Сталь лучше сверлить еще до процесса каления, поскольку это не вызовет никаких затруднений. Если же попалась каленая заготовка (большой толщины), отпустите ее, просверлите отверстия стандартным сверлом и повторно произведите закалку, если того требует ситуация. Однако, не всегда этот вариант возможен. Часто бывают ситуации, когда требуется сделать отверстие в заготовке из стали, но она уже сильно закалена. В производстве и народными умельцами, создано множество вариантов и технологий сверления калёной стали. Исходить нужно из той ситуации, тех материалов, которые есть под рукой. Обязательный фактор – цели, ради которых требуется проделывать данную работу.
В домашних условиях
Порой, чтобы получить отверстие, достаточно сделать прорезь болгаркой. Через нее пропустить винт, далее закрепить заготовку. Чтобы отверстие вышло меньше, его нужно делать с 2 сторон. Диск при этом используется наименьшего диаметра. Лучше будет практически стертый диск.
Перед работами сталь необходимо обследовать на твердость. Уже отталкиваясь от этого выбирать метод. Если заготовка хорошо гнется, подойдет сверло с победитовыми напайками, т.е. по бетону. Обязательное условие – оно должно быть острое. Заточить его можно алмазным кругом. В противном случае требуется использование специальных инструментов.
Во время работ заготовка сильно прижимается дрелью, и ставятся большие обороты. Место сверления предварительно смазывается. Лучше будет изначально использовать сверло меньшего диаметра, а потом заменить на больший. Так снижается площадь сопротивления, повышается эффективность.
Если используется специальное сверло из углеродистых сталей, требуется работать, учитывая следующие тонкости:
- Дрель сильно не прижимать к заготовке;
- Не включать большие обороты.
Следующий метод займет от 2 часов. Сначала металл протравливается серной или азотной кислотой. Из парафина делается бортик, туда закапывается кислота. Диаметр «глазка» получается чуть шире, нежели сам борт, поэтому делая его, учитывается этот нюанс. Для ускорения процесса заготовка подогревается до 50 градусов.
Также отверстие делается обычным сварочным аппаратом. Само место прожигается, либо «отпускается», а далее просто просверливается. Оплавленные края необходимо зашлифовать.
В чем проблема
Разбирать, как просверлить отверстие в каленом металле, нужно с небольшого объяснения.
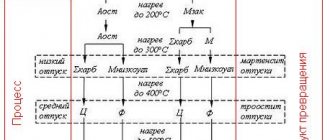
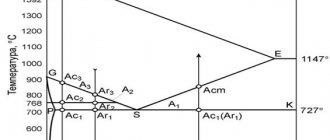
Закаливание представляет собой особый вид обработки металла, при котором оно сильно нагревается, а затем резко охлаждается. После процедуры каленая сталь становится тверже и прочнее, уменьшается сопротивление на излом, увеличивается устойчивость к стиранию. При этом материал становится более хрупким, менее гибким и пластичным.
Сверлить простую сталь не составляет труда. Для этого используют стандартные сверла из быстрорежущего материала. Закаленная же сталь намного прочнее, обычное сверло ее не возьмет – оно быстро затупится и придет в негодность.
По возможности лучше сверлить необходимые отверстия до закаливания стали. Если же это невозможно, необходимо подготовить подходящий инструмент. Обычно подходят покупные сверла для сверления каленой стали, но в редких случаях может потребоваться специальное оборудование.
На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Глубина отверстия контролируется нанесенными насечками с разметкой на пиноли. Если на ней предусмотрен лимб, то глубина сверления получится с точностью до 0,01 миллиметра. Сверлить необходимо в несколько этапов. Сделав отверстие глубиной в 2 мм, сверло выводится из стали и удаляется стружка (из отверстия и выводных каналов сверла). После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
Процесс сверления
Перед началом сверления каленой стали стоит учесть несколько нюансов. Они связаны с твердостью материала.
Источник grandmetal.pro
Перед тем, как просверлить каленый металл в домашних условиях, стоит учесть следующие особенности:
- При работе выделяется большое количество тепла. На место работы желательно подавать жидкость для охлаждения.
- Сверло, особенно непрофессиональное, может быстро тупиться. Его необходимо затачивать при помощи алмазного круга.
Перед началом работы необходимо проверить прочность крепления на самом инструменте, а также прочно ли зафиксирована деталь. Если деталь из полированной или хромированной стали, на тиски надевают прокладки из ткани или кожи, чтобы не поцарапать. Работать рекомендуется в защитных очках и прочной одежде.
Также стоит выполнять следующие правила:
- Сперва необходимо включить сверло на низких оборотах, затем поднести его к заготовке, иначе оно быстро затупится.
- Выводить сверло нужно также постепенно, уменьшая скорость, но не останавливая его полностью.
- Сверлить нужно на низких оборотах, не более 1000 оборотов в минуту. Проверить это легко: при вращении канавки должны быть различимы. Если они сливаются в одно целое, скорость лучше сбавить.
Источник behance.net
- Перед тем, как просверлить отверстие в закаленном металле, требуется проверить прочность металла, особенно если сверло не уходит вглубь. Для этого используют напильники разной прочности. Если на поверхности не остается следов, стоит выбрать более твердое сверло или с алмазным наконечником, и работать на небольших оборотах.
- При сверлении глубоких отверстий на сверло стоит насадить небольшой кусочек спрессованного пенопласта. Это позволит заглублять сверло до нужной отметки и обеспечит сдувание стружки.
- При работе с полированной поверхностью на основание насадки стоит надеть фетровую шайбу, чтобы избежать контакта патрона и поверхности.
- Если сверло слишком тонкое и плохо крепится в патроне, его хвостик необходимо обернуть латунной проволокой, добавив объема.
Мощность дрели рассчитывается, исходя из технических характеристик прибора.
Дополнительная подготовка
Чтобы процесс сверления прошел быстрее и проще, по возможности стоит подготовить поверхность. Для этого ее необходимо размягчить.
Источник mkada.ru
Перед тем, как сверлить закаленную сталь, ее можно подготовить при помощи:
- Сварочного аппарата. Необходимо нагревать место сверления, чтобы металл стал мягче.
- Пробойника. Он позволяет сделать небольшое углубление, что упростит сверление.
- Кислоты (серной, хлорной или любой другой). Необходимо сделать вокруг места сверления бортик, чтобы кислота не испортила всю поверхность, налить туда жидкость и оставить на несколько часов.
В процессе работы возникает сильное трение, насадки начинают сильно нагреваться и деформироваться. С этим можно справиться при помощи специальной смазки, но подойдет и машинное масло. Ее используют в различных моментах:
- Перед началом работы наносят несколько капель на точку сверления.
- На режущую кромку сверла наносят немного масла, в процессе работы его добавляют, так как масло расходуется.
- Во время работы стоит время от времени делать перерыв, чтобы инструмент остыл.
Эти меры предосторожности помогут увеличить срок службы инструмента и сохранить сверла в целости.
Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Контроль размера
После получения отверстий проводится контроль размеров. Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
- Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.
Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Смазывание стали специальным маслом
Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
Это связано с тем, что масло может снижать температуру режущей кромки.
Сверловка стального проката
Сверловка отверстий в металле – один из видов механической обработки для получения сквозных и глухих отверстий требуемого диаметра. Суть процесса состоит в закреплении обрабатываемой детали, разметке и обработке ручным или автоматизированным инструментом.
Оборудование для сверления
Тип оборудования выбирают, в зависимости от поставленных задач. Сверлильные станки бывают радиально-сверлильными, вертикально-сверлильными, координатно-сверлильными. С их помощью выполняют:
- сквозные и глухие отверстия с цилиндрическими стенками;
- многогранные, овальные и другие отверстия;
- внутреннюю резьбу;
- чистовую отделку;
- рассверливание уже имеющегося отверстия.
Применение смазочных материалов
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.