Сведения о производителе токарно-винторезного станка 16К20
Производитель токарно-винторезного станка 16К20 — Московский станкостроительный им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
— Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62
— станок токарно-винторезный универсальный, Ø 400 - 1К62
— станок токарно-винторезный универсальный, Ø 400 - 1К62Б
— станок токарно-винторезный повышенной точности универсальный, Ø 400 - 1К282
— станок токарный восьмишпиндельный вертикальный, Ø 250 - 1К620
— станок токарно-винторезный универсальный с вариатором, Ø 400 - 1К625
— станок токарно-винторезный облегченный с повышенной линией центров, Ø 500 - 16А20Ф3
— станок токарный с ЧПУ, Ø 400 - 16Б20П
— станок токарно-винторезный повышенной точности, Ø 400 - 16К20
— станок токарно-винторезный универсальный Ø 400 - 16К20ВФ1
— станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400 - 16К20М
— станок токарно-винторезный механизированный, Ø 400 - 16К20П
— станок токарно-винторезный повышенной точности, Ø 400 - 16К20ПФ1
— станок токарно-винторезный повышенной точностии с УЦИ, Ø 400 - 16К20Ф3
— станок токарный с ЧПУ, Ø 400 - 16К20Ф3С32
— станок токарный с ЧПУ, Ø 400 - 16К20Т1
— станок токарный с оперативным управлением, Ø 500 - 16К25
— станок токарно-винторезный облегченный с повышенной линией центров, Ø 500 - 162
— станок токарно-винторезный универсальный, Ø 420 - 1622
— станок токарно-винторезный универсальный, Ø 120 - 1730
— станок токарный многорезцовый копировальный полуатомат, Ø 410 - ДИП-40 (1Д64)
— станок токарно-винторезный универсальный, Ø 800 - ДИП-50 (1Д65)
— станок токарно-винторезный универсальный, Ø 1000 - ДИП-200
— станок токарно-винторезный универсальный, Ø 400 - ДИП-300
— станок токарно-винторезный универсальный, Ø 630 - ДИП-400
— станок токарно-винторезный универсальный, Ø 800 - ДИП-500
— станок токарно-винторезный универсальный, Ø 1000 - МК6046, МК6047, МК6048
— станок токарно-винторезный универсальный, Ø 500 - МК6056, МК6057, МК6058
— станок токарно-винторезный универсальный, Ø 500 - МК-3002
— станок токарный настольный, Ø 220
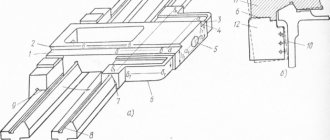
Токарно-винторезный станок 16К20 — ремонт поперечной пары скольжения (суппорт , поперечина, клин ).
Частное предприятие по ремонту металлообрабатывающего оборудования обратилось за технической помощью в восстановлении пары скольжения каретки и поперечины станка 16К20, а также изготовлении нового клина
Проблема встречается достаточно часто — неравномерный износ направляющих (0,3-0,7 мм), смещение оси резца
До обращения к нам заказчик обращался за помощью к шлифовщикам, но столкнулся со следующей проблемой: ресурс перешлифовки данных салазок был уже исчерпан. Поперечина начинала тереть супппорт по площадке с отметкой А, которую пришлось бы также шлифовать в минус, а это уже нарушение целостности заводской конструкции элемента станка, как и последующие трудности с выставлением оси резца с осью шпинделя
Нами было предложено решить эту проблему «наращиванием» поверхностей скольжения с выдерживанием всех норм точности материалом Moglice P 1130
После осмотра узлов и замеров имеющегося износа мы получили внушительные (пугающие) цифры: отклонение от плосткостности до 1 мм на 1000 мм.
Процесс восстановления пары скольжения занял 4 рабочих дня.
Использовались материалы и инструменты:
= ацетон как обезжириватель очиститель
— 1417 Reiniger Fl – финишный, специально разработанный очиститель Diamant. Надежно удаляет остатки смазки, масла и охлаждающей жидкости, создавая идеальную поверхность для всех продуктов Diamant. A
направляющие станка подготовлены к нанесению Moglice P 1130
— 1354 Trennmittel Fl – специальная разделительная смазка, позволяет сделать надежный разделительный слой толщиной от микрона. Надежный , потому что , далеко не все разделители хорошо срабатывают – может случиться «прилипание» и работа пойдет насмарку. Trennmittel с точностью до микрона повторяет формующую поверхность и прилипание исключено.
= Moglice P 1130 – нанесен слой 2 мм. Этого достаточно для надежной долговременной работы. О материале смотрите здесь: https://remval.by/category-products/moglice-pretsizionnye-iznosostojkie-pokrytiya-skolzheniya/
— специально отшлифованная линейка из подручного материала ( в нашем случае швеллер), линейку можно использовать многократно для формования поверхности.
формовка при помощи шлифованной линейки
— шлифмашинка и струбцины 2 шт
Одна направляющая отформована
одна направляющая станка отформована
Ниже фото готовых направляющих:
восстановленные направляющие станка при помощи Moglice P 1130
направляющие сформированы сразу с каналами для смазки
Технология не сложная, ее в состоянии освоить любая ремонтная служба предприятия.
Из дополнительных бонусов данного метода — нам не пришлось изготавливать клин с новыми параметрами, достаточно было обновить плоскости имеющегося клина.
Каналы для смазки также сделаны методом отпечатка, но можно прорезать в моглайсе при желании. Гарантия на работу 1 год. Но моглайс проходит намного больше
Оставить заявку
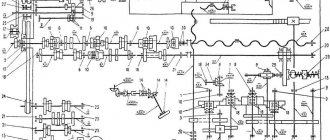
Кинематическая схема токарно-винторезного станка 16К20
Технические характеристики, чертежи и описание узлов приведены на странице 16К20.
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году токарный станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Кинематическая схема станка 16к20 приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Кинематическая схема токарно-винторезного станка 16К20
Кинематическая схема шпиндельной бабки токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов Ø 140 и Ø 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью двойной фрикционной муфты Мф1.
Вал III получает две скорости вращения через колеса z = 34 или z = 39.
Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV.
С вала IV вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Минимальная и максимальная частоты прямого вращения шпинделя определяются:
где:
η — коэффициент проскальзывания ременной передачи, в расчетах принимают η = 0,985
nдв — скорость вращения электродвигателя nдв = 1460 об/мин
140/268 — отношение диаметра передающего шкива к диаметру принимающего. Диаметр ведущего шкива Ø 140, Диаметр ведомого шкива Ø 268 мм
Следует отметить, что при расчете частоты вращения шпинделя по уравнениям кинематических цепей коробки скоростей, результат может не совпадать с частотами вращения шпинделя, указанными в технических характеристиках станка, расчитанных теоретически по законам геометрического ряда (гост 8032-84).
Кинематические цепи прямого и обратного вращения шпинделя
График оборотов шпинделя токарно-винторезного станка 16к20
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 различных значения частот вращения шпинделя.
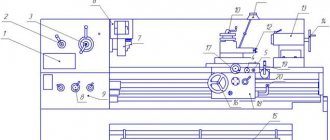
Устройство токарно-винторезного станка модели 16К20
Токарно-винторезные станки относят к группе универсальных станков, предназначенных для эксплуатации в условиях единичного и мелкосерийного производств. Эти станки имеют практически однотипную компоновку, примером которой может служить компоновка узлов и частей станка модели 16К20 (рис. 1.10).
Рис. 1.10. Общий вид токарно-винторезного станка модели 16К20
Модель станка содержит краткую информацию о самом станке. Первая цифра в соответствии с национальной классификацией металлообрабатывающего оборудования, приведённой в приложении 1, указывает на номер группы, к которой принадлежит станок. Цифра «1» в модели станка 16К20 говорит о том, что данный станок относят к станкам токарной группы. Вторая цифра модели характеризует номер типа станка в рамках группы. Соответственно данным таблицы приложения 1 станок 16К20 принадлежит к шестому типу станков токарной группы — токарным и токарно-винторезным станкам. Буква между цифрами (в модели станка 16К20 буква «К») указывает на то, что станок по отношению к предыдущей модели станков данных группы и типа модернизирован. Последние две цифры модели в виде числа «20» характеризуют высоту расположения оси шпинделя над направляющими станины (высоту центров) равную 200 мм. Это означает, что диаметр заготовки, обрабатываемой на станке 16К20, не может превышать 400 мм.
Основными частями станка являются станина 1
, передняя бабка
4
, шпиндель
5
, суппорт
12
, фартук
6
, коробка подач
3
, гитара сменных зубчатых колёс
2
, задняя бабка
13
, механизм быстрого перемещения суппорта
16
.
Станина 1
установлена на левой
18
и правой тумбах
17
и служит для монтажа на ней основных узлов и частей станка. Станина снабжена направляющими, по которым перемещаются суппорт и задняя бабка.
Передняя бабка 4
предназначена для размещения в ней коробки скоростей, с помощью которой изменяют частоту и направление вращения шпинделя
5
.
На правый конец шпинделя, являющегося пустотелым валом, устанавливают различные приспособления для закрепления заготовки. На рисунке 1.10 таким приспособлением является трёхкулачковый самоцентрирующий патрон.
Суппорт 12
станка состоит из продольных
7
и поперечных
8
салазок, верхнего суппорта
10
и четырёхпозиционного поворотного резцедержателя
9
. В резцедержателе устанавливают и закрепляют резцы, которым вместе с суппортом сообщают движения продольной и (или) поперечной подач.
Коробка подач 3
предназначена для изменения скоростей продольного и поперечного движений подачи суппорта, с которым она соединена с помощью ходового винта
14
и ходового вала
15
. Передачу вращательного движения выходного вала коробки подач к механизмам суппорта через ходовой винт используют только при нарезании резьб. Для выполнения всех других видов токарных работ движение от коробки подач к суппорту поступает через ходовой вал.
Гитара сменных зубчатых колёс 2
является звеном передачи движения от шпинделя станка к коробке подач и настраивается при нарезании точных резьб. Заменяя одни зубчатые колёса гитары другими, можно изменять величину подачи суппорта.
Фартук 6
предназначен для размещения в нём механизмов, обеспечивающих преобразование вращательного движения ходового вала
15
или ходового винта
14
в прямолинейное поступательное движение суппорта.
Заднюю бабку 13
используют в качестве дополнительной опоры заготовки при изготовлении валов с отношением длины к диаметру заготовки более четырёх, а также для закрепления свёрл, зенкеров, развёрток, метчиков и плашек. Этим инструментам, устанавливаемым в выдвигаемую пиноль задней бабки
11
, вращением маховичка с рукояткой
Р1
(см. рис. 1.10) сообщают движение подачи при обработке отверстий, расположенных по оси вращения заготовки.
Привод быстрого перемещения суппорта 16
применяется для сокращения непроизводительных затрат времени на вспомогательные передвижения суппорта. Механизм привода состоит из электродвигателя, вмонтированного в заднюю стойку станины, и клиноременной передачи, с помощью которой передаётся вращение на ходовой вал.
Токарные приспособления
Для установки и закрепления заготовок на токарных станках используют различные приспособления (рис. 1.11).
Рис. 1.11. Приспособления к токарным станкам:
а) —
трёхкулачковый самоцентрирующий патрон;
б) —
центр обыкновенный;
в)
— центр вращающийся;
г)
— поводковый патрон;
д)
— люнет неподвижный
К основным типам приспособлений относят: двух‒, трёх‒ и четырёхкулачковые патроны, цанговые и поводковые (рис. 1.11, г
) патроны, центры (рис. 1.11,
б
,
в
), люнеты. Патроны закрепляют на шпинделе станка, а центры устанавливают в пиноли задней бабки или в отверстии шпинделя станка.
Кулачковые патроны подразделяют на самоцентрирующие, обеспечивающие при закреплении заготовки, имеющей цилиндрическую поверхность (наружную или внутреннюю), совпадение её оси с осью центров станка, и простые, не реализующие эту функцию.
Самоцентрирующие патроны в большинстве случаев изготавливают трёхкулачковыми (рис. 1.11, а)
и реже — двухкулачковыми. Патроны этого типа удобны в работе, так как все кулачки, закрепляющие заготовку, перемещаются по радиальным пазам к центру или от центра одновременно и синхронно друг с другом. При использовании самоцентрирующих патронов значительно сокращается время на закрепление заготовки.
Простые (не самоцентрирующие) патроны изготовляют обычно четырёхкулачковыми. Каждый кулачок в них перемещается своим винтом независимо от остальных. Это позволяет устанавливать и закреплять в патронах заготовки цилиндрической и не цилиндрической форм.
При обработке на токарных станках длинных и нежёстких заготовок применяют люнеты. Люнеты подразделяют на неподвижные (рис. 11.1, д
), закрепляемые на станине станка, и подвижные, устанавливаемые на суппорт. Неподвижный люнет при обработке заготовки не меняет своего положения относительно станка. Подвижный люнет, используемый при продольном точении, перемещается вместе с суппортом. Обработку заготовок несимметричных форм осуществляют с использованием планшайб, угольников, оправок и других различных специальных приспособлений.
Движение подач и резьбонарезание
Привод подач включает в себя следующие цепи и узлы (см.кинематическую схему):
- Звено увеличения шага резьбы — обеспечивает увеличение выходной частоты вращения по отношению к частоте вращения шпинделя в соотношении: 1:2, 1:8, 1:32. Обеспечивает двойной блок в шпиндельной бабке при подкючении z = 45/45;
- Механизм реверса — служит для изменение направления движения суппорта при одном и том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни — трензеля;
- Гитара сменных колес — включает сменные шестерни K, L, M, N. Служит для сравнительно редкой перенастройки чисел оборотов;
- Коробка подач — коробка подач получает движение от шпиндельной бабки через гитару и задаёт различные скорости вращения ходового вала и ходового винта;
- Механизм подач — преобразует вращение ходового вала в поступательное движение суппорта продольное, поперечное или резцовых салазок. Ходовой винт при этом должен быть отключен.
- Механизм подач при нарезании резьбы резцом — преобразует вращение ходового винта в поступательное продольное движение суппорта.
Кинематическая схема суппорта и фартука станка 16К20
Структурная схема подач и резьбонарезания токарно-винторезного станка 16к20
Движение подач заимствуется в шпиндельной бабке от шпинделя при работающей паре z = 60/60.
При необходимости увеличения шага движение заимствуется от вала III при включенной передаче z = 45/45. В этом случае подача и шаг резьбы увеличиваются в зависимости от положения блоков в 2; 8 и 32 раза.
Механизм реверса обеспечивает правое вращение ходового винта через пару z = 30/45, левое — через передачу z = 30/25·25/45.
В гитаре сменных колес K/L, M/N при отправке станка с завода устанавливают шестерни с числом зубъев z = 40/86, z = 86/64. Такая комбинация обеспечивает подачи, нарезание метрических и дюймовых резьб с шагами, величины которых указаны в талице закрепленной на станке.
Кинематическая цепь продольных и поперечных подач суппорта
Кинематическая цепь подачи согласовывает вращение шпинделя с перемещением суппорта в продольном или поперечном направлениях: за 1 оборот шпинделя суппорт должен переместиться на величину S.
Кинематическая цепь продольных подач суппорта
Уравнение кинематического баланса цепи продольной подачи имеет вид:
S = 1об.шп. · z1/z2 · π · m · z мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
- π·m·z — длина делительной окружности реечного колеса. π·m·z = 3,1416 · 3 · 10 = 94,248;
- m — модуль зубчатой рейки, m = 3 мм ;
- z — число зубъев реечного колеса, z = 10.
Универсальная коробка подач 16Б20П.070 обеспечивает продольные подачи (22 шт), мм/об:
- 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,6; 2; 2,4; 2,8; 2,4; 2,8
Уравнение кинематической цепи для получения минимальной продольной подачи можно записать в следующем виде:
Кинематическая цепь поперечных подач суппорта
Уравнение кинематического баланса цепи поперечной подачи имеет вид:
S = 1об.шп. · z1/z2 · р мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
- р — шаг ходового винта поперечной подачи, р = 5 мм
Полное уравнение кинематического баланса для цепи минимальной поперечной подачи:
Соответственно кинематическая цепь поперечной подачи согласовывает вращение шпинделя и поперечного ходового винта; величина поперечной подачи при одной и той же наладке станка составляет 1/2 продольной.
Уравнение кинематической цепи для получения максимально поперечной подачи можно записать в следующем виде:
В коробке подач токарно-винторезного станка 16к20 подачи расположены не по геометрическому ряду, поэтому настройку станка на необходимую подачу производят по таблицам, расположенным на панели передней бабки.
В случае нарезания точных резьб вращение может быть передано от гитары сменных колес непосредственно на ходовой винт с шагом t = 12 мм через валы XII, XVII, XXIII при включенных зубчатых муфтах М2 и М5, минуя механизм коробки подач.
и подачи поперечные (24 шт), мм/об:
- 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4
Кинематическая цепь нарезания метрической резьбы
При нарезании резьбы за один оборот шпинделя суппорт (резец) должен переместиться на шаг резьбы Рр.
Уравнение кинематического баланса цепи нарезания метрической резьбы имеет вид:
S = Рм = 1об.шп. · z1/z2 · Рх мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до ходового винта;
- Рх — шаг ходового винта станка в мм (Pх = 12 мм).
Уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:
Кинематическая цепь при нарезании дюймовых резьб
При нарезании дюймовых резьб шаг задается числом ниток на дюйм, все параметры резьбы выражены в дюймах, (дюйм = 25,4 мм).
Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Шаг дюймовой резьбы в милиметрах:
Pд = 25,4/k мм/об,
где:
- k — число ниток на один дюйм резьбы (1″ = 25,4 мм).;
Уравнение кинематического баланса для нарезания дюймовой резьбы с минимальным шагом:
Кинематическая цепь при нарезании модульных резьб
Модульные резьбы используют, обычно, при нарезании червяков.
Шаг модульной резьбы выражается через модуль — число кратное пи (3,14).
Шаг модульной резьбы в милиметрах:
Pм = 3,14 · m мм,
где:
- m — шаг резьбы в модулях;
Настройка токарного станка на нарезание резьбы
При нарезании резьб уравнения кинематических цепей составляют исходя из условия, что за один оборот шпинделя инструмент должен переместиться в направлении подачи на величину шага Рр нарезаемой резьбы.
Запишем уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:
При нарезании модульной резьбы с минимальным шагом в данное уравнение вместо сменных колес z = 40—73, 73—64 следует подставить колеса z = 60—73, 86—36. Уравнение кинематического баланса для нарезания дюймовой резьбы в общем виде:
Настройка современного универсального токарно-винторезного станка 1К620
на нарезание резьбы сводится к настройке приводов главного движения и движения подачи.
Настройка коробки подач на шаг нарезаемой резьбы в большинстве случаев осуществляется с помощью таблицы, укрепленной на станке, или по паспорту.
Рукоятки управления коробки подач устанавливают в положение, указанное в таблице, а реверс ходового винта — в положение, соответствующее нарезанию правой или левой резьбы, и при необходимости включают звено увеличения шага резьбы.
Вращение от коробки подач сообщается ходовому винту, а включение продольного перемещения суппорта с резьбовым резцом происходит при замыкании разъемной маточной гайки.
При нарезании резьбы повышенной точности или с нестандартным шагом настройка цепи продольной подачи требует выполнения предварительных расчетов, иногда довольно сложных (например, при настройке винторезной цепи не коробкой подач, а гитарой сменных колес). В современных универсальных токарных станках предусмотрена возможность полного отключения коробки подач; ведомый вал гитары при этом соединяется напрямую с ходовым винтом станка. В этих случаях требуется подобрать сменные колеса из имеющихся в комплекте станка или изготовить дополнительные. Подбор числа зубьев сменных колес можно вести двумя способами.
При первом способе рычаги коробки подач ставятся в положение, при котором нарезаемый шаг равен шагу ходового винта станка. Таким образом, передаточное число равно шагу нарезаемого винта, деленному на шаг ходового винта. В случаях, когда числитель или знаменатель передаточного числа простой дроби будет иметь множители, неудобные для преобразования их в числа зубьев сменных зубчатых колес, расчет следует вести по таблицам передаточных чисел.
При втором способе подбор сменных колес осуществляется по одному из передаточных чисел сменных колес, имеющихся в наличии (хотя бы и с других станков), или по передаточному числу коробки подач.
Если необходимо изготовить резьбу с малыми допусками по шагу, а ходовой винт станка имеет погрешность при изготовлении, то подбор выполняют приближенными методами.
Кинематическая схема токарно-винторезного станка 16к20
Кинематическая схема токарно-винторезного станка 16к20
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Сферы использования и модификации станка 16К20
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно здесь: Паспорт 16К20
Токарно-винторезный станок модели 16К20 принадлежит к категории универсального оборудования для обработки деталей из металла. Его характеристики, конечно, не позволяют заменить им фрезерное оборудование, но дают возможность использовать его для выполнения целого перечня специализированных операций. К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
Возможности этого токарно-винторезного станка таковы, что с его помощью можно обрабатывать заготовки и из горячекатаного, и из холоднокатаного проката. До появления данного станка на предприятиях использовалась модель оборудования 1К62, которая значительно уступает ему по всем своим характеристикам. Так, к преимуществам токарно-винторезного станка 16К20 (по сравнению с прежней моделью) можно отнести:
- безопасность эксплуатации;
- высокую надежность;
- возможность обрабатывать детали с высокой точностью;
- простоту и удобство обслуживания;
- исключительную долговечность даже при активной эксплуатации;
- высокую производительность.
Читать также: Давильно раскатной станок для ротационной вытяжки металла
Применяют токарно-винторезные станки 16К20 на предприятиях, выпускающих продукцию единично или мелкими сериями, а также в инструментальных цехах, где такое оборудование может использоваться для выполнения как получистовых, так и чистовых работ.
Из конструктивных особенностей данного токарно-винторезного станка можно отметить следующие.
- Станина оборудования выполнена в коробчатой форме и установлена на массивное монолитное основание, что придает высокую жесткость всей конструкции. Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
- В зависимости от типа обработки и конфигурации заготовки могут фиксироваться в патроне или зажиматься в центрах.
- Устройство держателя для резца разработано таким образом, чтобы обеспечить надежную фиксацию инструмента.
- Для установки шпинделя используются высокоточные (прецизионные) подшипники качения, необходимые для точности его расположения и вращения.
- В конструкции токарно-винторезного станка 16К20 предусмотрен целый ряд блокировочных и ограждающих технических элементов, обеспечивающих безопасность работы на нем.
- Для обеспечения точности обработки на станке установлены линейки с визирами, по которым можно контролировать продольные, а также поперечные перемещения инструмента.
- Экстренно отключить подачу суппорта станка 16К20 можно при помощи специального устройства, установленного на фартуке станка.
Резцедержатель 16К20 на суппорте станка выглядит следующим образом:
Резцедержатель станка 16К20
Благодаря универсальности, надежности, простоте устройства и обслуживания токарно-винторезного станка 16К20 аналоги данного оборудования выпускались на ряде отечественных и зарубежных предприятий, где они обозначались:
- МК6058 (6057, 6056) – Станкостроительный в Москве;
- 16В20П, 16В20 – Астраханский станкостроительный завод;
- ЖА-805 – Завод автоматических станков в Житомире;
- 16Б16 и модификации, Samat 400 – Средневолжский станкостроительный завод в Самаре;
- GH-1840ZX («Jet» – Швейцария), CU402 («Враца» – Болгария), CD6140A («Anhui Chizhou» – Китай), BJ1630G, CS6240, CS6240 («Bochi» – Китай), CA6240B, CA6140A («SMTCL» – Китай).
- КА-280 – в Киеве.
- 16ВТ20П, 16ВТ20 – в Витебске.
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070
и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
Схема коробки подач токарного станка 16к20
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Устройство задней бабки
В любом токарном станке основой является станина. На ней крепится передняя бабка токарного станка, основные органы управления, задняя бабка. Последние имеют довольно разнообразные конструкции. Основные элементы выполняют одинаковые функции и построены по идентичным принципиальным схемам.
Такими элементами являются:
- основание, на котором размещены все устройства и органы управления;
- элемент крепления — пиноль;
- цельнометаллический корпус;
- рукоятки управления (позволяют фиксировать пиноль и корпус всей бабки);
- колесо для перемещения пиноли (ещё его называют маховик);
- регулировочный винт (позволяет жёстко фиксировать положение задней бабки относительно остальных элементов токарного станка).
Чертёж задней бабки токарного станка позволяет понять кинематическую схему и взаимодействие всех элементов.
Основание представляет цельнометаллическую плиту, которая опирается на правую часть станины. На основании расположен корпус. В нём установлен патрон задней бабки токарного станка. В передней части пиноли расположено отверстие, в котором размещается инструмент. Оно выполнено в форме конуса.
Центр задней бабки подсоединяется к суппорту. Через него передаётся поступательное движение. Это обеспечивается наличием самостоятельного привода подачи. В определённых типах агрегатов производится вращательное движение. Оно обеспечивается конструкцией пиноли задней бабки. Горизонтальное перемещение пиноли производится с помощью электрического двигателя или посредством гидравлического механизма. Выбор способа привода зависит от решаемых задач и модификации станка.
Все изделия должны удовлетворять следующим требованиям:
- обеспечивать точное местоположение центра конструкции;
- способствовать быстрой установки вдоль горизонтальной оси станка;
- обеспечивать точное направление движения в сторону шпинделя с охранением соосности при вращательном движении;
- надёжно закрепляться в выбранном положении.
Обеспечение устойчивости и надежности крепления позволяет сохранять заданный класс точности обработки.
Простота конструкции и доступность комплектующих элементов позволяет изготовить эту часть токарного станка самостоятельно. При качественной сборке самодельная задняя бабка токарного станка будет выполнять основные функции не хуже заводской.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
Технические возможности и характеристики 16К20
Токарно-винторезные станки 16К20 (а также их аналоги) отличаются следующими характеристиками.
- Шпиндель может вращаться в диапазоне частот 12,5–1600 об/мин.
- Допускается обработка деталей, максимальное сечение которых составляет 310 мм над выемкой, 400 мм над станиной и 220 мм над суппортом.
- Быстрые перемещения в поперечном направлении могут совершаться со скоростью 1,9 м/мин, продольные – 3,8 м/мин.
- Технические возможности токарно-винторезного станка 16К20 позволяют получать на нем резьбы с различными параметрами. Их шаг может находиться в диапазоне: 0,5–56 (модульные и питчевые), 0,5–112 ниток на дюйм (дюймовые), 0,5–112 мм – для метрических.
- Длина заготовки может составлять до 2000 мм.
- Количество продольных и поперечных подач – 22 и 24 соответственно. Диапазон продольных подач составляет 0,05–2,8 мм/об, поперечных – 0,025–1,4 мм/об.
- Характеристики станка 16К20 позволяют обрабатывать заготовки весом до 1300 кг.
- Для вращения шпинделя можно выбрать одну из 22 скоростей (прямых).
- Отверстие в шпинделе имеет диаметр 52 мм.
С кинематической схемой станка можно ознакомиться на фото ниже:
Кинематическая схема станка 16К20 (нажмите, чтобы увеличить)
В зависимости от длины, указываемой в паспорте оборудования, вес станка 16К20 может составлять:
- 3685 кг (для модели с длиной 3795 мм);
- 3225 кг (3195 мм);
- 3005 кг (2795 мм);
- 2835 кг (2505 мм).
Мощность двигателя гидравлической станции и главного привода станка 16К20 (по паспорту и фактическая) составляет 11 кВт. Соответственно, этот показатель и принимают за мощность данной модели.
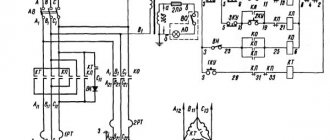
Органы управления станка 16К20
Для запуска токарно-винторезного станка 16К20 оператору необходимо нажать кнопку, при помощи которой в контакторной катушке замыкается электрическая цепь. Кроме основной кнопки, в устройстве станка предусмотрен еще ряд элементов, посредством которых осуществляется управление следующими опциями оборудования:
- перемещение суппорта оборудования и каретки на высоких скоростях (управление этой опцией осуществляется посредством так называемой толчковой кнопки);
- остановка вращения двигателя оборудования;
- запуск и прекращение работы насоса для подачи охлаждающей жидкости.
В электрической схеме токарно-винторезного станка 16К20 также имеется специальное реле, которое служит для ограничения величины холостого хода двигателя. С самой схемой можно ознакомиться ниже:
Принципиальная электрическая схема токарного станка 16К20 (нажмите, чтобы увеличить)
Рукоятки, расположенные на корпусе станка, служат для решения таких задач, как:
- выбор вида выполняемых работ: тип нарезаемой резьбы и характеристики подачи;
- фиксация пиноли;
- управление фрикционной муфтой;
- перемещение каретки и продольное передвижение салазок;
- задание шага резьбы и значения подачи для ее выполнения;
- отключение коробки подач – для тех случаев, если резьба нарезается напрямую;
- выбор режима вращения шпинделя – количество оборотов;
- включение и отключение гайки ходового винта;
- кнопка запуска вводного автоматического выключателя;
- выбор направления нарезания резьбы;
- выбор режима для нарезания резьбы с нормальным или увеличенным шагом.
На станках 16К20 может использоваться люнет, который призван предотвращать прогибание заготовки в ходе работы, а также помогает зафиксировать ее, тем самым повышая точность обработки. Выглядит люнет следующим образом:
Люнет для токарно-винторезного станка 16К20