ремонтом оборудования.
- Чистку станка, изменение положения обрабатываемой заготовки, подтягивание резьбовых соединений и другие вспомогательные операции можно выполнять только после его выключения.
- В процессе эксплуатации станка необходимо регулярно контролировать состояние противовеса, отвечающего за работоспособность и точное функционирование шпиндельного узла.
Как продлить срок службы устройства?
При соблюдении некоторых рекомендаций можно существенно продлить срок службы устройства. Примером назовем нижеприведенные рекомендации:
- Следует проводить обустройство ровной площадки, которая должна выдерживать давление, создаваемое оборудованием, инструментами и заготовками. С учетом того, что вес станка несколько тонн, приходится проводить подготовку основания.
- Перед установкой и эксплуатацией следует проверить конструкцию на наличие видимых дефектов.
- При установке следует учитывать высокую нагрузку, оказываемую на электрическую сеть. Так суммарная мощность устанавливаемых электрических моторов достигает 9 кВт.
Кроме этого есть несколько рекомендаций, которые следует учитывать при эксплуатации данного устройства:
- При возникновении любой нештатной ситуации следует проводить полное отключение устройства от электросети. Ремонт и обслуживание должны проводится только при условии полного обесточивания. Это связано с тем, что во время работы устройство может прийти в движение.
- Выполнять обслуживание и ремонт, настроечные работы можно только при полном выключении станка.
- У конструкции есть противовес, который отвечает за работоспособность и точное позиционирование режущего инструмента. Во время работы следует постоянно следить за состоянием противовеса, иначе могут возникнуть проблемы.
Также следует уделять особое внимание выбранным режимам резания. Так скорость резания и величина подачи определяет нагрузку, которую испытывают основные узлы. Как ранее было отмечено, все узлы рассчитаны на возникновение нагрузки не более 20 кН. В противном случае ухудшается точность размеров и шероховатости поверхности. Радиально-сверлильный станок 2А554 может иметь неисправности, связанные с приводами, системой подачи СОЖ, с целостностью устройства электрического двигателя. Также тот момент, что заготовки имеют большой вес, определяет возможность деформации корпуса. В подобных случаях существенно ухудшается точность позиционирования подвижных элементов конструкции.
Оглавление
Радиально-сверлильный станок 2А554 предназначен для сверления отверстий в сплошном материале, рассверливания, зенкерования, а также нарезание резьбы метчиком.
Повышение производительности и функциональных возможностей станка возможны с применением приспособлений и специального инструмента, которые позволяют выполнять выточку внутренних канавок, вырезку круглых пластин, а также работы, характерные для расточных станков.
Фурнитура Кронас по доступным ценам тут!
Габариты рабочего пространства
Устройство радиально-сверлильного станка 2А554
- Плита;
- Система охлаждения;
- Заземление;
- Электрооборудование;
- Цоколь, колона;
- Зажим рукава;
- Рукав;
- Гидрозажим;
- Токосъемник;
- Гидростанция;
- Редуктор;
- Механизм подъема;
- Электрооборудование;
- Механизм ручного перемещения;
- Штурвальное устройство;
- Шпиндель;
- Механизм подач;
- Управление фрикционной муфтой;
- Электрооборудование;
- Ускоренный отвод шпинделя;
- Противовес;
- Зажим головки;
- Насосная станция;
- Система смазки;
- Гидрокоммуникация;
- Главный цилиндр;
- Привод гиропреселектора;
- Гидропремелектор;
- Фрикционная муфта;
- Коробка скоростей;
- Коробка подач 24 скорости;
- Коробка подач 12 скоростей;
- Сверлильная головка;
- Гидропанель
Кинематическая схема радиально-сверлильного станка 2А554
Шпиндель радиально-сверлильного станка
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.
Сверлильная головка станка
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.
Коробка скоростей радиально-сверлильного станка
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.
Коробка подач радиально-сверлильного станка
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
Радиально сверлильные станки — обзор моделей
Радиально сверлильные станки применяются для высверливания сквозных и глухих отверстий в металлических либо деревянных деталях, а также для выполнения ряда вспомогательных операций — зенкерования, расточки, развертывания и нарезания резьбы.
Радиально сверлильный станок
В данной статье представлена информация о радиально сверлильных агрегатах. Мы изучим их функциональное назначение, сферу применения, конструктивные особенности и рассмотрим востребованные модели оборудования.
Функции, которые выполняет РСС
Улучшенная модель имеет максимальный перечень функций, который не могли совершить предыдущие версии:
- сверления;
- нарезания резьбы;
- подрезания торцов;
- зенкерования;
- растачивания;
- развертывания.
При осуществлении обработки детали, особенно негабаритных размеров, во внимание принимаются такие параметры:
- минимальный и максимальный диаметры высверливания;
- длина вылета шпинделя;
- размеры поверхности.
Станок 2А554 радиально-сверлильного типа: функции и устройство
Модель Одесского ЗРСС 2А554 является классическим представителем радиально-сверлильного оборудования, эффективного при необходимости металлообработки крупных и средних металлических деталей. Эти станки относятся к крупногабаритным и профессиональным и имеют соответствующую стоимость, их можно купить по цене от 1 500 000 рублей и выше, в б/у состоянии они также обходятся дорого. Потребность в их установке должна быть обоснованной, со всеми особенностями конструкции и характеристики следует ознакомиться заранее.
Функции и задачи устройства
Отличительной особенностью станка радиально-сверлильного типа 2А554 является наличие вращающейся колонны с рабочей многофункциональной головкой, поворачиваемой на 360° и обрабатывающей закрепленные на тяжелом и устойчивом основании неподвижные заготовки с размерами до 1600 мм, то есть относящихся к средним и крупным. Высокое число степеней свободы шпинделя вкупе с хорошей защитой от перегрузок сокращают время сверлильных операций и повышают их производительность в разы, в плане экономии энергозатрат 2А554 выгодно отличается от моделей, осуществляющих перемещения массивных деталей на рабочем столе.
Технические возможности станка позволяют выполнять с достаточно высокой точностью (класс Н по ГОСТ 8-82) самые разные операции: сверления сквозных и глухих отверстий, зенкерования с целью улучшения показателей шероховатости, рассверливания и растачивания созданных ранее, включая полученные литьем, накатки резьбы с помощью метчиков. При условии закрепления дополнительных приспособлений и использовании специального режущего инструмента функции модели расширяются до подготовки канавок, вырезки пластин круглой формы из тонких листов металла, формирования отверстий с квадратным сечением, притирки цилиндров и клапанов, и выполнения других действий, присущих моделям расточного типа.
Основные распространенные модели
Среди моделей, которые по своему функционалу наиболее похожи с РСС, являются:
- ГС535;
- 2К550;
- 2Л53;
- 2Н55.
Вышеуказанный перечень далеко не полный, имеются иные агрегаты с диаметром высверливания от 5 см и более для металла и 6,3 см для чугуна. Современные аналоги РСС это продукция Стерлитамакского завода, Гомельского узлового завода, Астраханского завода. Паспорт и показатели моделей могут видоизменяться, необходимо уточнять показатели в каждом конкретном случае.