Технические характеристики радиально-сверлильного станка 2К52
Все оборудование подобного типа предназначено для работы с большими по размеру заготовками, чье свободное передвижение по столу невозможно или занимает много времени.
Если еще сильнее углубиться в информацию о работе станка, то легко узнать, что его используют при производстве большого или малого количества деталей, особенно одинакового габаритного ряда. Подобная особенность позволяет легко выполнять типовые заказы за короткий срок.
На оборудование несложно выполнить следующие виды работ:
- сверление;
- процесс зенкерования;
- рассверливание;
- развертывание;
- нарезание резьбы.
Существует разновидность этого станка, она называется радиально-сверлильный станок 2К52-1. Различие этих двух агрегатов состоит в посадочных и второстепенных присоединительных базах. Расположение этих частей позволяет расширить круг использования станка в производстве деталей небольших габаритов.
Техническая информация
Рассматривая обзор производимых операций, которые без труда выполняются на радиально-сверлильном станке 2К52, необходимо выделить:
- Характеристики и расположение главных модулей позволяют с легкостью высверлить практически любое по размеру отверстие.
- Функциональные чертежи и перечень инструкций обуславливает операцию по развертыванию.
- Выполняется зенкерование.
- Модель, несмотря на собственные размеры и вес, способна нарезать различные варианты резьбы.
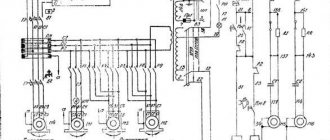
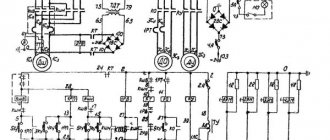
Принципиальная электрическая схема
Сверлильно-радиальный станок 2К52, чертежи которого отражают полную эксплуатационную информацию о возможностях устройства, имеют следующие технические характеристики:
- Показатель класса точности сверлильной машины по ГОСТу относится к группе Н.
- Паспорт установки имеет ограничения по допустимому диаметру деталей – 45 мм.
- В процессе эксплуатации вылет шпинделя осуществляется на 800 мм.
- Допустимое перемещение по рукаву в мм. – 900.
- В процессе сверления смещение главной головки происходит на максимальные 900 мм.
- В руководстве отражен параметр угла поворота рукава вокруг основной колонны – 360 градусов.
- Размеры сверлильной основы (плиты) – 800х630 мм.
Внешний вид станка
Табличка со станка 2К52
Радиально сверлильный станок 2K52
Радиально сверлильный станок модели 2К52,2К52-1 предназначенный для выполнения сверлильных работ в средних и крупных изделиях. Также на нем можно выполнять и другие работы:
- Зенкерование;
- Рассверливание;
- Развертывание;
- Нарезание резьбы
Применяется в условиях мелкосерийного и серийного производствах.
Органы управления радиально сверлильного станка 2К52,2К52-1
- Переключение скоростей шпиндельной бабки;
- Толкатель конечного выключателя;
- Ручное опускание бочки;
- Ручка включения вращения шпиндельной бабки,перемещения рукава и зажима-разжима бочки;
- Переключение скоростей шпиндельной бабки;
- Перемещения сверлильной головки;
- Ручка переключения механической подачи шпинделя;
- Ручка зажим каретки и колонны;
- Тонкая подача шпинделя вручную;
- Фиксация лимба;
- Ручка включения механической или ручной подачи шпиндельной бабки;
- Включение упора лимба;
- Вал поворота рукава;
- «Аварийный стоп»;
- „Выключение схемы»;
- Включения местного освещения;
- Ручка вводного выключателя;
- Ручка ручного зажима колонны;
- Ручка управления СОЖ;
- Толкатель конечного выключателя;
- Разжим колонны;
- Кнопка зажима колонны;
- Выбора органов управления зажимом и разжимом колонны
Устройство радиально сверлильного станка 2К52,2К52-1
- Основание;
- Колонна;
- Бочка;
- Рукав;
- Сверлильная головка;
- Электрооборудование
Кинематическая схема радиально-сверлильного станка 2K52
Основание радиально сверлильного станка 2К52,2К52-1
Основание представляет собой жесткую отливку, на котором монтируется цоколь, в который устанавливается колонна. На колонне расположена бочка с рукавом и сверлильной головкой.
На основании расположены приставные опоры служащие для повышения устойчивости и выставления зеркала плиты в горизонтальной плоскости.
Бочка радиально сверлильного станка 2К52,2К52-1
Бочка является корпусом для таких сборочных единиц: коробка скоростей, механизм переключения, механизм зажима, механизм подъема и электрооборудования.
Как устроен станок?
Вот основные детали станка:
- основание;
- колонна;
- корпус;
- бочка рукав;
- головка для сверления;
- электрическое оборудование;
- каретка.
Каретка станка
На основание крепится корпус и рукав, а на торцевой части прикрепляется емкость для жидкости охлаждения.
Колонна являет собой большую трубу из стали, которая установлена в цоколе и прикреплена двумя подшипниками. Там же расположено электрооборудование и механизмы для зажима, стоит знать, что зажимы не входят в комплект с первоначальным оборудованием, их надо заказывать отдельно.
Отливка из чугуна плотной формы – это корпус, который является основной деталью для коробки скоростей. В нем также есть место для электрического оборудования.
Рукав прикрепляется к корпусной части посредством четырех прихватов. По направлению данной детали ходит каретка вместе с головкой для сверления.
Сама головка состоит из шпинделя, устройство для управления и короб для подач.
Шпиндель состоит из чугуна. Имеет большой диапазон для частоты сверления.
Конструкция радиальных сверлильных станков
Каждый станок радиально-сверлильной группы состоит из:
- жесткого основания,
- цилиндрических колонн (внутренней и внешней),
- траверсы (хобота),
- сверлильной головки (шпиндельной бабки),
- электрического и гидравлического оборудования управления.
Основные узлы 1 Основание 2 тумба 3 э/д насоса гидравлики 4 колонна 5 резервуар подъема опускания руки и зажима колонны 6 э/д шпинделя 7 э/д подъема/опускания руки 8 винт подъема/опускания руки 9 Шпиндельная бабка 10 рука
Кинематика
Главные движения при сверлильных операциях — вращение и перемещение пиноли шпинделя станка. Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
- поворот подвижной колонны радиально-сверлильного станка,
- вертикальное перемещение консоли (траверсы),
- фиксация траверсы на колонне на операционной высоте,
- фиксация шпиндельной головки на траверсе,
- переключение скоростей шпинделя и подач пиноли.
При обработке деталей на радиальных сверлильных станках координаты центра отверстия и оси инструмента совмещаются передвижением сверлильной головки относительно неподвижной заготовки в полярной системе координат. Эта система характеризуется двумя параметрами: углом поворота траверсы и радиусом положения на ней шпиндельной головки.
Обработка отверстий под углом возможна только при установке под углом самой заготовки с помощью специальной оснастки и приспособлений.
Радиально-сверлильный станок Z30132
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
Поворотная колонна
Колонна установлена вертикально на станине станка и поворачивается вокруг своей оси относительно неподвижной внутренней стойки на роликовых подшипниках. Траверса закреплена на колонне.
В верхней части колонны монтируется механизм подъема/опускания траверсы, приводимый в движение от электродвигателя.
Траверса (консоль)
Консоль (рука или хобот) радиально-сверлильного станка смонтирована непосредственно на колонне; она имеет отдельный электропривод, перемещается вверх-вниз, а также вращается вокруг вертикальной оси вместе с опорной колонной. Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
На направляющие консольной траверсы устанавливается сверлильная бабка с рабочим шпинделем. В соответствии с высотой заготовки траверса может быть опущена или поднята. В нише, расположенной с обратной стороны рукава, монтируется электрооборудование, элементы гидравлики.
Шпиндельная головка
Сверлильная головка (шпиндельная бабка), смонтированная на траверсе, конструктивно представляет собой отдельный силовой агрегат, имеющий коробки подач, скоростей, а также механизмы установки глубины сверления.
В радиально-сверлильных станках шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращающего момента и линейной подачи.
Инструмент вставляется во внутренний конус пиноли (конус Морзе № 4-6 или метрический конус, в зависимости от модели), а затем координатно ориентируется относительно обрабатываемой детали путем поворота консоли и перемещения вдоль нее шпиндельной бабки.
Для удобства оператора все управление станка расположено на сверлильной головке:
- многофункциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
- кнопки управления зажимом/разжимом узлов, включением/выключением вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
- рукоятки выбора скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
| Радиально-сверлильный станок z3050 |
Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.
Технические характеристики:
| Основные параметры станка | |
| Класс точности станка | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 35 |
| Наибольший условный диаметр сверления в чугуне, мм | |
| Диапазон нарезаемой резьбы в стали 45, мм | |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 290..1000 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 710 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 1120 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 15..630 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | — |
| Наибольшее вертикальное перемещение стола по колонне, мм | 340 |
| Скорость вертикального перемещения рукава по колонне, м/мин | — |
| Угол поворота рукава вокруг колонны, град | 330 |
| Размер поверхности плиты (ширина длина), мм | 800 х 1500 |
| Подъемный стол | |
| Размер поверхности стола (ширина длина), мм | 450 х 800 |
| Угол поворота стола вокруг колонны, град | 360 |
| Угол поворота стола вокруг горизонтальной оси, град | 10 |
| Скорость перемещения стола по колонне, мм/мин | 314 |
| Шпиндель | |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 325 |
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 4 |
| Частота прямого вращения шпинделя, об/мин | 35,5..1400 |
| Количество скоростей шпинделя прямого вращения | 8 |
| Частота обратного вращения шпинделя, об/мин | |
| Количество скоростей шпинделя обратного вращения | |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,1..1,1 |
| Число ступеней рабочих подач | 6 |
| Перемещение шпинделя на одно деление лимба, мм | 1 |
| Перемещение шпинделя на оборот лимба, мм | 94,2 |
| Наибольший допустимый крутящий момент, кгс*см | 1800 |
| Наибольшее усилие подачи, кН | 8 |
| Зажим вращения колонны | Ручной |
| Зажим рукава на колонне | Ручной |
| Зажим сверлильной головки на рукаве | Ручной |
| Электрооборудование. Привод | |
| Количество электродвигателей на станке | 3 |
| Электродвигатель привода главного движения, кВт | 2,2 |
| Электродвигатель привода перемещения рукава, кВт | — |
| Электродвигатель привода перемещения стола, кВт | 0,56 |
| Электродвигатель привода гидрозажима колонны, кВт | — |
| Электродвигатель привода гидрозажима сверлильной головки, кВт | — |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 |
| Электродвигатель набора скоростей, кВт | — |
| Электродвигатель набора подач, кВт | — |
| Суммарная мощность установленных электродвигателей, кВт | |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1850 х 800 х 2430 |
| Масса станка, кг | 2100 |
Отличия агрегата
К особенностям конструкции относятся:
- Легко выбирать модель с различными показателями энергии для подключения к сети: стандартная 220, промышленная 360 и нестандартная 600 вольт.
- Шпиндель вращается с широким диапазоном.
- Управление системой находится на лицевой стороне аппарата, это позволяет быстрее переключаться между различными опциями.
Технические характеристики агрегата:
- Масса равна 1 тонне 250 килограммам.
- Размеры: длина – 1 метр 76 сантиметров; ширина – 92 см; высота – 1 метр 96 сантиметров.
- Мощность основного двигателя для работы равна 1,5 квт.
- Система охлаждения работает от насоса, чья мощность равна 0,125 квт.
- У диаметра сверления есть предел, он равен 3,5 сантиметра.
- Шпиндельная головка смещается по рукаву в пределах 40–90 сантиметров.
- Вращается станок с частотой от 60 до 1,6 тыс. Оборотов в минуту.
- Скоростей для работы: 6.
- Количество ступеней рабочих подач равно 3.
- Стол для работы: 80 см в длину и 63 см в ширину.
Устройство редко ломается, поэтому ремонт является нечастым занятием. Агрегат легко подстраивается под габариты помещения, агрегат не требует особого освещения или вентиляции.
Для торможения и остановки шпиндельной головки используют механические компоненты.
Станок прост в использовании, несмотря на кажущуюся сложность. Перед началом работы следует ознакомиться с инструкцией по использованию.
Сверлильный станок с ЧПУ 2р135ф2: характеристика
- Максимальный диаметр деталей, подвергающихся обработке не должен превышать 35 мм.
- Максимальный размер не превышает 24 мм.
- Максимальная фрезировальная ширина не превышает 60 мм.
- В процессе обработки участвует 6 инструментов.
- Частота оборотов шпинделя 12.
- Рабочая поверхность имеет следующие размеры – 710х400 мм.
- Частота оборотов шпинделя находится в пределах от 35 до 1600 за минуту.
- Количество подач по Z оси достигает 18.
- Рабочие подачи по Z оси находятся в пределах от 10 до 500 мм за минуту.
- Стол и салазки перемещаются со скоростью до 7000 мм за минуту, а в процессе фрезерования 2200 мм за минуту.
- Частота движения суппорта достигает 4000 мм за минуту.
- По габаритам станок обладает следующими параметрами 1800 мм на 2400 мм на 2700 мм.