Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете:
- какие существуют виды сверл по металлу;
- где найти их маркировку;
- какие важные характеристики есть у этих инструментов;
- на что они влияют;
- на какое оборудование устанавливают сверла по металлу.
Фотография №1: сверла по металлу
Начнем с основ.
Про кобальтовые сверла. Их обзор, сплав и характеристики.
Добрый день. В этой статье мы напишем о сверлах, какие бывают сверла по металлу, их назначение и области применения,а так же сплавы из которых их изготавливают. Сразу скажу какую нишу занимает наша компания — мы занимаемся продажей инструмента разного назначения, в том числе мы возим сверла из Китая.
Сверла по металлу бывают с разными видами хвостовиков. Самые распространённые из них: цилиндрический хвостовик (ц\х) и конический хвостовик (к\х). Так же встречаются сверла с треугольным хвостовиком и шестигранным хвостовиком.
Сверла бывают нескольких серий:
- Средняя серия с ц\х описана в Госте 10902-77.
- Короткая серия с ц\х описана в Госте 4010-77.
- Длинная серия с ц\х описана в Госте 886-77.
- Особо длинная серия — их ещё называют Сверх длинные с ц\х описана в DIN 1869.- Китайский стандарт.
Если внимательно изучить эти Госты, то можно заметить что их все объединяет ссылка на Гост 2034 — Технические требования к сверлам. В Госте 2034 в конце пункта 1.2 написано следующее «По заказу потребителя допускается изготовление сверел из легированной стали марки 9ХС по гост 5950». Т.е. формально сверла могут быть сделать из любого сплава.
Самой большой популярностью пользуются сверла из сплава Р6М5. Что такое Р6М5 ?
Сплав Р6М5 по другому называется М2 (европейское название) , HSS6542 — Китайское название.
Хим состав сплава Р6М5 «W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20;»
Нередко мы слышим не самые лестные отзывы о китайских сверлах… Почему так происходит ? и что под этим скрывают производители и продавцы.
Расскажу немного о стандартах и сплавах которые не редко, а скорее чаще всего вы покупаете и используете.
Первое место по стоимости в китае отдается сплаву HSS4241. Сверла выполненные из этого сплава бывают «Black finish — черные не шлифованные» , а так же бывают шлифованные (немного дороже). Помимо сплава можно заказать покрытие Нитридом Титана (TiN) — стоит тоже не так дорого , но сверло получает товарный вид за копейки. Ещё одна хитрость — Маркировка. Китайцы сразу предупреждают что это сверла очень дешевые и использовать их можно разве что только по дереву. Однако это не мешает российскому импортеру заказать заветную маркировку «Р6М5». Что это за сплав? , хим состав этого сплава вот такой «W:1.50-2.50; Mo:0.60-1.20; Cr:3.80-4.40; V:0,50-0.70;» — что в переводе на российское обозначение как «Р2М1». Этот сплав пользуется большой популярностью на Российском рынке.
Второе место по стоимости в китае отдается сплаву HSS4341. Исполняются эти сверла аналогично как и HSS4241 — отличаются разным хим. составом в этом случае мы получаем «W:3.50-4.50; Mo:2.50-3.50; Cr:3.80-4.40; V:1,20-1.80;»- что переводиться на российское обозначение как «Р4М3»- по стойкости эти сверла существенно лучше чем 4241. По стоимости существенно отличаются от 4241. Покупатель считает что это хороший китай.
Третье место отдается сплаву HSS9341. Исполняются эти сверла аналогично как и HSS4241 и HSS4341 — отличаются хим. составом в этом случае мы получаем «W:8.50-9.50; Mo:2.70-3.30; Cr:3.80-4.40; V:1,30-1.70;»- что переводиться на российское обозначение как «Р9М3»- по стойкости эти сверла почти Как Р6М5 (HSS6542). Да и по стоимости почти не отличаются от Р6М5. Пользуются очень маленьким спросом на Китайскоем рынке.
Четвертое место заслуженно достается сплаву HSS6542 — P6M5. Исполнение ничем не отличается от предшественников. Хим состав следующий «W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20;». Популярностью они пользуются в Китае , но в Россию их везут намного меньше чем HSS4241 и HSS4341. Стоимость этих сверел существенно выше. Везти эти сверла в Россию и честно маркировать как Р6М5 будет проблематично по причине сформированного рынка и конкурировать по ценам этот сплав просто не сможет.
Пятое место занимает сплав «М35» — Р6М5К5 или HSSCo оно же сверло по нержавейке , его ещё называют «кобальтовое сверло». У этого сплава появился новый элемент — кобальт . Кобальт повышает термостойкость сверла , а так же улучшает его механические свойства. Исполнение немного отличается от предшественников , китайцы не покрывают их нитридом титана — в этом нет никакого смысла. Угол заточки составляет 135°. Хим состав «W:6.00-6.70; Mo:4.70-5.20; Cr:3.80-4.50; V:1,70-2.00; Co:4.50-5.50;» , по хим составу можно заметить что вольфрам и молибден имеют меньшей допуск по содержанию — это означает что китайцы подходят к изготовлению этих сверел более ответственно и качественно чем к других сплавам.
Шестое и последнее место занимаем сплав «М42». — Р2М10К8. Сверла из этого сплава почти не представлены на Российском рынке , однако можно заметить что из этого сплава изготовлены Биметаллические Коронки. Хим состав «W:1.15-1.85; Mo:9.00-10.00; Cr:3.50-4.25; V:0,95-1.35; Co:7.75-8.75;».
Итог по хим. составам приведены в таблице
Купить сверла можно у нас: Ознакомиться с наличием и ценами на сверла— отправив заявку на наш электронный адрес либо позвонить по номеру телефона
У порядочного поставщика сверел всегда должен быть хим анализ сверел. У нас принято на каждую пришедшую партию делать хим анализ и результаты прикладывать при первой просьбе клиента.
На рынке представлено множество производителей сверел. ВИЗ , Туламаш , ТИЗ и многие другие. Сказать какой сплав они используют при изготовлении сверел мы не можем, так как не проводили хим. анализ их сверел. В ближайшее время мы проведем сравнение сверел разных изготовителей и выложим видео.
enes-tobin.ru
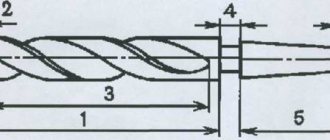
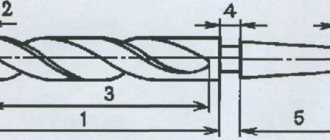
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.
Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Проверка сверл
Качество сверления деталей на сверлильных станках характеризуется точностью расположения отверстия и гладкостью его поверхности, что в значительной степени зависит от состояния режущей части сверл. Поэтому все сверла должны быть хорошо заточены. Сверла можно затачивать вручную бруском или напильником с обязательной последующей правкой режущих кромок оселком. На больших предприятиях с хорошо организованным инструментальным хозяйством для заточки сверл применяют обычно специальные точильные станки и автоматы. На фиг. 31 показан точильный станок, изготовляемый . Этот станок служит для сухой и мокрой заточки спиральных сверл. На станине станка укреплен в подшипниках рабочий вал, на котором с обеих сторон закреплены точильные Камни. Станок имеет привод от трансмиссии через рабочий и холостой шкивы. Точильные круги устанавливаются диаметром 300 мм
при ширине 25 — 30
мм
. Круги расположены на расстоянии 420
мм
один от другого. Станок делает 1600
об
/
мин
, и затрачивает мощность 1,5
квт
.
Для заточки спиральных сверл иногда применяют специальный станок, изготовляемый станкостроительным заводом им. Ильича (фиг. 32). При заточке сверло помещают в направляющей втулке, которой сообщают качательное движение от руки. Для избежания неравномерного износа шлифовального круга по ширине шлифовальная бабка имеет возвратно-поступательное движение. Станок имеет индивидуальный привод, от электромотора, установленного внутри станины. На этом станке можно затачивать сверла диаметром до 13 мм
. Пределы угла заточки при вершине сверла обеспечиваются от 50 до 140°. Мощность станка 0,52
квт
и число оборотов 1500
об
/
мин
. При отсутствии специального оборудования на заводе спиральные сверла можно затачивать на универсально-заточном станке завода Ильича (фиг. 33). Работает станок от трансмиссии через контрпривод или от индивидуального мотора с ременной передачей. Стол станка имеет продольный, поперечный и вертикальные ходы. Расстояние между центрами шлифовальных кругов 410
мм
. Число оборотов шлифовального круга, 3550 — 4800
об
/
мин
. Мощность станка 0,8
квт
. На станке устанавливается приспособление для правки круга без алмаза. При заточке сверл пользуются подручником, а заточку производят вручную. Этот станок при умелом обращении дает достаточно высокое качество заточки. Правильная заточка и надлежащий уход за режущим инструментом обеспечивают высокое качество обработки и влияют на повышение производительности труда и рациональное использование оборудования. Перовые и винтовые сверла затачивают вручную бархатным напильником и направляют оселком. При правильной заточке инструмента устанавливается наивыгоднейшее соотношение между сечением снимаемой стружки и скоростью резания, вследствие чего обработка детали отнимает минимум времени. Это позволяет рационально использовать мощность станка, устранить лишние потери, сократить расход энергии и увеличить срок службы станка. Правильно заточенный инструмент приходится затачивать реже. После каждой переточки следует проверять инструмент. Углы резания и размеры резца должны соответствовать требованиям ело эксплоатации. Для проверки сверл чаще пользуются универсальным измерительным инструментом — угломером и масштабными линейками, в некоторых же случаях целесообразно проверять сверла специальными шаблонами. Для измерения длины режущих кромок спирального сверла пользуются специальным шаблоном (фиг. 34), совмещая его с режущей кромкой и рабочей частью сверла по оси последнего. Деления, нанесенные на одной из линеек шаблона, указывают на длину режущей кромки. Измерив длину одной кромки, сверло поворачивают на 180° и определяют длину другой кромки. Недостаткам этого шаблона является невозможность определять величину угла, образуемого (режущими кромками. Если эти углы не равны, то сверло будет бить, и диаметр просверленного отверстия окажется больше диаметра сверла.
Более удобным и надежным является двусторонний шаблон (фиг. 35).
Сверла с различным углом заострения проверяют соответствующими шаблонами. Для проверки перового сверла (см. фиг. 18) можно пользоваться масштабной линейкой и штангенциркулем. Замеры производят штангенциркулем от центрального острия до конца лезвия и до подрезателя, причем оба замера должны быть одинаковы. Величину центрального острия до подрезателя измеряют также штангенциркулем. Размеры эти лучше всего сравнивать с размерами нового, еще не разработанного сверла. Простейшим инструментом для измерения углов резца является шаблон, представляющий пластинку с вырезами, соответствующими углам резца. Срок службы сверл до полного износа (табл. 1) определен из условий нормальной заточки и эксплуатации инструмента.
Таблица 1
Срок службы сверл до полного износа (в часах)
Наименование инструмента
| Диаметр сверл, мм | ||||||||
| 6 | 8 | 10 | 15 | 20 | 25 | 30 | 40 | |
| Винтовое сверло Ложечное сверло Перовое сверло Спиральное сверло Пазовое сверло Двухрезцовое пазовое сверло Трехрезцовое пазовое сверло Улитообразное сверло | 150 40 50 100 60 50 30 50 | 200 80 100 150 130 100 50 100 | 250 120 160 200 200 150 100 160 | 350 180 230 250 250 200 160 230 | 500 250 320 400 400 400 250 300 | 700 350 450 600 600 500 350 400 | 900 400 500 800 800 550 450 500 | 1100 600 650 1000 1000 600 500 650 |
| предыдущая страница | оглавление | следующая страница |
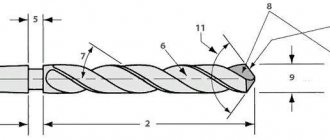
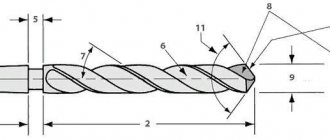
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.
Изображение №6: виды заточки спиральных сверл
- Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
- Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
- Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
- Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
- Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
О чём говорит цвет сверла по металлу
Цвет сверла – значимый показатель, по которому можно определить, насколько инструмент подходит для обработки того или иного материала. Разберем свойства, которые придают свёрлам самые популярные покрытия.
От наличия или отсутствия покрытия инструмента зависит его устойчивость к температурным и механическим нагрузкам, прочность и срок эксплуатации.
Серый (металлический) оттенок
Этот цвет говорит о том, что покрытие у сверла отсутствует. Такой инструмент обладает крайне низкой прочностью и подходит для обработки разве что мягких материалов. При сверлении твёрдого металла сверла без покрытия может не хватить даже на изготовление одного отверстия. В общем, качество оставляет желать лучшего.
Серое сверло не обладает особыми преимуществами. Кроме цены. Если готовы платить за одноразовый инструмент, пусть и недорого, то выбирайте свёрла без покрытия.
Черный оттенок
Такие свёрла чуть дороже, чем предыдущие. Но и качество у них значительно лучше. Они могут работать на более высоких скоростях и служат дольше. А всё потому, что свёрла покрыты оксидной плёнкой, которая получается с помощью обработки инструмента перегретым паром на финишной стадии изготовления. Это и придаёт сверлу чёрный цвет.
Парооксидированные свёрла идеально подходят для обработки сталей и цветных металлов. Покрытие защищает инструмент от образования ржавчины. Кроме того, такое сверло хорошо переносит значительный перегрев металла во время обработки, а также сохраняет заточку режущих кромок в отличном состоянии долгое время.
Светло-золотистый оттенок
Такой оттенок сверлу придаётся специфичная термообработка. Сначала инструмент нагревают до 250°С, а затем дают медленно остыть (так называемая процедура отпуска). Делается это для того, чтобы снять остаточные напряжения во внутренней структуре сверла. В процессе такой термообработки инструмент становится очень прочным и износостойким.
Сверлами светло-золотистого цвета можно многократно обрабатывать закалённые металлы. Даже твёрдые сплавы поддаются резанию таким инструментом.
Ярко-золотистый оттенок
Такой цвет придаёт сверлу нитрид титана, делая инструмент наиболее качественным и прочным среди аналогов. Покрытие TiN увеличивает срок службы сверла в несколько раз.
Кроме того, титан имеет свойство уменьшать трение в процессе обработки, что значительно снижает нагрев рабочей зоны. Инструментом с покрытием TiN можно сверлить чугун, а также сталь твёрдостью до 35 HRC.
Единственным недостатком ярко-золотистых свёрл является их дороговизна. Однако цена сопоставима с их высоким уровнем качества. Зачастую экономически выгоднее приобрести по-настоящему высокоэффективное сверло, чем работать дешёвым инструментом с низкой эффективностью.
При выборе свёрл по металлу с покрытием или без следует в первую очередь определиться, насколько часто вы собираетесь ими пользоваться. Также учитывайте требования к точности и качеству отверстий, которые необходимо просверлить в заготовке.
В каталоге компании ТИГРОТЕХ существует множество решений для сверления отверстий в различных материалах. Цены начинаются от 85 рублей за сверло.