Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло. Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло. А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.
Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.
Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния. По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки. Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Конструкция и характеристики корончатых сверл
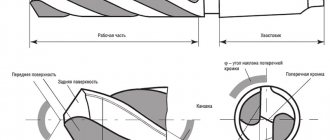
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).
Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления. Также по оси центрального канала может крепиться центровочное сверло. Кроме того, у некоторых моделей в центральный канал через боковой клапан подается СОЖ. Из-за большого количества режущих зубьев для работы корончатым сверлом требуется значительное усилие резания. Поэтому такой инструмент, как правило, имеет хвостовики с лысками или канавками для надежной фиксации в зажимном патроне. Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
Режущая часть
Режущая часть коронок по металлу состоит из четного числа зубьев, равномерно распределенных по рабочему торцу корпуса. Поскольку этот инструмент предназначен для выборки кольцевой канавки, все его зубья имеют три режущие кромки: одну фронтальную и две боковые (см. фото ниже). За эту особенность коронки по металлу иногда называют кольцевыми фрезами, т. к. такой их метод резания характерен не для сверлильного, а для фрезерного инструмента. Количество режущих зубьев напрямую зависит от диаметра корончатого сверла. У инструмента малых и средних размеров их чаще всего от четырех до шести.
Виды хвостовиков
К настоящему времени стандартом де-факто для коронок, предназначенных для сверления металла, стали три типа хвостовиков (см. рис. ниже):
- WELDON. Самый распространенный тип хвостовика. Представляет собой короткий цилиндр диаметром 19 или 32 мм с тремя лысками. В патроны с посадочными гнездами стандарта WELDON можно крепить только хвостовики этого типа.
- UNIVERSAL (другие названия ONE-TOUCH и NITTO). В соответствии со своим названием является универсальным хвостовиком и может крепиться как в патроны WELDON, так и в ряд патронов других производителей, кроме оснастки стандарта QUICK –IN.
- QUICK –IN. Посадочный стандарт известного производителя электроинструмента FEIN. Совместим только устройствами этой фирмы.
Кроме того, многие производители предлагают широкий выбор переходников и удлинителей для совмещения разных стандартов, а также переходные оправки для различных шпиндельных конусов.
Преимущества и обзор насадок на дрель для резки древесины и металла
Приспособления для резки металла или древесины применяются в тех случаях, когда отсутствует возможность выполнить данную процедуру другим способом. Кроме этого, они будут полезны, если нагрев листового материала при раскрое нежелателен.
Преимущества насадок перед болгаркой:
Насадки для резки дерева и металла способны выполнять свои функции быстро и качественно
- Высокое качество реза.
- Возможность выполнить в материале отверстия любых форм.
- Нет необходимости в покупке расходных материалов (дисков на болгарку).
- Простая система пользования.
- Некоторые насадки могут выполнять резку листового пластика определенной толщины.
- Если для работы используется аккумуляторная дрель, инструмент становится мобильным. Он не зависит от электросети и может эксплуатироваться в полевых условиях.
- Небольшой вес.
Обзор насадок на дрель для резки листового металла
Для нарезки металлических листов применяются три типа насадок: «Сверчок», «Ножницы» и «Бобер». Каждая из них имеет свои особенности, строение и рассчитана на раскрой материала определенной толщины.
В процессе применения насадки «Ножницы» на дрели вращение патрона на инструменте преобразуется в возвратно-поступательные движения. В результате этого специальная матрица выбивает в металле полоску и отделяет материал. Толщина этой линии составляет 3,1 мм. При подобном способе раскроя листов срез получается качественным и ровным. Насадка «Ножницы» позволяет полностью отказаться от доработки краев на металле или свести ее к минимуму.
Насадка «Сверчок» способна нарезать не только листовой металл, но также подходит и для пластика
Насадка «Бобер» работает аналогичным образом, только с ее помощью можно делать как прямые, так и криволинейные резы, минимальный радиус которых составляет 12 мм.
Насадку на дрель «Сверчок» можно считать универсальным приспособлением, поскольку с ее помощью можно нарезать не только металлические, но и пластиковые листы. В некоторых случаях она может использоваться для раскроя профильных изделий. Устройство оснащено двумя режущими головками, обеспечивающими идеально ровный срез.
Таблица, отображающая ограничения на обработку материала по толщине:
| Тип материала | Рекомендуемая толщина, мм |
| «Высечные ножницы» | |
| Нержавеющая сталь | до 0,8 |
| Латунь и медь | до 1,5 |
| Алюминий | до 2 |
| «Сверчок» | |
| Нержавеющая сталь | до 1,2 |
| Сталь | до 1,5 |
| Алюминий | до 2 |
| Пластик | до 2 |
| «Бобер» | |
| Нержавеющая сталь | до 1,3 |
| Сталь | до 1,8 |
| Алюминий | до 2 |
Основные виды насадок на дрель для резки дерева
Насадка, предназначенная для раскроя древесины, имеет довольно сложное строение. Этот механизм по принципу действия напоминает лобзик. С помощью данного приспособления можно резать дерево, толщина которого не превышает 2 см, а также раскраивать фанерные листы и древесно-стружечные плиты.
Кроме этого, насадку-пилу на дрель можно использовать не только для дерева, но и для резки пластмассы и тонких листов стали. По этой причине данное приспособление будет весьма полезным дополнением к набору инструментов в домашней мастерской. Стоит заметить, что стоимость такой насадки очень высока, это обуславливается сложным строением ее механизма.
В продаже можно найти целые наборы, которые включают:
- саму насадку (механизм);
- три сабельных пилки разной конфигурации;
- шестигранный ключ для патрона.
Насадка на дрель в виде пилы подходит для дерева, пластмассы и даже тонких листов стали
Сабельные пилки изготавливаются из прочного пластика. Съемные приспособления в комплекте различаются по длине и форме зубцов. От конфигурации этих изделий зависит область их применения. Существуют такие виды пилок:
- для раскроя древесины;
- для быстрого реза по дереву;
- для резки металла (пилка имеет небольшую длину и усажена мелкими зубцами).
Съемные пилки из пластика имеют небольшой вес, а потому очень удобны в использовании. В замке насадки фиксируются спецвинтом.
Маркировки коронок по металлу
Спиральное сверло и коронка по металлу маркируются практически одинаково. На хвостовики обоих изделий наносится товарный знак производителя, марка материала, тип покрытия и диаметр инструмента. У корончатых сверл дополнительно указывается длина рабочей части (см. фото ниже). Все остальные технологические характеристики содержатся в каталогах, а некоторые из них наносят на упаковку. При этом каждый производитель использует собственную систему обозначения характеристик изделия, которая в первую очередь включает в себя виды обрабатываемых материалов с предельными параметрами сверления.
О преимуществах
Если сравнивать коронки для металла с другими видами сверл, то здесь можно выделить сразу несколько наиболее важных преимуществ.
К таким можно отнести:
- благодаря особой конструкции отверстие можно выполнять по контурам;
- для работы не придется использовать устройства с усиленными проводами;
- с помощью таких насадок можно получить отверстия с шероховатой внутренней поверхностью – другими виды насадок не позволяют этого добиться;
- насадки подходят для работы любого сверлильного оборудования – дрели, станки, фрезеры и токарные станки;
- коронки для металла позволяют проводить многоинструментальную обработку;
- площадь соприкосновения сверла и поверхности, которая подвергается обработке, довольно заметна;
- за один проход можно обработать сразу несколько металлических слоев.
Сам процесс сверления с использованием коронок для металла отличается повышенной производительностью. Весь рабочий процесс выполняется не только быстро, но и с максимальной точностью. Ни одна сверлильная насадка не может гарантировать таких качеств. Кроме того, выполнение работы не сопровождается большим количеством шума. При этом сами коронки для металла являются экономичными и эргономичными. За один оборот корончатой насадки можно удалить достаточно большое количество металла.
Плюсы корончатых сверл
Кольцевые коронки по металлу не имеют себе равных при сверлении сквозных отверстий большого диаметра в металлопрокате толщиной в несколько десятков миллиметров. При использовании обычного инструмента такая операция обычно включает в себя сверление с последующим поэтапным рассверливанием или расточкой. При этом срезается вся масса металла, располагавшегося на месте отверстия. В процессе сверления коронкой происходит выборка металла только в канавке, расположенной по периметру будущего отверстия, а основная его часть остается в неприкосновенности. Эта технология имеет ряд неоспоримых преимуществ перед традиционным сверлением. Самые значимые среди них:
- возможность получения за одну установку инструмента отверстия диаметром до 200 мм;
- высокая производительность и, как следствие, значительное сокращение времени резания;
- экономия электроэнергии;
- меньший износ режущих кромок из-за их большего количества;
- работа на больших подачах и низких оборотах;
- эффективное охлаждение рабочей зоны.
Пожалуй, единственным недостатком коронок по металлу является невозможность сверления ими глухих отверстий. Иногда указывают на то, что эти изделия значительно дороже обычных спиральных сверл. Но тут необходимо принимать во внимание тот факт, что совокупная стоимость (расход инструмента, трудозатраты, энергоемкость и пр.) получения отверстия большого диаметра традиционным инструментом гораздо выше, чем кольцевым сверлом с режущей коронкой. Кроме того, из-за наличия большого количества режущих кромок ресурс такого инструмента намного превышает ресурс спиральных сверл.
Подготовительные операции к работе
Необходимо учитывать, что для препятствования проворачиванию производители формируют для посадки инструмента гнездо неправильной формы. Более опытные специалисты напоминают о том, что для качественной фиксации необходимо хорошо зажимать упорную гайку или болт. Это позволит надежно удерживаться режущему инструменту в пазах и не расшатываться, деформируясь и искривляя отверстие.
Пример полученного отверстия
Устанавливать инструмент в патрон дрели необходимо лишь после того, как все резьбы будут затянуты. Далее можно начинать сверлить в выбранной точке. Процесс практически не отличается от работы классическим сверлом
Важно во время операции выдерживать максимальную перпендикулярность оси вращения обрабатываемой плоскости. Данный фактор выдерживается на первых миллиметрах, далее все идет по сформированному изначально цилиндру
Заранее также выставляется число оборотов для вращения коронки. Стоит учитывать, что увеличение диаметра инструмента сочетается с повышением его вибрации. Это вынуждает применять более мощные дрели, если брать сверла по дереву для больших отверстий и больших диаметров. По возможности пристегивают дополнительную ручку для упора и удерживания перпендикулярности.
При выставлении скорости вращения на дрели, нужно руководствоваться такими правилами:
- мягкая древесина может обрабатываться со скоростью от 1000 (диаметр 3,0-5,0 см) до 2400 об/мин (диаметр 10-55 мм);
- для твердых пород дерева желательно повышать обороты до250 об/мин (3,0-5,0 см) до 600 об/мин (1,0-1,5 см);
- используя коронки с твердосплавными напайками, нельзя понижать обороты ниже 400-500 об/мин, так как режущая кромка раскрошится.
ВИДЕО: Как просверлить отверстие большого диаметра
Советы по выбору инструмента
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор». При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается. Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда. Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.
Заточка корончатых сверл
Режущий зуб коронки по металлу затачивается с трех сторон с точной выдержкой как углового позиционирования абразивного круга, так и наклона сверла относительно его поверхности. Поэтому станки для заточки корончатых сверл представляют собой достаточно сложные механические устройства, а сама заточка требует профессиональных навыков. На таком станке можно выполнять заточку корончатых сверл различного диаметра и с разным количеством зубьев. Кроме того, его зажимное приспособление рассчитано на все виды современных хвостовиков, встречающихся у различных коронок по металлу (Weldon, Nitto, Fein и пр.).
Это достаточно дорогое и сложное оборудование и приобретать его имеет смысл только в том случае, если предполагается оказывать услуги по заточке инструмента. А для того чтобы вернуть режущим кромкам коронки по металлу начальную остроту, достаточно обратиться в сервисное предприятие с соответствующей компетенцией. Цена такой услуги не очень высока. К примеру, заточка корончатого сверла серии GOLD-LINE фирмы Karnasch диаметром до 25 мм обойдется в 500÷600 рублей. Несколько дешевле будут стоить заточные работы для коронок по металлу «Энкор» и биметаллических кольцевых сверл «Хилти» и Makita.
При заточке коронки по металлу полностью снимается защитное покрытие режущих кромок. Цена заточных работ для такого инструмента открыто публикуется на сайтах специализированных предприятий. А вот во что обойдется новое покрытие нитридом титана, нам найти не удалось. Если кто-нибудь располагает такой информацией, поделитесь, пожалуйста, ей в комментариях.