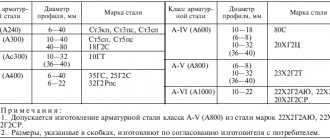
1.2. В готовой продукции допускаются отклонения по химическому составу, указанные в табл. 2.
Таблица 2
| Наименование элемента | Массовая доля элемента в марке, % | Допускаемое отклонение, % |
| Углерод | До 1,00 Св. 1,00 | ± 0,01 ± 0,02 |
| Хром | В пределах норм табл. 1 | ± 0,10 |
| Вольфрам | До 12,00 Св. 12,00 » 15,00 » 15,00 | ± 0,10 ± 0,15 ± 0,20 |
| Ванадий | В пределах норм табл. 1 | ± 0,05 |
| Молибден | До 1,00 Св. 1,00 | ± 0,03 ± 0,05 |
| Кобальт | До 0,50 Св. 4,0 » 5,00 » 5,00 | + 0,05 ± 0,10 ± 0,15 |
| Кремний | В пределах норм табл. 1 | + 0,05 |
| Марганец | То же | + 0,05 |
| Азот | » | ± 0,01 |
| Ниобий | » | ± 0,02 |
(Измененная редакция, Изм. № 3, 4, 6).
Применение сплава
Положительные характеристики данного сплава помогли найти применение этой стали в домашнем обиходе. Из нее изготавливают ножи. Причем, если изделие будет правильно заточено, то оно сможет резать не только плоть животного, но металлическую тонкую пластину.
Диски из стали Р6М5
Единственным минусом такого изделия является его заточка. Но, если знать все хитрости правильной заточки, то данный инструмент станет очень полезным в быту. Такими изделиями чаще всего пользуются охотники и туристы.
Несмотря на дорогую стоимость, применение сплава для ножей стало очень популярно в быту.
У каждого мужчины в доме имеется электроинструмент, в котором, в виде вспомогательной оснастки к нему, используются сверла из этого типа стали. К разновидностям сверл, которые изготавливаются из этой стали Р5М6 относятся:
- корончатые, которые используются для гипсокартона;
- ступенчатые;
- сверла, предназначенные для камня, дерева или металла.
Из данного материала изготавливают не только сверла и ножи. Из стали Р6М5 делают резцы долбежные, ножовочные полотна, зенковки.
Расшифровка маркировки данного сплава
Расшифровка маркировки стали Р6М5 следующая:
- Буква «Р» означает быстрорежущая или рапидная сталь, так как для маркировки бралось сокращение от английского слова «rapid» (на русском читается как рапид), которое в переводе означает «быстрый». А число, которое стоит за этой буквой обозначает процентное соотношение вольфрама в этом сплаве. В данном случае оно равняется 6 %, с небольшими отклонениями.
- Буква «М» показывает на то, что в составе этого сплава присутствует молибден. А число, которое стоит за буквой, также показывает количество его нахождения в сплаве этого металла в процентах.
Пример расшифровки маркировки
Если к этой стали больше не прибавляется никаких дополнительных элементов, то на этом обозначение ее заканчивается. Если же, к сплаву добавлен кобальт, то обозначаться она уже будет, Р6М5К5. Маркировка «Ф» — ванадий, «Т» — титан и другие добавочные элементы.
По ГОСТу сталь Р6М5 делится на следующие изделия, который принадлежит одному из межгосударственных стандартов. В нем описаны все технические требования, относящиеся к этой марке. Хоть и металлопрокат в последнее время переходит уже на твердые сплавы, эта марка все еще удерживает свои лидирующие позиции в спросе на рынке.
https://youtube.com/watch?v=ccSlXrxQTSg
Ниже перечислены некоторые изделия из сплава этих металлов и соответствующий ГОСТ к ним:
- круги горячекатанные относятся к ГОСТу под номером 2590-88;
- калиброванный прут имеет ГОСТ 7417-75;
- полосы и пруты (для изготовления этих изделий используется разновидность стали Р6М5К5) – ГОСТ 19265-73;
- круги, у которых имеется специальная отделка верхнего слоя имеют ГОСТ 14955-77.
Скачать ГОСТ 2590-88
Скачать ГОСТ 7417-75
Особенности
Сталь марки Р6М5 и Р18 применяют не только при изготовлении ножей, но и в производстве кранов, свёрл, промышленных режущих инструментов. Их выделяет способность сохранять твёрдость и остроту при воздействии высоких температур, значительных ударных нагрузках. Такими характеристиками сталь наделает высокое содержание углерода и вольфрама в составе.
Термическая обработка
Для придания ножам из Р18 и Р6М5 повышенной прочности и износостойкости, металл подвергается соответствующей термической обработке. Она проходит в 2 этапа:
- Закаливание – нагревание до температуры 1200-1300С. Во избежание образования трещин, осуществляется постепенно. Сначала металл нагревают до температуры 400-500С, после – до температуры 800-850С. При максимальном нагреве заготовка подвергается термообработке ограниченное время (на каждый миллиметр толщины 10-15 секунд). Во время закаливания карбид разлагается, сплав насыщается вольфрамом и углеродом.
- Отпуск – проводят при температуре 550-560С. Осуществляется в 2-3 этапа, каждый длительностью не менее часа. При этом повышаются прочностные характеристики металла.
Нагрев стали проводят в специальных соляных ваннах, которые состоят из хлорида бария (78%) и натрия хлора (22%). Фтористый магний применяют для раскисления раствора.
Производство режущего инструмента
После термической обработки стали начинается производство режущих инструментов. Для этого заготовки, которые предварительно проверяют на соответствие требованиям ГОСТа, направляют на шлифовку. Изделия из стали Р18 легче шлифуются, но и меньший период времени сохраняют остроту. Ножи из сплава Р6М5 возможно заточить только при наличии профессиональных инструментов и навыков, но качество заточки у них значительно лучше. На производстве для шлифовки заготовок из стали Р18 и Р6М5 применяют специализированные станки.
Нож Гриф сталь Р18, рукоять береста.
Использование при резании
Ножи из стали Р18 и Р6М5 являются быстрорезами, они универсальны в применении. Металл отлично показывает себя при нагревании и механических нагрузках. Он не теряет прочности, не деформируется. Производители ножей из данных марок стали проводили эксперименты, в ходе которых успешно справлялись не только с нарезкой различных продуктов питания (мясо, кости, хрящи), но и разрезании древесины, и даже металлических пластин толщиной в несколько миллиметров!
ПРАВИЛА ПРИЕМКИ
4.1. Металлопродукцию принимают партиями.
Партия должна состоять из металлопродукции одной плавки, одной группы, одного размера, одной подгруппы и одинакового режима термической обработки.
Каждая партия сопровождается документом о качестве в соответствии с требованиями ГОСТ 7566-94.
(Измененная редакция, Изм. № 3).
4.2. Качество поверхности проверяют на всех прутках и полосах партии.
4.3. Для проверки химического состава отбирают одну пробу от плавки, от партии прутков или полос — один пруток или полосу.
4.4. Для проверки размеров — 10 % прутков, полос от партии, но не менее пяти штук.
4.5. Для контроля твердости отожженной стали:
для металлопродукции диаметром или толщиной до 30 мм отбирают два прутка или две полосы от 1 т, но не менее восьми прутков или полос от партии; для металлопродукции диаметром или толщиной свыше 30 мм — 15 % прутков от партии, но не менее пяти штук или две полосы от 1 т, но не менее пяти полос от партии.
4.3 — 4.5. (Измененная редакция, Изм. № 3).
4.6. Для проверки макроструктуры — два прутка, две заготовки или полосы от партии.
4.7. (Исключен, Изм. № 6).
4.8. Для проверки карбидной неоднородности отбирают два прутка, две полосы от партии.
4.9. Для проверки глубины обезуглероженного слоя — два прутка или две полосы от партии. Прутки диаметром и толщиной более 100 мм на обезуглероживание допускается не контролировать.
4.10. Для проверки твердости после закалки с отпуском и величины зерна аустенита — один пруток или одна полоса от партии, но не менее двух от плавки.
4.9 — 4.10. (Измененная редакция, Изм. № 3).
4.11. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят испытание по ГОСТ 7566-94.
4.12. Карбидная неоднородность, макроструктура и твердость после закалки и отпуска прутков диаметром или толщиной до 40 мм включительно обеспечивается технологией изготовления.
(Измененная редакция, Изм. № 1, 6).
4.13. (Исключен, Изм. № 3).
Применение быстрорежущих сталей
Кобальтовые и ванадиевые быстрорежущие стали применяются для обработки конструкционных сталей при повышенных режимах резания, а также жаростойких, нержавеющих и высокопрочных сталей.
Инструменты из кобальтовых сталей применяются для обработки жаропрочных и коррозионно-стойких сталей, а также других труднообрабатываемых сплавов, подходят для эксплуатации в условиях недостаточного охлаждения, прерывистого резания и вибраций. Область применения быстрорежущих ванадиевых сталей – изготовление инструментов, предназначенных для чистовой обработки труднообрабатываемых металлов (разверток, протяжек и т.д.)
Быстрорежущая сталь Р18
Сплав содержит 18% вольфрама, относительно хорошо шлифуется. Твердость инструмента после термической обработки — HRC 62-65, красностойкость 600ºС. Присутствие избытка карбидной фазы придает стали мелкозернистую структуру, увеличивает износостойкость изделий, уменьшает чувствительность к перегреву. Быстрорез Р18 используется для изготовления долбяков, шеверов, сверл, фрез, метчиков, разверток. Основной недостаток вольфрамовых сталей – значительная карбидная неоднородность, приобретающая критическое значение в изделиях большого сечения. Карбидная неоднородность уменьшает стойкость инструмента и приводит к выкрашиванию режущих кромок.
Быстрорежущая сталь Р6М5
Быстрорежущие стали с высоким содержанием вольфрама в последнее время вытесняются сложнолегированными сплавами в которых вольфрам частично заменен молибденом. Таким образом заметно уменьшается карбидная неоднородность металла, что повышает прочность инструмента и его устойчивость к ударным нагрузкам. Среди типичных представителей группы вольфрамомолибденовых сталей – стали Р6М5 и Р6М3.
Технологические качества стали Р6М5 близки к таковым стали Р18, то есть эти сплавы являются взаимозаменяемыми. В ряде случаев применение стали Р5М6 более предпочтительно, в частности, при изготовлении крупногабаритных инструментов. Благодаря высокой прочности, технологичности и стойкости сталь Р6М5 на данный момент является наиболее востребованной из сталей высокой продуктивности.
В сортамент быстрорежущей стали входят:
- Круг;
- Квадрат:
- Лист;
- Полоса.
Круги из быстрорежущей стали используется для изготовления сверл, лерок, пил, метчиков и других режущих инструментов. Квадраты применяются реже, в основном для производства токарных резцов и ножей для электрорубанков.
Закалка стали
Термическая обработка р6м5 имеет ряд особенностей, связанных со свойствами данной марки касающихся обезуглероживания и длительности нагрева под закалку. Сначала делают отпуск при 200 и 300 градусах по часу на каждый. Затем по 3 минуты обработка при 690 и 860 градусах, а затем полторы минуты идет обработка при температуре 1230 градусов. После чего металл охлаждается до неравновесного состояния в селитре, масле и на воздухе.
В дальнейшем применяют троекратный отпуск при 560 градусах при полуторачасовой выдержке. На этих стадиях добавляются легирующие элементы с образованием карбида для создания достаточной прочности. Необходимо также производить предварительный отжиг, что избавляет металл от хрупкости и придает дополнительную прочность.
Характеристики и марки HSS-стали
Быстрорежущие разновидности — это высокоуглеродистые стали. В состав некоторых марок включают достаточно большое количество вольфрама. Помимо этого они могут содержать кобальт и молибден. Если говорить о твердости сплавов, то показатель чаще всего находиться в пределах 62–64 единицы шкалы HRC. Сравнивая продукцию из быстрорежущей стали и твердосплавной, стоит отметить, что первый вариант отличается достаточно доступной ценой и повышенной износостойкостью.
В последнее время принято выделять 3 основные группы HSS-стали, каждая из которых имеет свои особенности:
- С высоким содержанием вольфрама (Т)
- С высоким содержанием молибдена (М)
- Высоколегированные
Вольфрамовые стали
Не самая популярная разновидность. Связано это с тем, что вольфрам встречается достаточно редко и стоит дорого. Самые распространенные марки вольфрамовой стали Т1 и Т15. Второй содержит кобальт и ванадий, поэтому подходят для выпуска принадлежностей, к которым выдвигаются повышенные требования прочности и устойчивости к высоким температурам.
Химический состав вольфрамовых HSS сталей
| Тип | Аналог | C | Mn | Si | Cr | V | W | Mo | Co | Ni |
| Т1 | Р18 | 0,75 | — | — | 4,00 | 1,00 | 18,00 | — | — | — |
| Т2 | Р18Ф2 | 0,80 | — | — | 4,00 | 2,00 | 18,00 | — | — | — |
| Т4 | Р18К5Ф2 | 0,75 | — | — | 4,00 | 1,00 | 18,00 | — | 5,00 | — |
| Т5 | 0,80 | — | — | 4,00 | 2,00 | 18,00 | — | 8,00 | — | |
| Т6 | 0,80 | — | — | 4,50 | 1,50 | 20,00 | — | 12,00 | — | |
| Т8 | 0,75 | — | — | 4,00 | 2,00 | 14,00 | — | 5,00 | — | |
| Т15 | Р12К5Ф5 | 1,50 | — | — | 4,00 | 5,00 | 12,00 | — | 5,00 | — |
Молибденовые и высоколегированные стали
Отличаются большой распространенностью. Могут содержать в своем составе кобальт и вольфрам. Те марки, в формулу которых включен углерод и ванадий отличаются повышенной прочностью и износостойкостью, устойчивостью к воздействию абразивов. Сплавы, начиная с М41, применяются для выпуска приспособлений, которые сохраняют свои характеристики даже при супер нагреве. Для создания оснастки, рассчитанных на работы при низких температурах, также применяют стали с молибденом, но они подвергаются дополнительной обработке.
Химический состав молибденовых HSS сталей
| Тип | Аналог | C | Mn | Si | Cr | V | W | Mo | Co | Ni |
| M1 | 0,80 | — | — | 4,00 | 1,00 | 1,50 | 8,00 | — | — | |
| M2 | P6M5 | 0,85 | — | — | 4,00 | 2,00 | 6,00 | 5,00 | — | — |
| M3 | P6M5Ф3 | 1,20 | — | — | 4,00 | 3,00 | 6,00 | 5,00 | — | — |
| M4 | 1,30 | — | — | 4,00 | 4,00 | 5,50 | 4,50 | — | — | |
| M6 | 0,80 | — | — | 4,00 | 2,00 | 4,00 | 5,00 | — | — | |
| M7 | 1,00 | — | — | 4,00 | 2,00 | 1,75 | 8,75 | — | — | |
| M10 | 0,85–1,00 | — | — | 4,00 | 2,00 | — | 8,00 | — | — | |
| M30 | 0,80 | — | — | 4,00 | 1,25 | 2,00 | 8,00 | — | — | |
| M33 | 0,90 | — | — | 4,00 | 1,15 | 1,50 | 9,50 | — | — | |
| M34 | 0,90 | — | — | 4,00 | 2,00 | 2,00 | 8,00 | — | — | |
| M35 | Р6М5К5 | 0,82–0,88 | 0,15–0,40 | 0,20–0,45 | 3,75–4,50 | 1,75–2,20 | 5,5–6,75 | 5,00 | 4,5–5,5 | до 0,30 |
| M36 | 0,80 | — | — | 4,00 | 2,00 | 6,00 | 5,00 | — | — |
Химический состав высоколегированных HSS сталей
| Тип | Аналог | C | Mn | Si | Cr | V | W | Mo | Co | Ni |
| М41 | Р6М3К5Ф2 | 1,10 | — | — | 4,25 | 2,00 | 6,75 | 3,75 | 5,00 | — |
| М42 | 1,10 | — | — | 3,75 | 1,15 | 1,50 | 9,50 | 8,00 | — | |
| М43 | 1,20 | — | — | 3,75 | 1,60 | 2,75 | 8,00 | 8,25 | — | |
| М44 | 1,15 | — | — | 4,25 | 2,00 | 5,25 | 6,25 | 12,00 | — | |
| М46 | 1,25 | — | — | 4,00 | 3,20 | 2,00 | 8,25 | 8,25 | — | |
| М47 | Р2АМ9К5 | 1,10 | — | — | 3,75 | 1,25 | 1,50 | 9,50 | 5,00 | — |
| М48 | 1,42–1,52 | 0,15–0,40 | 0,15–0,40 | 3,50–4,00 | 2,75–3,25 | 9,50–10,5 | 0,15–0,40 | 8,00–10,0 | до 0,30 | |
| М50 | 0,78–0,88 | 0,15–0,45 | 0,20–0,60 | 3,75–4,50 | 0,80–1,25 | до 0,10 | 3,90–4,75 | — | до 0,30 | |
| М52 | 0,85–0,95 | 0,15–0,45 | 0,20–0,60 | 3,50–4,30 | 1,65–2,25 | 0,75–1,50 | 4,00–4,90 | — | до 0,30 | |
| М62 | 1,25–1,35 | 0,15–0,40 | 0,15–0,40 | 3,50–4,00 | 1,80–2,00 | 5,75–6,50 | 10,0–11,0 | — | до 0,30 |
Подбирая продукцию из молибденового материала, стоит учитывать особенности той или иной марки:
- М1. Идеальна для выпуска сверл. Они гибкие и устойчивые к ударным нагрузкам. Но не могут похвастаться существенной же красностойкостью.
- М2. Один из самых популярных материалов. Часто применяется для производства инструментов разного назначения. Продукция подходит для интенсивных работ при помощи станков. Главная особенность подобного инструмента — исключительная красностойкость, а значит режущий элемент долго сохранит свои качества. В нашем каталоге представлены сверла серии HSS-STANDARD из данного сплава
- М7. Идеален для выпуска крупных сверл, созданных для сверления материалов повышенной твердости или толстолистовых.
- М35. Отличается повышенной красностойкостью из-за повышенного количества кобальта в формуле. Но имеет невысокую устойчивость к ударным нагрузкам.
- М42. Содержит большое количество кобальта, поэтому характеризуется отличной красностойкостью. Помимо этого крайне устойчива к истирании. Идеальна для изготовления принадлежностей для работы с особо твердыми или даже вязкими материалами. Корончатые фрезы из данного материла представлены в линейке сверл HSS-CO 8
- М50. Часто используется для выпуска сверл, которыми комплектуется переносное оборудование.
МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор и подготовку проб для определения химического состава стали следует проводить по ГОСТ 7565-81, химический анализ — по ГОСТ 12344-88, ГОСТ 12345-2001, ГОСТ 12346-78, ГОСТ 12347-77 ГОСТ 12348-78, ГОСТ 12349-83, ГОСТ 12350-78, ГОСТ 12351-81, ГОСТ 12352-81, ГОСТ 12353-78, ГОСТ 12354-81, ГОСТ 12355-78, ГОСТ 12359-99, ГОСТ 12361-82, ГОСТ 28473-90 или другими методами, обеспечивающими необходимую точность.
(Измененная редакция, Изм, № 1, 4, 5, 6).
5.2. Размеры горячекатаной и кованой стали проверяют измерительными инструментами и шаблонами, а калиброванной стали и стали со специальной отделкой поверхности — микрометрами или скобами.
(Измененная редакция, Изм, № 2).
5.3. Твердость готовой отожженной стали проверяют по ГОСТ 9012-59 после зачистки обезуглероженного слоя.
Испытание проводят на одном конце прутка или полосы на расстоянии примерно 100 мм от конца.
Количество отпечатков должно быть не менее трех. Каждое значение твердости должно соответствовать указанному в табл. 3.
5.4. Твердость после закалки и отпуска определяют по ГОСТ 9013-59 на образцах, отобранных от готового профиля. Контроль проводят на плоскости, перпендикулярной к направлению вытяжки. Количество отпечатков на каждом образце должно быть не менее трех.
Температура нагрева для закалки и отпуска образцов должна соответствовать значениям, указанным в табл. 3.
Охлаждение образцов после закалки проводят в масле.
Отпуск образцов проводят двух-, трехкратный, с выдержкой по 1 ч и охлаждением на воздухе.
Время выдержки при нагреве устанавливают согласно черт. 1.
1
—
для прямоугольных образцов;
2
— для круглых образцов
Черт. 1
Схема вырезки, форма и размеры образцов указаны в табл. 6а.
Таблица 6а
мм
| Контролируемая характеристика | Диаметр или толщина прутка | Схема вырезки, форма и размеры образца |
| Твердость после закалки и отпуска Карбидная неоднородность Зерно аустенита | До 30 | |
| Св. 30 до 60 | ||
| Св. 60 |
5.3, 5.4. (Измененная редакция, Изм, № 3).
5.5. Качество поверхности стали проверяют без применения увеличительных приборов. В случае необходимости поверхность предварительно зачищают кольцами или змейкой.
5.6. Для проведения испытаний по пп. 4.5 — 4.10 от каждой отобранной единицы продукции отрезают по одному темплету (образцу).
Одну пробу допускается использовать для различных видов испытаний.
5.7. Макроструктуру прутков и полос проверяют без применения увеличительных приборов по ГОСТ 10243-75 травлением темплетов, отобранных от готового металла или от промежуточной заготовки.
Оценку точечно-пятнистой неоднородности проводят по шкале, приведенной в приложении 2а.
5.6, 5.7. (Измененная редакция, Изм. № 3).
5.8. Контроль вида излома проводят наружным осмотром без применения увеличительных приборов.
Для контроля излома закалке подвергают образцы, вырезанные из готового отожженного металла.
5.9. Оценку карбидной неоднородности прутков и полос проводят на образцах, вырезанных на расстоянии не менее 30 мм от зоны смятия конца согласно табл. 6а на плоскости, параллельной направлению вытяжки, а угловатых карбидов — на плоскости, перпендикулярной к направлению вытяжки.
Вырезку образцов для шлифов проводят способами, исключающими смятие и искривление волокон в контролируемой части образца.
Образцы в виде секторов подвергают закалке по режиму, указанному в табл. 3 для испытуемой марки стали, отпуску с выдержкой не менее 1 ч при 680 — 700 °С после прогрева и последующему травлению в 4 %-ном растворе азотной кислоты в этиловом спирте.
Допускается контроль карбидной неоднородности на образцах после закалки от температуры 900 °С без отпуска с последующим травлением в 10 %-ном растворе азотной кислоты в этиловом спирте.
Карбидную неоднородность в зависимости от формы поперечного сечения стали следует контролировать в соответствии с табл. 7.
Таблица 7
| Форма поперечного сечения стали | Место контроля |
| Круг | На середине радиуса |
| Квадрат | На расстоянии 0,25 стороны квадрата от середины стороны |
| Полоса | На расстоянии 0,25 толщины от середины широкой стороны |
Оценку карбидной неоднородности проводят при увеличении (90 — 100). Скопления «угловатых» карбидов в стали со специальной отделкой поверхности оценивают при увеличении (400 — 500).
Балл карбидной неоднородности определяют сравнением с эталонами шкалы № 1 — для стали марок Р18, Р12Ф3, Р18К5Ф2, Р9М4К8 и шкалы № 2 — для стали марок Р6М5, Р6М5Ф3, 11Р3АМ3Ф2, Р9К5, Р6М5К5, Р2АМ9К5 и по приложению 1.
Балл карбидной неоднородности каждого шлифа устанавливается как среднеарифметическое из оценок пяти худших полей зрения.
Примечание. Если при получении дробного балла число, стоящее после запятой, менее или равно 5, округление следует проводить в сторону меньшего балла, если более 5 — в сторону большего балла.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
5.10. (Исключен, Изм. № 2).
5.11. Глубину обезуглероженного слоя определяют по ГОСТ 1763-68. В случае разногласий в оценке качества следует использовать метод М2.
Глубину обезуглероженного слоя полосовой стали необходимо измерять по широкой стороне полосы.
(Измененная редакция, Изм. № 6).
5.12. (Исключен, Изм. № 3).
5.13. Величину зерна аустенита определяют по ГОСТ 5639-82 методом Снейдер-Граффа или сравнением с эталонами по шкале на закаленных образцах, вырезанных согласно табл. 6а таким образом, чтобы место контроля соответствовало табл. 7. При возникновении разногласий применяют метод Снейдер-Граффа.
Контроль проводят на плоскости шлифа, перпендикулярной к направлению вытяжки.
Образцы подвергают закалке от температур, указанных в табл. 3. Время выдержки при нагреве устанавливают согласно черт. 1, приведенному в п. 5.4.
(Измененная редакция, Изм. № 6).
5.14. Допускается применять статистические и неразрушающие методы контроля.
При возникновении разногласий применяют методы контроля, регламентированные настоящим стандартом.
(Введен
дополнительно, Изм. № 3).
Изготовление и обработка быстрорежущих сталей
Быстрорежущие стали изготавливают как классическим способом (разливка стали в слитки, прокатка и проковка), так и методами порошковой металлургии (распыление струи жидкой стали азотом). Качество быстрорежущей стали в значительной степени определяется степенью её прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
При изготовлении быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». То есть достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей.
Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью.
Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих добавок в α-железе, но не приводит к росту зерна.
После закалки в стали остается 25—30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводности стали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском. При обработке стали холодом её охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
Принципы легирования быстрорежущих сталей
Высокая твердость мартенсита объясняется растворением углерода в α-железе. Известно, что при отпуске из мартенсита в углеродистой стали выделяются мельчайшие частицы карбида. Пока выделившиеся карбиды ещё находятся в мельчайшем дисперсном рассеянии (то есть на первой стадии выделения при отпуске до 200 °C), твердость заметно не снижается. Но если температуру отпуска поднять выше 200 °C, происходит рост карбидных выделений, и твердость падает.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно её легировать такими элементами, которые затрудняли бы процесс коагуляции карбидов. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Красностойкость создается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды, и эти карбиды переходят в раствор при закалке. Несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, атомная сумма W+Mo+V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Особенности термической обработки Р6М5
Закаливание заготовок на базе Р6М5 – сложный и трудоемкий процесс. Специалисты применяют ступенчатую модель термообработки с продолжительным поддержанием температуры в рамках заданных диапазонов.
Работы выполняются в определенной последовательности.
- Отпуск в пределах 200 градусов на протяжении часа.
- Повторный отпуск при повышении температуры до 300 градусов. Как и в первом случае, продолжительность процедуры составляет один час.
- Нагрев заготовки до 690 градусов с поддержанием заданной температуры в течение 3 минут.
- Повышение температуры до 860 градусов с удержанием те же 3 минуты.
- Нагрев до температуры закаливания – 1230 градусов с удержанием порядка 1,5 минут и последующим резким охлаждением. В роли охлаждающего состава применяется масло или селитра. При неимении данных материалов допускается воздушное охлаждение.
- Трехкратный отпуск при температуре 560 градусов. Длительность каждого этапа составляет 1,5 часа.
Во время отпуска в сплав добавляются легирующие присадки. Они провоцируют образование карбидов, повышающих прочностные характеристики изделия.
Закалка
Допускается проведение азотирования, повышающего коррозионную стойкость металла, его твердость и износостойкость. Процедура проходит в газовой камере. Сплав нагревается до заданной температуры, после чего подвергается воздействию азота и аммиака. Продолжительность процедуры составляет 40 минут.
Определенные изделия из стали Р6М5 подвергаются цинкованию. Операция проходит в газовой или жидкой среде, содержащей большое количество Zn, занимает около 30 минут. По ее завершении заготовка приобретает надежное защитное покрытие.
Цинкование заготовок горячим способом
Острый нож из быстрореза Р6М5
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет!
Эта сталь довольно вынослива, ее хватает на длительные тяжелые работы. Эта сталь не теряет своей прочности даже при высоких температурных нагрузках. Единственным недостатком такого металла можно считать то, что его очень сложно закалить своим руками. Для закалки требуется многократный нагрев, отпуск, а также специальные химические вещества, к примеру, селитра, для охлаждения. Но если обрабатывать металл аккуратно, не перегревая, то закаливать его не понадобится. Итак, рассмотрим более подробно, как же сделать нож из стали Р6М5.
Материалы и инструменты, которые использовались автором:
Список материалов:
— сталь Р6М5 (ножовочное полотно); — кусок дерева для ручки; — эпоксидный клей; — кусок латуни для ручки; — масло или лак для пропитки ручки.
Список инструментов:
— болгарка; — тиски; — точильный станок; — орбитальная шлифмашина или станок; — дрель; — струбцина (у автора самодельная из дерева); — маркер; — наждачная бумага; — лобзик.
Процесс изготовления ножа:
Шаг первый. Вырезаем основной профиль
Сначала нам нужно придумать, как будет выглядеть наш нож. Рисуем профиль ножа на заготовке, используя маркер. Ну а далее можно приступать к резке. Режем заготовку при помощи болгарки, но при резке Р6М5 есть один нюанс. Эта сталь довольно хрупкая, она ломается при сильном изгибе. Все, что нам нужно сделать, это проделать болгаркой небольшие пропилы тех участков, которые нам нужно убрать. Ну а далее обламываем их при помощи плоскогубцев, подобно стеклу.
Шаг второй. Дорабатываем профиль
Шаг третий. Скосы и шлифовка
Окончательную обработку выполняем вручную, используя мелкую наждачную бумагу, смоченную в воде. Ну а в самом конце клинок можно отполировать и на станке при помощи пасты ГОИ или другой пастой.
Шаг четвертый. Латунная вставка
В передней части ручки присутствует латунная вставка. Подбираем нужный кусок латуни и сверлим в нем ряд отверстий. Потом эти отверстия растачиваются плоским напильником, чтобы смог зайти хвостовик клинка. На этом же шаге можно сразу придать заготовке овальную форму на точиле. Автор сразу отполировал деталь на станке, так как потом это сделать будет куда сложнее.
Шаг пятый. Заготовка для ручки
Шаг шестой. Окончательная доработка ножа
Когда клей высохнет, достаем наш нож и карандашом рисуем желаемый профиль ручки. Далее отрезаем лишнее лобзиком, быстрее всего это сделать, имея электролобзик. Шлифуем ручку, чтобы получить желаемый профиль, грубую обработку можно провести на точильном станке или шлифовальной машине. Ну а более тонкую обработку проводим вручную, используя наждачную бумагу. Делаем ручку абсолютно гладкой.
Надеюсь, проект вам понравился, и вы нашли для себя полезную информацию. Удачи и творческих вдохновений, если захотите повторить самоделку. Не забывайте делиться своими идеями и наработками с нами.
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет!
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Характеристики быстрорежущих сталей
Горячая твердость
При нормальной температуре твердость углеродистой стали даже несколько выше твердости быстрорежущей стали. Однако в процессе работы режущего инструмента происходит интенсивное выделение тепла. При этом до 80 % выделившегося тепла уходит на разогрев инструмента. Вследствие повышения температуры режущей кромки начинается отпуск материала инструмента и снижается его твердость.
После нагрева до 200 °C твердость углеродистой стали начинает быстро падать. Для этой стали недопустим режим резания, при котором инструмент нагревался бы выше 200 °C. У быстрорежущей стали высокая твердость сохраняется при нагреве до 500—600 °C. Инструмент из быстрорежущей стали более производителен, чем инструмент из углеродистой стали.
Красностойкость
Если горячая твердость характеризует то, какую температуру сталь может выдержать, то красностойкость характеризует, сколько времени сталь будет выдерживать такую температуру. То есть насколько длительное время закаленная и отпущенная сталь будет сопротивляться разупрочнению при разогреве.
Существует несколько характеристик красностойкости. Приведем две из них.
Первая характеристика показывает, какую твердость будет иметь сталь после отпуска при определенной температуре в течение заданного времени.
Второй способ охарактеризовать красностойкость основан на том, что интенсивность снижения горячей твердости можно измерить не только при высокой температуре, но и при комнатной, так как кривые снижения твердости при высокой температуре и комнатной идут эквидистантно, а измерить твердость при комнатной температуре, разумеется, гораздо проще, чем при высокой. Опытами установлено, что режущие свойства теряются при твердости 50 HRC при температуре резания, что соответствует примерно 58 HRC при комнатной. Отсюда красностойкость характеризуется температурой отпуска, при которой за 4 часа твердость снижается до 58 HRC (обозначение K4р58). Характеристики теплостойкости углеродистых и красностойкости быстрорежущих инструментальных сталей
| Марка стали | Температура отпуска, °C | Время выдержки, час | Твердость, HRCэ |
| У7, У8, У10, У12 | 150—160 | 1 | 63 |
| Р9 | 580 | 4 | |
| У7, У8, У10, У12 | 200—220 | 1 | 59 |
| Р6М5К5, Р9, Р9М4К8, Р18 | 620—630 | 4 |
Сопротивление разрушению
Кроме «горячих» свойств, от материала для режущего инструмента требуются и высокие механические свойства; под этим подразумевается сопротивление хрупкому разрушению, так как при высокой твердости (более 60 HRC) разрушение всегда происходит по хрупкому механизму. Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания.
Химический состав быстрорежущих сталей
Химический состав некоторых быстрорежущих сталей
| Марка стали | C | Cr | W | Mo | V | Co |
| Р0М2Ф3 | 1,10—1,25 | 3,8—4,6 | — | 2,3—2,9 | 2,6—3,3 | — |
| Р6М5 | 0,82—0,90 | 3,8—4,4 | 5,5—6,5 | 4,8—5,3 | 1,7—2,1 | < 0,50 |
| Р6М5Ф2К8 | 0,95—1,05 | 3,8—4,4 | 5,5—6,6 | 4,6—5,2 | 1,8—2,4 | 7,5—8,5 |
| Р9 | 0,85—0,95 | 3,8—4,4 | 8,5—10,0 | < 1,0 | 2,0—2,6 | — |
| Р18 | 0,73—0,83 | 3,8—4,4 | 17,0—18,5 | < 1,0 | 1,0—1,4 | < 0,50 |
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1а. Прутки и полосы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен
дополнительно, Изм. № 3).
3.1. Твердость стали в отожженном состоянии, твердость образцов после закалки и отпуска, температура закалки и отпуска должны соответствовать значениям, указанным в табл. 3.
Таблица 3
| Марка стали | Твердость | Температура, °С | |||
| после отжига | после закалки с отпуском HRCэ (HRC), не менее | закалки | отпуска | ||
| НВ, не более | диаметр отпечатка, мм, не менее | ||||
| Р18 | 255 | 3,8 | 63 (62) | 1270 | 560 |
| Р6М5 | 255 | 3,8 | 64 (63) | 1220 | 550 |
| 11Р3АМ3Ф2 | 255 | 3,8 | 64 (63) | 1200 | 550 |
| Р6М5Ф3 | 269 | 3,7 | 65 (64) | 1220 | 550 |
| Р12Ф3 | 269 | 3,7 | 64 (63) | 1250 | 560 |
| Р18К5Ф2 | 285 | 3,6 | 64 (63) | 1280 | 570 |
| Р9К5 | 269 | 3,7 | 64 (63) | 1230 | 570 |
| Р6М5К5 | 269 | 3,7 | 65 (64) | 1230 | 550 |
| Р9М4К8 | 285 | 3,6 | 65 (64) | 1230 | 550 |
| Р2АМ9К5 | 285 | 3,6 | 65 (64) | 1200 | 540 |
Примечания:
1. Допускаемые отклонения от приведенных температур не должны превышать ± 10 °С.
2. Значения твердости после закалки и отпуска в зависимости от температуры отпуска приведены в приложении 4.
По требованию потребителя сталь марок Р12Ф3, Р9К5, Р6М5Ф3, Р6М5К5 изготовляют с твердостью, не превышающей 255 НВ (диаметр отпечатка не менее 3,8 мм), сталь марок Р18К5Ф2, Р9М4К8 — с твердостью, не превышающей 269 НВ (диаметр отпечатка не менее 3,7 мм).
(Измененная редакция, Изм. № 3, 4, 5, 6).
3.2. В макроструктуре стали не допускаются: подусадочная рыхлость, расслоение, пузыри, включения и трещины.
Допускаются дефекты макроструктуры, не превышающие значений, указанных в табл. 3а.
Таблица 3а
| Вид дефекта | Диаметр или толщина металлопродукции, мм | Оценка в баллах, не более, для групп | |
| I | II | ||
| Подусадочная ликвация | Все размеры | 1 | 1 |
| Центральная пористость | До 80 | — | 1 |
| Св. 80 до 150 | 1 | 2 | |
| » 150 » 200 | 2 | — | |
| Точечно-пятнистая неоднородность | До 50 | — | 1 |
| Св. 50 до 80 | — | 2 | |
| » 80 » 150 | 1 | 2 | |
| » 150 » 200 | 2 | — | |
Нормы группы I обеспечиваются электрошлаковым переплавом.
(Измененная редакция, Изм. № 3, 4).
3.3. (Исключен, Изм, № 2).
3.4. (Исключен, Изм. № 6).
3.5. Карбидная неоднородность не должна превышать значений, приведенных в табл. 4.
Таблица 4
| Диаметр круга или сторона квадрата, мм | Оценка в баллах, не более, для групп | |
| I | II | |
| До 20 | — | 2 |
| Св. 20 до 40 | — | 3 |
| » 40 » 60 | — | 4 |
| » 60 » 80 | — | 5 |
| » 80 » 100 | 5 | 6 |
| » 100 » 150 | 6 | 7 |
| » 150 » 180 | 7 | — |
| » 180 » 200 | 8 | — |
Карбидная неоднородность полосы должна соответствовать карбидной неоднородности квадратного профиля с равновеликой площадью поперечного сечения.
В прутках со специальной отделкой поверхности марок Р6М5, Р6М5Ф3, 11Р3АМ3Ф2, Р9К5, Р6М5К5, Р2АМ9К5 скопления «угловатых» карбидов не допускаются. Допускаются единичные «угловатые» карбиды, встречающиеся в отдельных полях зрения.
Нормы группы I обеспечиваются электрошлаковым переплавом.
(Измененная редакция, Изм. № 3, 4, 6).
3.5а, 3.5б (Исключены, Изм. № 3).
3.6. (Исключен, Изм. № 2).
3.7. Глубина обезуглероженного слоя горячекатаной, кованой и калиброванной сталей не должна превышать на сторону:
0,3 мм плюс 2 % от диаметра или толщины — для диаметров или толщин до 20 мм;
0,5 мм плюс 1 % от диаметра или толщины — для диаметров или толщин свыше 20 мм.
На прутках со специальной отделкой поверхности обезуглероженный слой не допускается.
3.8. Концы прутков и полос должны быть ровно обрезаны или обрублены, без заусенцев и стружки.
Длина смятых концов не должна превышать:
1,5 диаметра или толщины — для металлопродукции диаметром или толщиной до 10 мм;
40 мм — для металлопродукции диаметром или толщиной свыше 10 до 60 мм;
60 мм — для металлопродукции диаметром или толщиной свыше 60 мм.
3.7, 3.8. (Измененная редакция, Изм. № 3).
3.9. На поверхности прутков и полос подгруппы а
не должно быть раскатанных и раскованных пузырей, загрязнений, трещин напряжения и шлифовочных, закатов и заковов, прокатных плен. Дефекты должны быть удалены пологой вырубкой или зачисткой, глубина которой не должна превышать допуска на размер. Допускаются без зачистки отдельные мелкие риски, рябизна, отпечатки и другие дефекты механического происхождения глубиной, не превышающей половины допуска на размер.
На поверхности прутков и полос подгруппы б
допускаются дефекты, если глубина их, определенная контрольной запиловкой, не превышает норм, приведенных в п. 3.7 (глубины обезуглероженного слоя).
(Измененная редакция, Изм. № 3, 4).
3.10. Поверхность калиброванной стали должна соответствовать требованиям ГОСТ 1051-73, стали со специальной отделкой поверхности — группам В, Г, Д ГОСТ 14955-77.
Группа отделки поверхности должна указываться в заказе.
3.11. По согласованию сторон горячекатаная и кованая сталь круглого сечения изготовляется с грубошлифованной или обточенной поверхностью.
На поверхности грубошлифованных или обточенных прутков допускаются дефекты и обезуглероживание, не превышающие 25 % от норм, указанных в п. 3.7.
3.12. (Исключен, Изм, № 2),
3.13, 3.14. (Исключены, Изм. № 3).
3.15. Величина зерна аустенита стали после закалки должна соответствовать указанной в табл. 5.
Таблица 5
| Диаметр или толщина металлопродукции, мм | Величина зерна аустенита не крупнее номера | |
| по методу Снейдер-Граффа | по шкале | |
| До 50 | 13 | 10 |
| Св. 50 | 10 | 9 |
(Введен
дополнительно, Изм. № 3).
Виды HSS-сталей
HSS-стали бывают трех категорий:
- вольфрамовые (Т1-Т15);
- молибденовые (М1-М36);
- высоколегированные (М41-М62).
Чаще всего применяют марку Т1 и сплав с добавлением кобальта и ванадия Т15. Сталь Т15 используют для производства инструмента, который нужен для работы при высоких температурах и повышенном износе.
Вольфрамовые стали
Не самая популярная разновидность. Связано это с тем, что вольфрам встречается достаточно редко и стоит дорого. Самые распространенные марки вольфрамовой стали Т1 и Т15. Второй содержит кобальт и ванадий, поэтому подходят для выпуска принадлежностей, к которым выдвигаются повышенные требования прочности и устойчивости к высоким температурам.
Молибденовые HSS-сверла
Основной легирующий компонент сталей этой группы — молибден. Также в разных количествах могут содержаться:
- вольфрам,
- кобальт;
- ванадий;
- углерод;
- и иные компоненты.
Самое широкое распространение получили HSS-сверла, изготовленные из следующих типов молибденовых быстрорежущих сталей.
- M1. Из стали данной марки (8 % молибдена) производят инструменты общего назначения. Такие HSS-сверла отличаются высокими гибкостью и стойкостью к ударным нагрузкам. Красностойкость ниже, чем у аналогов.
- M2 (отечественный аналог — Р6М5). Это самый распространенный материал для производства HSS-сверл. Сплав содержит 6 % вольфрама и 5 % молибдена. Обладает сбалансированными прочностью, твердостью и теплостойкостью.
- M3 (отечественный аналог — Р6М5Ф3). Этот сплав также содержит 3 % ванадия. HSS-сверла из такой стали отличаются более низкой абразивной изнашиваемостью.
- M7. Основные легирующие компоненты — молибден (8,75 %), ванадий (2 %) и вольфрам (1,75 %). Сверла, изготовленные из этой HSS-стали, применяют для сверления твердых и толстолистовых металлов.
- M35 (отечественный аналог — Р6М5К5). Кроме вольфрама молибдена и ванадия данный сплав содержит кобальт (5 %), а также в небольших количествах марганец, кремний и никель. Преимущества этого материала — хорошая вязкость, отличная шлифуемость, тепло- и износостойкость. HSS-сверла, изготовленные из данного сплава, применяют при обработке заготовок из улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
Высоколегированные HSS-сверла
Для производства высоколегированных HSS-сверл (обладающих высокой ударной вязкостью и эксплуатируемых в холодных условиях), используют сплавы молибденовой группы, которые подвергают специальной термической обработке.
- M47 (отечественный аналог — Р2АМ9К5). В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
- M42. Содержит большое количество кобальта и молибдена (8 и 9,5 %, соответственно). HSS-сверла, изготовленные из этого сплава, отличаются повышенными красностойкостью и устойчивостью к истиранию. Такие инструменты применяют при обработке вязких и сложных металлов.
Это интересно: Устройство, принцип работы и схема сварочного инвертора. Виды и классификации
Основные характеристики сплава
Быстрорежущая сталь Р6М5 относится к категории легированных. Она обладает высокими прочностными характеристиками, устойчива к коррозионному поражению, резкому нагреву и охлаждению.
Инструмент на базе Р6М5 прекрасно работает на высокой скорости, способен взаимодействовать с деревом, металлом, пластиком и прочими материалами.
Химический состав стали Р6М5:
- железо – порядка 80%;
- углерод – от 0,85 до 0,9%;
- кремний – до 0,5%;
- марганец – до 0,5%;
- никель – до 0,4%;
- сера – до 0,025%;
- фосфор – до 0,03%;
- хром – от 3,8 до 4,4%;
- молибден – от 4,8 до 5,3%;
- вольфрам – от 5,5 до 6,5%;
- ванадий – от 1,7 до 2,1%;
- кобальт – до 0,5%.
Богатый набор легирующих элементов, а также низкое содержание серы и фосфора обеспечили металлу Р6М5 прекрасные эксплуатационные показатели.
- Сплав не теряет механическую прочность при нагреве. Изделия на его основе сопротивляются накаливанию, сохраняют характеристики при длительной работе на высокой скорости.
- Режущий инструмент на базе Р6М5 хорошо держит заточку, требует минимального обслуживания.
- Сталь имеет высокую ударную вязкость, что повышает ее стойкость к внешнему механическому воздействию.
- Р6М5 может обрабатываться режущим и шлифовальным инструментом.
Продукция из сплава Р6М5 хорошо работает с кислостойкими и жаропрочными сталями, относящимися к аустенитному классу.
Недостатки у сплава также имеются, хоть и в небольшом количестве:
- сложность ручной обработки изделий из Р6М5;
- снижение качества заточки при резком охлаждении;
- тонкая кромка на режущем инструменте.
Перечисленные минусы не критичны, оказывают минимальное влияние на удобство использования инструмента.
Где применяются быстрорежущие стали?
Область применения износостойкого металла зависит от состава, определяющего его рабочие свойства. В основном – это инструмент, к которому предъявляются высокие требования прочности, термостойкости, длительного срока службы.
- Производство сверл, резцов, фрез, метчиков;
- Изготовление режущих кромок для инструмента, которые в ряде случаев могут быть съемными;
- Детали для металлообрабатывающих станков и оборудования;
- Изготовление инструментов, с помощью которых осуществляется чистовая отделка труднообрабатываемых металлических изделий.
По использованию данных марок металла специалисты дают следующие рекомендации:
- Вольфрамомолибденовые составы подходят для инструментов, предназначенных для черновой обработки изделий, изготовления фрез, протяжек и шеверов.
- Кобальтовые соединения используют для обработки жаропрочных и коррозионностойких изделий в сложных условиях.
- Ванадиевые сплавы используются для чистовой обработки материалов.
- Марка P9 применяется для создания элементов оборудования, не подвергающихся чрезмерной нагрузке.
- Марка P18 подходит для инструментов сложной формы и фасонных изделий, с повышенными требованиями износостойкости.
Сортамент металлических изделий представлен квадратом, кругом, полосой, листовым прокатом. Чаще всего режущий инструмент изготавливаются из круга. Квадратный прокат применяется для производства электрорубанков, ножей, токарных резцов. Если есть сомнения в правильном выборе подходящего сплава, лучше обратиться к специалистам. В профильных компаниях смогут подобрать прокат высокого качества и нужных эксплуатационных характеристик.
Заточка изделий из стали Р6М5
Инструмент из Р6М5 теряет свои свойства в результате интенсивного использования. Восстановить остроту режущей кромки помогают абразивные круги. Воздействуя на высоких оборотах, они равномерно снимают металл, обеспечивая качественную и быструю заточку.
Специалисты рекомендуют затачивать изделия в два этапа.
- Предварительная обработка кругом с зерном марки 40.
- Финишная заточка кругами с зерном марки 25 – 16.
Двухэтапное воздействие гарантирует равномерную обработку поверхности, а также полное восстановление режущей способности инструмента.
Заточка сверла
Расшифровка – что обозначают символы маркировки
Элементы оборудования, приборы имеют высокий показатель прочности, материал владеет отменной вязкостью. Сталь обеспечивает продолжительную работоспособность, как в составе компонентов изделий, так и в клинках или готовых инструментах.
Подобные маркировки являются наследством советской эпохи:
- Буква “Р” – это индикатор быстрорежущих сталей. Выражение получается из перевода английского “rapid”” – “стремительный”.
- Знак после “Р” отмечает наличие в составе вольфрама в процентном отношении. Для конкретно этого металла находится в приделе 6% с незначительными отхождениями.
- После следует буква “М”, означающая наличность в марке молибдена. Показатель, стоящий дальше – процент наличия элемента в общей массе.
- Помимо М, быстрорежущие стали могут включать в свою маркировку следующие обозначения: “К” – кобальт, “Т” – титан, “Ф” – ванадий, “Ц” – цирконий.
Рассматривая обозначение “Р6М5”, расшифровывание способно включать ещё и другие буквы. В случае, если сталь выплавили методом электрошлакового переплава, возникает дополнение в виде “Ш” (Р6М5-Ш). С введением в производственный процесс новейших технологий теперь попадается и такая формулировка – Р6АМ5. Это обозначает добавление в общий состав азотом.