Современные компьютерные технологии если и не полностью избавили от необходимости применять ручной труд, то свели ее к минимуму точно. Применение лазерных станков тоже с каждым годом приобретает все больше поклонников.
Лазерными станками с ЧПУ называют целый комплекс приспособлений, предназначенных для обработки различных поверхностей. Управление осуществляется при помощи компьютерных программ.
Уважаемые станкостроители, для Вас мы подобрали большое количество моделей в формате dxf, скачать бесплатно можно ЗДЕСЬ.
Какие материалы можно обрабатывать?
Аппарат применяется для обработки, создания рисунков на многих видах поверхностей:
- Зеркало.
- Стекло.
- Камень.
- Акрил.
- Кожа.
- Бумага.
- Картон.
- Дерево.
- Шпон.
- Фанера.
И это далеко не полный список возможностей применения резки с ЧПУ. Применение бесконтактных технологий позволит обработать даже материалы небольшой толщины. Недавно автоматизация такой работы считалась в принципе невозможной. Как и простое создание рисунков для ЧПУ лазера.
Способы получения рисунков для плазменной резки
В Интернете можно найти практически любые чертежи для изготовления предметов по интересующему нас методу. В Сети есть целые сайты, предоставляющие доступ к подобным изображениям – здесь выложены готовые графические файлы в формате CAD для лазерной, плазменной и гидроабразивной резки. Чаще всего они могут применяться без дополнительной обработки, поскольку все контуры замкнуты, состоят из дуг и отрезков.
Для резки в 2D-формате обычно используются файлы DXF, так как с ними работает большинство станков с ЧПУ для резки листового металла. Получаемые заготовки могут применяться в процессе создания решеток, ворот, заборов, лестниц либо предметов интерьера, декора для ландшафтного дизайна.
Качественно подготовленный рисунок для плазменной резки, изображающий силуэт животного, птицы или растений в форматах dxf или dwg, станет привлекательным акцентом в интерьере спальни, гостиной или иного помещения. Также он может взять на себя роль элемента оформления фасада дома или участка.
Нужно учитывать, что некоторые сайты предоставляют платный доступ к чертежам. Также в Сети есть немало предложений по переводу графических файлов в форматах bmp, jpeg, gif в dxf, который требуется для работы с плазменным оборудованием.
Принцип работы прибора
В настоящее время любое лазерное оборудование отличается приемлемым уровнем цен. Потому оно набирает популярность, используется не только в крупном, но и в мелком бизнесе. Незаменимыми помощниками станут и рисунки с шаблонами, представленные в настоящем разделе. При этом качественная работа и высокая продуктивность характерны даже для самых бюджетных моделей.
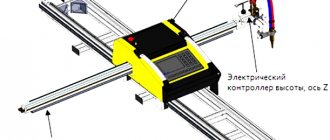
Чтобы правильно использовать рисунки с помощью резки, надо понять, из чего состоит станок:
- Цельная станина.
- Стол, расположенный в горизонтальной плоскости.
- Передвижной портал. Его оснащают специальной головкой, излучающей лазерный луч.
Шаговой электромотор позволяет привести оборудование в движение. Числовая программная схема организует регулировку всех параметров. Приспособление с Числовым Программным Управлением устанавливает на определенных позициях лазер вместе с другими устройствами, исполняющими рабочие операции.
У узла оптики агрегатов тоже несколько компонентов.
- Трубки с лазером.
- Излучатель в виде головки.
- Отражающие устройства с формой зеркал.
- Фокусировочный механизм.
- Линза фокусировки.
Виды резьбы по металлу. Примеры и программы для расчета
Приветствую вас на моем блоге! Рассмотрим виды резьбы по металлу. В данном посте я хочу подробно рассмотреть что такое резьба виды, назначение и применение резьб различных конструкций и на разных поверхностях. Думаю будет интересно как матерым инженерам так и ученикам ВУЗов и СУЗов.
Резьба. История ее появления
Резьба — что это и откуда она появилась. Об применении первых резьбовых деталях стало известно еще 4-5 веках до нашей эры. Поговаривают о наличии винтовых саморезов при строительстве храма Соломона 950—586 до н. э. Там винты могли применить при закреплении деревянных конструкций.
Стоит отметить низкое качество таких изделий. Винт изготавливался путем наматывания на него промасленной нитки, а гайка-втулка имела несколько (две) шпонки. Короче конструкция сомнительная. Виды резьбы по металлу в те далекие времена были ограничены несколькими типами.
Время шло и в начале 15 века началось обширное изготовление 3-х и 4-х первых метчиков для нарезки резьбы. Про них кстати можете почитать в моей статье Метчик что это такое. конструкция виды и как им пользоваться. Там я рассмотрел основные конструкции метчика и его основные виды.
В 18 веке научились хорошо изготавливать и наружную резьбу, так как изобрели токарный станок, но об этом в следующих постах а сейчас по делу.
Виды резьбы по металлу. Назначение и применение
В данном разделе мы рассмотрим основные виды резьбы по металлу. Постараюсь максимально подробно и доступно вам донести эту информацию. Оставайтесь со мной будет интересно.
Оборудование с возможностями
У данного оборудования основной рабочий инструмент – с лазерной основой. Его отличает высокий показатель мощности. Благодаря чему и становится доступной обработка материалов, наделенных параметрами разного типа. Благодаря таким технологиям можно получать детали с различными характеристиками, габаритами.
Возможности установок на лазере стоит рассмотреть подробнее, чтобы правильно использовать рисунки с шаблонами.
- Резка.
Это доступный вариант технологии, хотя и не самый эффективный. Лазерный резак потребляет меньшее количество энергии, чем плазменный аналог при выполнении такой же работы. Даже при применении термической обработки. Преимущество данной разновидности резки – точность краев, возможность сохранить оптические показатели.
Общие сведения
Ниже приводятся сведения по теоретическим основам, технологическим процессам и оборудованию для лазерной резки материалов, которая из всех технологий лазерной обработки получила наиболее широкое промышленное применение. Рассмотрены физические явления в полости реза, модели для расчета основных технологических параметров процесса. Даны рекомендации по выбору режимов резки разных металлов и неметаллических материалов с использованием непрерывного и импульсно-периодического излучения промышленных лазеров. В последних разделах описываются конструктивные схемы машин, автоматизированных комплексов и роботов для резки плоских и пространственных заготовок, а также приводятся типичные примеры промышленного применения техники лазерной резки.
В каких направлениях используется оборудование?
Это важный момент для тех, кто только собрался приобретать станки.
- Создание сувенирной продукции.
В производстве сувенирной продукции именно лазерные станки показали высокую эффективность. Уже говорилось о том, что бесконтактная обработка делает возможным создание рисунков на деталях с любыми параметрами. Что облегчает весь рабочий процесс. Даже ручки и USB-брелоки обрабатываются при помощи данной технологии.
- Информационная, наградная продукция.
Лазерные станки удобно использовать для изготовления табличек с какой-либо информацией. Дипломы из двухслойного пластика, наградные сертификаты – и в этой сфере лазерным станкам практически нет равных. Главное – подобрать правильные чертежи.
- Рекламная продукция.
Особенно оборудование актуально при создании интерьерных и наружных элементов. Удачно после применения станков смотрятся поверхности из акрила, оргстекла – у них появляется глянцевый торец, радиусов от фрезы не остается. Чем мельче элемент – тем проще его будет вырезать, когда применяются плазморезы.
- Резка фанеры и шпона.
При оформлении интерьеров технология лазерной резки получила широкое применение. Речь идет об изготовлении накладных элементов, декорировании мебели, создании радиаторных и вентиляционных решеток. Обычно речь идет об элементах с небольшой толщиной, хрупких.
На фрезерах изготовить такие детали практически невозможно, потому как сложно избежать появления сколов и трещин, других подобных дефектов. Детские игрушки конструкторы и отдельные элементы интерьера так же могут быть изготовлены с применением данной режущей технологии.
Для данного направления характерно и активное применение лазерной резки шпона. Особенно, когда речь идет о производстве маркетри, инкрустации. В Эрмитаже многие предметы созданы с использованием данной технологии.
- Упаковочные работы, изменение структуры поролона и пластиковых изделий.
Уже мало кого удивишь упаковкой, изготовленной с применением именно лазерных станков. Оборудование удобно тем, что его можно легко и быстро запрограммировать в любой момент. Не надо привязываться к определенному тиражу, настраивать сложные линии для подачи материалов. Поверхность избавлена от заломов при бесконтактной обработке. Поверхность рисунка выглядит красивой.
Где применяется художественная резки металла плазмой
Сейчас стало модно украшать в загородных домах помещения, фасады и прилегающий участок художественными изделиями из металла, выполненными плазменной резкой. Чаще всего декорируют:
- балконы;
- ограды;
- перила;
- двери.
Очень популярна садовая скульптура из металла и разные декоративные мелочи, украшающие дом, фасад и участок. Изделия из металла, выполненные хорошим мастером, имеют ряд преимуществ перед другими элементами декора:
- это оригинально, изящно и красиво;
- они прочные, долговечные, износостойкие;
- совместимые с большинством других материалов.
Эти изделия универсальны и уникальны. Если балкон загородного дома украсить металлическими элементами, то это, несомненно, украсит фасад. И если решетка, предназначенная предотвращать несанкционированное вторжение, выполнена при помощи художественной резки, то, помимо основной функции, она будет служить великолепным украшением.
Дверь – это своеобразная визитка дома и украшение её металлическими элементами придаст ей определённый шарм и стиль. Украшение козырьков на фасадах смотрится очень эффектно, придаёт фасаду ощущение некой волшебной старины и выглядит просто великолепно. Можно вырезать, что угодно:
- почтовый ящик;
- флюгер;
- ворота, беседку, столы и скамейки.
Интересное: Стол для плазменной резки металла: конструкция и выбор
Отдельно следует сказать о садовых скульптурах. С их помощью можно создать на придомовом участке настоящую сказку. Эффект будет сильнее, если на них нанести разноцветное антикоррозионное покрытие.
Сегодня самые различные элементы внутреннего интерьера дома можно изготовить из металла. Это позволит внести в дом дополнительные гармонию, уют и комфорт. Обстановка резко преображается, если установить в доме металлические декоративные изделия – привычные детали интерьера будут выглядеть совершенно по-другому.
Но следует избегать радикальных решений, т. к. они могут помещение зрительно сузить и сделать его холодным. Даже если интерьер будет интересным, он вряд ли вас удовлетворит. Во всём должно быть мера.
Дополнительные советы по работе
Следующие факторы должны быть учтены при эксплуатации.
- Лазерную гравировку можно использовать, не создавая печатные формы, клише и матрицы. Соответственно, не нужно приобретать дополнительное оборудование, привлекать к обработке больше людей.
Большинство операций легко выполняются в домашних условиях. Как и сама подготовка рисунков. Резать их не составит труда.
Благодаря этому экономится и время, которое тратится на допечатную обработку. Производственный процесс ускоряется, производительность любой установки становится лучше.
- Лазерные технологии известны тем, что не требуют применения большого количества материалов.
Без самого лазера гравировка не выполняется. А установка работает на питании от обычной электроэнергии. Одного лазера должно хватать примерно на 20 тысяч часов непрерывной работы. Интенсивная эксплуатация одного устройства может длиться до 7 лет. Даже если резка проводится постоянно.
- Один оператор вполне справляется с обслуживанием установки. Главное требование – умение работать с графическими программами.
- Изделия можно изготавливать как малыми, так и единичными партиями. Для оформления рисунков и их непосредственного производства создаются рабочие файлы, в специальной программе.
- Итог любой работы – получение долговечных изображений, устойчивых к воздействию любых внешних факторов. Чертеж можно сохранить на будущее.
Как правильно сделать чертеж для лазерной резки
Программы обработки листового материала методами лазерной резки работают с векторными графическими файлами формата dwg, dxf. В них хранятся чертежи для лазерной резки. Однако если ваш дизайнер работает с другим векторным графическим пакетом, это не страшно. Просто перед загрузкой чертеж следует перекодировать из существующего формата в нужный.
Программ, осуществляющих такую конвертацию, на сегодняшний день создано великое множество. Вы обязательно отыщете утилиту, необходимую именно вам. Стоит учитывать, что при конвертации чертежа иногда могут возникать некоторые искажения или случайно добавленные элементы построения. Следите за этим, чтобы их своевременно исправить.
Итак, для того чтобы по вашим чертежам возможно было провести лазерную резку или гравировку, достаточно того, чтобы сами чертежи поддерживались форматами программных пакетов AutoCAD или CorelDraw.
Основные требования к чертежам-файлам AutoCAD следующие:
- Версия – не ниже AutoCAD 2000.
- Масштаб готового документа – 1:1, тип координатной системы – World, плоское 2D-представление.
- Составные элементы должны иметь замкнутые линии (не spline). Типы линий: Arc или Line.
Основные требования к чертежам и документам (файлам) CorelDraw следующие:
- Текстовые вставки и отдельные символы должны быть преобразованы в кривые (Curves).
- Во всех чертежах ширина кривых должна быть зафиксирована константой Hairline.
- Масштаб – 1:1.
- Все контуры, включая отверстия, должны быть созданы при помощи одного замкнутого фрагмента.
- Используются версии CorelDraw – от 6 до 14.
Для лазерной резки допустимо использовать схематичный чертеж детали в компьютерной форме. Для этого применимы форматы: CDR (рабочий документ программы CorelDraw 14 или более поздних версий), DXF- или DWG-файлы (хранят результаты работы AutoCAD версии 2007 или более старые). Эскиз детали должен быть схематическим объектом с замкнутым наружным контуром. В нем могут быть отверстия и прорези (незамкнутый рез).
Лазерная гравировка: подробнее о технологии
При использовании данной технологии предполагается, что методом сублимации материал удаляется с поверхности заготовок. Результат достигается благодаря воздействию на поверхность материала сфокусированного лазерного пучка. Мощность при работе резкой для него сохраняется максимальная. Главное – правильно управлять параметрами установки, чтобы добиться желаемого результата. Лазерная гравировка во многом работает по таким же принципам, что и принтер. Оборудование максимально удобно благодаря тому, что практически ни один этап не осуществляется вручную. Это требуется только при подготовке рисунков. А в готовом виде изображение прослужит максимально долго, без каких-либо повреждений.
О специальных программах и работе с чертежами
Благодаря современным лазерным станкам, а так же программам для плазмы ЧПУ и созданию чертежей можно без проблем обрабатывать заготовки из любых материалов, обеспечивая высокую интенсивность процесса вместе с качеством. Но современные технологии отнюдь не способствовали тому, что человек полностью исключается из технологической цепочки.
Операторы освобождаются лишь от участия в самом процессе изготовления заготовок.
Чтобы получить требуемый результат для ЧПУ, требуется соблюдать главные условия, состоящие в должном уровне подготовки производства, разработке программ управления станками.
Суть любого обеспечения, используемого при управлении – создание набора кодов, которые проходят преобразование внутри микроконтроллера ЧПУ, а затем становятся импульсами при поступлении к механизмам исполнения. Функция последних передаётся шаговым электродвигателям, либо серводвигателям. Но последний вариант применяют лишь у некоторых моделей станков. Важно правильно выбрать и программу для создания чертежа.
Электродвигатели применяются по ходу преобразования импульсов, после чего последние становятся механическими движениями для инструментальной части. В этом же процессе участвуют несущий шпиндель с фрезой. Внутрь программы закладывается своеобразный маршрут, который в дальнейшем реализуется станком. От этого зависит то, как фреза двигается относительно будущей заготовки.
Благодаря современным технологиям становится просто обеспечить требуемую скорость, силу резки. Пламенная обработка так же облегчает процесс.
Внутри управляющей программы создают отдельный файл, который должен пройти обработку в дальнейшем. Что предполагает выбор современного ПО. Но надо создать предварительно эскиз будущего изделия, ведь маршрут не может появиться на пустом месте.
Процесс изготовления простейшего лазерного резака
Основным рабочим элементом самодельного резака предложенной конструкции является лазерный элемент пишущего компьютерного дисковода. Выбирать именно пишущую модель дисковода следует потому, что лазер в таких устройствах отличается более высокой мощностью, позволяющей выжигать дорожки на поверхности установленного в них диска. В конструкции дисковода считывающего типа также присутствует лазерный излучатель, но его мощность, используемая лишь для подсвечивания диска, невысока.
Извлечение лазерного модуля из привода потребует аккуратности
Лазерный излучатель, которым оснащается пишущий дисковод, размещается на специальной каретке, способной передвигаться в двух направлениях. Чтобы снять излучатель с каретки, необходимо освободить его от большого количества крепежных элементов и разъемных устройств. Снимать их следует очень аккуратно, чтобы не повредить лазерный элемент. Кроме обычных инструментов, для извлечения красного лазерного диода (а для оснащения лазерного самодельного резака нужен именно он) потребуется паяльник, чтобы аккуратно освободить диод от имеющихся паяных соединений. Извлекая излучатель из посадочного места, следует соблюдать аккуратность и осторожность, чтобы не подвергать его сильному механическому воздействию, которое может стать причиной его выхода из строя.
Для резака нужен светодиод с красным свечением
Излучатель, извлеченный из пишущего компьютерного дисковода, необходимо установить вместо светодиода, которым изначально укомплектована лазерная указка. Для выполнения такой процедуры лазерную указку нужно разобрать, разделив ее корпус на две части. В верхней из них и находится светодиод, который следует извлечь и заменить на лазерный излучатель от пишущего компьютерного дисковода. Закрепляя такой излучатель в корпусе указки, можно использовать клей (важно только следить за тем, чтобы глазок излучателя располагался строго по центру отверстия, предназначенного для выхода луча).
Для контроля мощности нужно собрать простейшую электросхему, иначе светодиод может выйти из строя
Напряжения, которое вырабатывают источники питания в лазерной указке, недостаточно для того, чтобы обеспечить эффективность использования лазерного резака, поэтому применять их для оснащения такого устройства нецелесообразно. Для простейшего лазерного резака подойдут аккумуляторные батареи, используемые в обычном электрическом фонарике. Таким образом, совместив нижнюю часть фонарика, в которой размещаются его аккумуляторные батареи, с верхней частью лазерной указки, где уже находится излучатель от пишущего компьютерного дисковода, можно получить вполне работоспособный лазерный резак. Выполняя такое совмещение, очень важно соблюсти полярность аккумуляторных батарей, которые будут питать электроэнергией излучатель.
Схема резака на основе лазерной указки
Перед сборкой самодельного ручного лазерного резака предложенной конструкции из наконечника указки необходимо извлечь установленное в нем стекло, которое будет препятствовать прохождению лазерного луча. Кроме того, надо еще раз проверить правильность соединения излучателя с элементами питания, а также то, насколько точно располагается его глазок по отношению к выходному отверстию наконечника указки. После того как все элементы конструкции будут надежно соединены между собой, можно приступать к использованию резака.
В принципе для самодельного резака этой конструкции можно использовать любой подходящий корпус
Конечно, при помощи такого маломощного лазера не получится разрезать металлический лист, не подойдет он и для работ по дереву, но для решения несложных задач, связанных с резкой картона или тонких полимерных листов, он годится.
Проба резака. Изолента режется как ножом по маслу
По описанному выше алгоритму можно изготовить и более мощный лазерный резак, несколько усовершенствовав предложенную конструкцию. В частности, такое устройство необходимо дополнительно оснастить такими элементами, как:
- конденсаторы, емкость которых составляет 100 пФ и 100 мФ;
- резисторы с параметрами 2–5 Ом;
- коллиматор – устройство, которое используется для того, чтобы собрать проходящие через него световые лучи в узкий пучок;
- светодиодный фонарик со стальным корпусом.
Конденсаторы и резисторы в конструкции такого лазерного резака необходимы для того, чтобы создать драйвер, через который электрическое питание будет поступать от аккумуляторных батарей к лазерному излучателю. Если не использовать драйвер и пустить ток на излучатель напрямую, последний может сразу выйти из строя. Несмотря на более высокую мощность, такой лазерный станок для резки фанеры, толстого пластика и тем более металла также не получится.
Модели резки
Тепловые модели
Учитывая определяющий характер тепловых явлений, для оценочных расчетов режимов резки используют тепловые модели, созданные на основе теории теплопроводности. При этом не учитывается влияние газогидродинамических явлений в полости реза. Простейшей является одномерная модель резки с последовательным образованием отверстий и коэффициентом перекрытия. Для оценочных расчетов режимов резки применяются также модель линейного источника тепла в пластине. В параметрической форме основное ее уравнение имеет вид :
6,3/Р = In (4,5/Y), (28.1)
где
Р = q/δaγ (сТn + m); Y = Vpb/a (28.2)
— параметры соответственно мощности и скорости; q — эффективная тепловая мощность луча, Вт; δ — толщина металла, м; a — коэффициент температуропроводности, м2/с; γ — плотность, кг/м3; с — удельная теплоемкость, Дж/(кг*К); Тп — температура плавления. К; m — скрытая теплота плавления, Дж/кг; Vp — скорость резки, м/с; b — ширина реза, м.
При P≥10 и Y≥5 выражение (28.1) преобразуется в уравнение Y=0,48 Р для мощного быстродвижущегося линейного источника тепла в пластине, при Р≤4 и Y≤1 оно описывает предельное состояние теплового поля для линейного подвижного источника тепла. По (28.1) можно рассчитать скорость резки при заданной мощности излучения или требуемую мощность излучения при заданной толщине металла и скорости резки. В качестве примера рассчитаем минимальное значение q, требуемое для резки разных металлов толщиной 10-3 м при минимальной скорости резки 1,67*10-3 м/с и b=2*10-4 м. Ниже приведены данные по разрезаемости разных металлов:
Расчетные минимальные значения q характеризуют разрезаемость металлов в режиме плавления и испарения. При расчете q при резке в режиме испарения, согласно (28.2),
Р = q/δaγ (сТk + r), (28.3)
где Тk — температура кипения металла; r — скрытая теплота испарения, Дж/кг. Значения q рассчитаны из условия, что теплофизические свойства металлов не зависят от температуры и агрегатного состояния. Для определения требуемой мощности лазера необходимо учесть поглощательную способность металла.
Теплогидродинамические модели
Комбинированная модель описывает нестационарный периодический характер разрушения верхней кромки металла на малой скорости резки с помощью механизма образования отверстий и стационарное разрушение металла по всей его толщине при большой скорости резки. Используя эту модель, можно объяснить наличие на поверхности реза зон с разной шероховатостью, выполнить оценочные количественные расчеты скорости резки и шероховатости поверхности кромки. Но в модели не учитываются изменение плотности мощности излучения по толщине металла и газодинамическое воздействие на металл струи вспомогательного газа.
Высококачественный лазерный CO2 станок с ЧПУ своими руками! С сенсорным управлением! + Чертежи!
На этом этапе я расскажу о конструкции этой машины. На этом шаге нет файлов для загрузки. Я добавлю эти файлы на этапах, где я буду рассказывать о сборке или установке отдельных частей лазерного резака. Что касается этого шага, я просто объясню, как и почему я пришел к этому дизайну. Я вдохновлялся внешним видом дизайна лазерного резака серии hobby от Full Spectrum Laser.
Прежде чем сделать набросок того, как должна выглядеть машина, я составил список вещей, которые нужно учитывать при ее проектировании.
Первое и самое главное безопасность! При создании данной машины не забывайте, что безопасность является приоритетом.
Поскольку этот лазерный резак использует CO2-лазер мощностью 40 Вт, очевидно, что лазерный луч и даже его отражения. Должны оставаться внутри станка. Поэтому для чехла машины я использовал темную акриловую пластину. Пластина достаточно прозрачная, чтобы вы могли видеть, что происходит внутри. Для боковых панелей я использовал ламинат высокого давления, потому что он хорошо выглядит и устойчив к лазерному излучению.
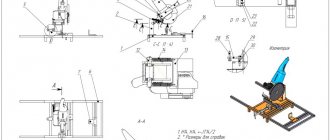
Второй фактор, который я имел в виду, — это размер рабочей зоны и самого резака. Я хотел, чтобы у него была большая площадь реза 600 на 1000 миллиметров. Зачем строить маленькую машину, если можно построить большую? Поскольку это все еще машина, сделанная своими руками, я хотел, чтобы при необходимости было легко заменять или добавлять детали. Поэтому поля всех отдельных «комнат» в машине выбраны немного шире.
Помня о простоте сборки и возможной модификации этого лазерного резака, я решил построить раму из Т-образных алюминиевых 30×30 профилей.
Теперь я объясню базовый дизайн этого проекта. На изображениях этого шага я добавил несколько черновиков, которые показывают вам различные ракурсы каркаса. Конструкция состоит из пяти отдельных мест. Самое большое пространство — это рабочая зона лазерного резака. Пространство сразу за рабочей зоной — это вентиляционная комната, все пары будут всасываться из рабочей зоны в это место и выводиться наружу по вентиляционному шлангу. За вентиляционным помещением расположены два пространства друг над другом. Верхнее пространство — это пространство, куда войдет лазер. Я хотел, чтобы лазер не находился в рабочей зоне, потому что было бы плохо, если бы он был во всех этих парах. Нижнее пространство — это пространство, где будут находиться резервуар для воды и водяной насос, они необходимы для охлаждения лазера. Последняя комната — это пространство справа от машины, где будет вся электроника, драйверы, расходные материалы и сенсорный экран. Отдельные зоны пространства будут разделены акрилом толщиной 3 мм.