Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих – технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Электросварщик за работой
Yandex.RTB R-A-1479455-2
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Yandex.RTB R-A-1479455-7
Технология сварочных работ
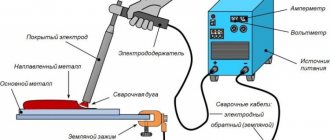
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно
Yandex.RTB R-A-1479455-3
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Yandex.RTB R-A-1479455-8
Что необходимо узнать и где
Для того, чтобы научиться сварке самостоятельно, необходимо узнать, как работать сваркой, как работать со сварочными аппаратами для начинающих, как научиться сваривать металл и другие секреты сварки.
Полезно посмотреть видео, где проводится мастер класс по сварке металла. Там можно наглядно посмотреть, как работать со сваркой для начинающих. Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Пособие по сварке для начинающих поможет разобраться в том, как правильно научиться варить сваркой, а именно, как научиться варить сваркой с нуля.
Еще один способ, как научиться сварке — поработать вместе с опытным сварщиком, который укажет на возможные ошибки и даст советы по их исправлению.
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Курсы для сварщиков
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.
Открытый вид похож на обычные очки, имеющие особые стекла. Закрытий тип имеет возможность фиксации с помощью резинки. Для покрытия окна используются минеральное стекло или поликарбонат. В большинстве моделей имеется защита стекол от запотевания. Недостатком являются открытые участки лица и шеи. Для того, чтобы научиться сварке, рекомендуется приобретать другие виды защиты лица. Хорошим вариантом защиты являются защитные маски.
Преимущество сварочной маски — полная защита лица, глаз и шеи. Предпочтение следует отдавать тем видам, которые имеют крепление на голове, а не тем, которые приходятся держать в руке.
Необходимо учитывать, что во время сварки время от времени приходится осматривать промежуточные результаты работы или заменить сгоревший электрод. Для этого приходится освобождать лицо от маски, что является крайне неудобным. Эту проблему решает такой вид защитной маски, как «Хамелеон».
Это можно считать прорывом в области экипировки сварщика, и дарит ему массу удобств, являясь наиболее удобным вариантом, при котором используется автоматическая регулировка затемнения стекол. Светофильтр на основе кристаллов пропускает только видимые лучи, а ультрафиолетовые и инфракрасные задерживает. Имеется основательная защита шеи. Маска сидит на голове плотно, но без лишнего напряжения, благодаря регулятору расположения. Наличие вентиляции предохраняет стекла от запотевания.
Основную важную функцию выполняет регулятор автозатемнения. Благодаря его наличию сварщик может не снимать маску с головы или приподнимать ее. Маска сама отслеживает уровень освещенности благодаря наличию поляризационных фильтров. Когда происходит сваривание, стекла приобретают максимальное затемнение, а при прекращении воздействия яркого света они становятся более прозрачными. Светофильтр также отреагирует на изменение яркости горения дуги.
Маски подобного класса имеют небольшой вес. К преимуществам относится возможность широкого обзора. Сварочные работы для начинающих рекомендуется производить в таких универсальных масках, что будет обеспечивать максимальную безопасность.
Нельзя ничего оставлять незащищенным, поэтому кроме маски следует позаботиться о плотной одежде, брезентовых рукавицах, крепкой обуви и прочном головном уборе. Идеальным вариантом будет приобретение специального костюма, изготовленного для защиты во время сварки.
Электроды для сварки
Сварочное дело для начинающих предполагает изучение разных видов электродов и принципы их выбора. Электроды для начинающих осваивать эту науку, но еще не имеющих опыта практических работ, на вид все кажутся одинаковыми, но это далеко не так.
Правильный выбор этих расходных элементов является гарантией того, что грамотно и качественно будет выполнена сварка. Самоучитель по этим проблемам поможет в этом вопросе, но постараемся изложить основные критерии выбора.
Электроды позволяют осуществлять соединение металлических изделий различной формы, размеров, марок материала. Их работа основана на возбуждении дуги между ними и поверхностью детали, создания вследствие этого высокой температуры, под влиянием которой происходит плавление металла и образование сварного шва, соединяющего свариваемые изделия.
Электрод представляет собой металлический стержень, имеющий специальное покрытие — обмазку. Роль обмазки состоит в том, что она обеспечивает защиту от проникновения кислорода в сварную зону, что будет в значительной мере ухудшать качество шва. Покрытие обеспечивает более быстрое зажигание дуги, а также гарантирует стабильность и равномерность ее горения.
Разными бывают размеры стержня и виды обмазок. Необходимо научиться разбираться в этом многообразии, и не тратить деньги на электроды, которые окажутся бесполезными для конкретной работы.
Сварка электродом для чайников рекомендует освоить разные их виды на небольших кусочках металла, и овладеть различными техниками. Если приобрести большое количества разнообразных электродов и тренироваться с ними, то можно освоить технику их ведения до автоматизма. Удачными будут считаться те образцы, на которых получен красивый качественный шов.
Сварка электродом для начинающих также предполагает практику соединения изделий разной толщины и из различных видов металла. Электроды для начинающих сварщиков лучше выбирать не более трех миллиметров. Для обучения этот размер является самым оптимальным. Для сварки металла для начинающих также хорошо подойдут двухмиллиметровые электроды. Выбранные электроды должны соответствовать свариваемым деталям.
Нельзя забывать о том, что перед началом сварки с помощью электродов необходима предварительная подготовка поверхностей соединяемых деталей. Она состоит в зачистке и освобождении их от грязи, пыли, следов краски, масляных пятен. Отсутствие такой подготовки не даст возможность получить правильный шов и освоить азы сварки электродами для начинающих.
Перед тем, как начать сварку электродами, необходимо надежно зафиксировать соединяемые изделия. Их смещение прямо во время процесса сварки для неопытного сварщика станет неприятным сюрпризом. Фиксацию можно проводить на специальном оборудовании, но прежде, чем тратиться на него, лучше освоить фиксацию с помощью прихваток.
Они представляют собой короткие швы, выполняемые поперек будущего основного шва. Делать их надо такими же электродами, какими будет осуществляться дальнейшее соединение, то есть подходящими к данному материалу. Выполнение прихваток будет являться частью тренировки работы с электродами.
Для того, чтобы научиться сварочным работам, необходимо разобраться в том, какие бывают электроды. Существуют следующие виды самых популярных покрытий:
- основное;
- рутиловое;
- кислое;
- угольное.
Рутиловые электроды находят основное применение для ручной сварки с помощью дугового способа. Ток при этом может быть, как постоянный, так и переменный.
Название этого вида электродов объясняется тем, что в обмазку входит минерал рутил, получаемый из оксида титана. Рутил оказывает положительное влияние на получение хорошего шва, защищая сварочную ванну, что уменьшает возможность образования таких дефектов, как поры. При покупке следует обращать внимание на обозначение, в которое входит буква «Р», что означает рутиловые электроды.
К преимуществам использования рутиловых электродов также относится более быстрое и легкое удаление образовавшегося шлака. Получаемый шов обладает значительным сопротивлением разрывам и изломам.
Несмотря на положительные качества, рутиловые электроды также необходимо подготавливать к процессу сварки, подсушивая их и прокаливая. Работать с рутиловыми электродами следует при сварке малоуглеродистых материалов, а также низколегированных. Рутиловые электроды также можно использовать, если предстоит сварка деталей, имеющих форму труб. К наиболее популярным видам рутиловых электродов относятся АНО и МР.
Электроды с кислым покрытием обеспечат хорошую сварку даже в том случае, если поверхности деталей будут не слишком хорошо очищены. Эти виды электродов применяют для сваривания изделий из низкоуглеродистых видов стали в конструкциях с невысокими требованиями.
Если предполагается производить сварку электродами с основным покрытием, то рекомендуется выбирать марку УОНИ. При плавлении электродов такого вида происходит выделение углекислого газа, который начинает выполнять функцию защиты сварочной ванны, что гарантирует получение прочного шва.
Стержни угольных электродов являются неплавкими. Чтобы начинающим сварщикам потренироваться для работы с ними, придется выбрать детали не только из металла, но также из чугуна и бронзы. Приятным бонусом для них будет отсутствие прилипания угольных электродов к поверхности этих материалов. Также можно попробовать удалить этими универсальными электродами внешние дефекты, образовавшиеся после окончания сварочного процесса.
Пользоваться электродами станет гораздо проще и легче, если вставить их в специальные зажимы.
Такой держатель надежно зафиксирует электрод с помощью находящейся внутри пружины. Выбор диаметра электрода находится в прямой зависимости от толщины стали. Это правило является простым и легко запоминающимся.
Какими электродами варить профильную трубу 2 мм.
При выборе электродов для электросварки руководствуются толщиной заготовок, напрямую связанной с их диаметром.
Необходимые данные можно получить из таблиц на упаковке или определить размеры самостоятельно, учитывая, что диаметр электрода примерно соответствует толщине стенки при значениях не более 4 мм.
Выбор режима сваривания и вида электродов
Ток, пропускаемый через электроды, напрямую связан с их диаметром, его номинал обычно указывается на упаковке. Дополнительно его значение можно установить из таблиц или приблизительно определить расчетами, исходя из того, что 1 мм. толщины электрода требует ток в 30 ампер.
Существует четыре основных вида электродов в зависимости от материала покрытия:
- Кислые (А). Характеризуются высоким содержанием железа и марганца, металлический электрод переходит в шов в виде мелких капель с образованием жидкой ванны, при отвердевании шлак легко отделяется. При работе слишком высокая температура дуги приводит к подрезам, шов в высокой степени подвержен трещинам – это ограничивает применение данного вида.
- Целлюлозные (Ц). Помимо целлюлозы в состав входят ферромарганцевые руды и тальк, которые полностью выгорают при нагревании, образуя защитный газ, при этом шов не имеет шлакового покрытия. Электрод переходит в шов средними и крупными каплями, образуя грубую неровную структуру с многочисленными брызгами.
Рис. 10 Внешний вид электродугового аппарата и электрода
Рутиловые (Р). Покрытие состоит в основном из диоксида титана или ильменита, металл электрода переходит в сварочную ванну средними и мелкими каплями с малым количеством брызг и образованием ровного качественного шва. Шлаковое покрытие имеет пористую структуру и легко отделяется от шва.
Для электросварки низкоуглеродистых стальных сплавов, из которых изготавливаются профильные трубы, наиболее часто применяются хорошие электроды марок УОНИ-13/55, МР-3, АНО-4, для сваривания нержавейки можно использовать марку ОК 63.34.
Рис.11 Сварка тонкостенных труб
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ — чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка — оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Особенности
Сварка нержавейки может сопровождаться определёнными сложностями. Связано это с составом этого металла. Он содержит от 12 до 30% хрома, который обуславливает высокий показатель коррозийной устойчивости нержавеющей стали. Из-за содержания этого компонента появляются некоторые сложности при сваривании:
- Низкий показатель теплопроводности. Она в два раза ниже, чем у низкоуглеродистых сплавов. Из-за этого металла расплавляется при более низких температурах, что нужно учитывать при сварке.
- Повышенный коэффициент линейного расширения. Из-за этого при сильном нагревании детали подвергаются деформации. Если толщина у заготовок большая, а расстояние между ними до соединения незначительное, могут появиться трещины.
- Высокое электрическое сопротивление, низкий показатель теплопроводности негативно воздействуют на хромоникелевые электроды. Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса.
- Межкристаллитная коррозия. Происходит этот процесс после нагревания нержавеющей стали свыше 500 градусов. По краям зёрен структуры металла появляются прослойки, который состоят из железа, карбида хрома.
Если сварочный режим был выбран неправильно, это может привести не только к нарушению целостности шва, но и к потере коррозийной устойчивости нержавеющей стали. После нагревания этого материала свыше 500 градусов, он подвергается окислению. Чтобы избежать этого процесса, детали требуется охлаждать водой или специальным маслом.
Перемещение и угол наклона электрода
Манипулировать электродом можно, перемещая его одним из следующих способов:
- Поступательно. Электрод будет перемещать вдоль своей собственной оси. Такой способ хорош тем, что будет обеспечена постоянная длина дуги, а также сохранится выбранная скорость расплавки металла.
- Прямолинейно. В этом случае электрод надо перемещать по направлению линии образования шва. Преимуществом является гарантия сохранения необходимой скорости сварочного процесса. Шов будет получаться качественно выполненным.
- Колебательно. При широком шве следует выбирать именно такой вариант движения электродом. В этом случае будут хорошо прогреваться кромки, расположенные на значительном расстоянии.
Если выполняется многопроходная сварка, то нижний корневой шов можно выполнять первым или вторым способом, что обеспечит получение узкого нитевидного шва. Зато для последующих проходов надо использовать колебательные перемещения электрода. При использовании этого несложного метода прогреется и корень шва и его кромки.
Важную роль для хорошего формирования шва играет наклон, с которым осуществляется сварка электродом.
Двигаться им можно в разнообразнейших направлениях — на сварщика и от сварщика, влево и вправо, вперед и назад, поднимаясь и опускаясь. Главное при этом соблюдать соответствующий направлению движения угол наклона электрода. Он должен быть оптимальным. Слишком острый угол не позволит кромкам прогреться в должной мере, края останутся непроваренными, что приведет к снижению прочности конструкции.
Прочность изделию придаст сохранение на протяжении всего процесса выбранного угла наклона электрода и скорости прохождения процесса. Исключение составляет сварка труб, при которой неизбежно изменения угла по мере движения по окружности.
Важно не только начинать, продолжать, но грамотно заканчивать сварочный процесс. На заключительном этапе конец электрода перемещают перед тем, как прекратить горение дуги.
Правильно оформленные сварочные швы для начинающих будут означать, что они уже стали неплохими специалистами в этой области. Имеется возможность выбрать из всего многообразия колебательных движений выбрать, тот, который больше всего понравится и получится. Для этого надо потренироваться на небольших кусочках металла.
Каждый из предложенных способов имеет свое название и предполагает совершение колебательных движений поперек оси шва. Сваривать таким методом можно, как горизонтальные, так и вертикально расположенные швы.
Красивые названия типа елочка, полумесяц, петля обозначают схематично движение электродов. Некоторые из них, например, петли, целесообразно применять для сварки тонкостенных деталей, другие также имеют особенности применения. Неплохим вариантом служат движения полумесяцем, которые гарантируют хорошее прогревание кромок.
Амплитуда движений может иметь различное значение, зависящее от ширины шва. Выбор схемы движения также зависит от расположения соединения в пространстве.
Обучение сварочному делу следует начинать с нижнего горизонтального шва, как наиболее легкого в исполнении. Для начала следует выбрать несложные детали небольшого размера.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Подготовка кромок
Сварка металла своими руками начинается с грамотной подготовки кромок соединяемых изделий. Невозможно надежно соединить две детали, просто приложив одну из них к другой и подвергнув свариванию. О надежности соединения в этом случае речь идти не может. Форму кромкам придают после их предварительного очищения.
По своей конфигурации разделанные кромки станут похожими на различные буквы, поэтому начинающий сварщик без труда их запомнит. После разделки кромок приступают к надежной фиксации подлежащих сварке компонентов друг относительно друга. Наилучшим способом фиксации является выполнение прихваток. Если детали имеют небольшой размер, то их можно вставить в струбцину и зафиксировать прижимными планками.
Подготавливаем оборудование
Работа сварочным аппаратом предусматривает установление на нем режима, соответствующего предстоящей сварке. Первым делом аппарат должен быть включен и проверен на свою работоспособность. При обнаружении неисправностей работа на нем категорически запрещена.
Начинающему сварщику следует еще раз изучить инструкцию по эксплуатации, которая входит в комплект любого прибора. Затем желательно закрепить теоретические знания практикой, потренировавшись на небольших кусочках металлических элементов. Если работа будет проводиться с помощью инвертора, то необходимо установить на нем полярность.
Выбор полярности зависит от того, каким током будет проводиться сварка — постоянным или переменным, а также от материала свариваемых элементов.
Выбор необходимого значения тока находится в прямой зависимости от диаметра электрода — чем больше диаметр, тем большее значение тока должно быть выставлено. Точно рассчитать значение тока можно, ориентируясь на следующую зависимость: каждый миллиметр диаметра электрода потребует ток порядка девяносто-сто ампер.
Начинающий сварщик должен потренироваться и научиться правильно выставлять величину тока на применяемом оборудовании.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток — в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Сварка инвертором
Наилучший сварочный аппарат для начинающих — это инвертор. Работа со сварочным аппаратом такого уровня является несложной и, можно так выразиться, даже приятной. Такой сварочный прибор обладает многими преимуществами перед устаревшим в наше время трансформатором.
При приобретении инвертора следует в первую очередь обращать внимание на такую его характеристику, как мощность. Основы сварочных работ для начинающих рекомендуют выбирать прибор такой мощности, которая будет достаточна для предстоящего проведения, чтобы не переплачивать.
Для переноса этого агрегата предусмотрен наплечный ремень, обладающий регулировкой, или ручка. Сам аппарат устанавливается на опорные ножки. Охлаждение осуществляется посредством вентилятора. Этому также способствуют вентиляционные отверстия в металлическом корпусе прибора. Перегрев силового блока фиксируется специальным регулятором.
Управляется инвертор кнопкой включения. При подключении в сеть загорается индикатор включения. Для подключения держателя с установленным в нем электродом имеется специальный разъем. Сваривать детали с помощью инвертора допустимо только постоянным током. Менять параметры сварки можно, изменяя полярность на агрегате. Ток на инверторе выбирают в зависимости от толщины деталей.
Тренироваться работой с инвертором лучше всего на массивных деталях небольшого размера. Удобно проводить соединение, когда детали лежат на верстаке. Если тренировка осуществляется только на одном куске металла, то на нем мелом следует провести линию, по которой будет двигаться электрод. Начинать варить рекомендуется, установив минимальное значение тока, и выбрав обратную полярность. Двигать электрод при этом надо углом вперед.
Оптимальный ток можно определить, взяв металлическую заготовку и установив на приборе большое значение тока. Если произойдет прожог металла, то ток следует уменьшать, добиваясь его оптимального значения.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке. Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.
Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать — важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него. Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения.
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.