Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Актуальность вопроса
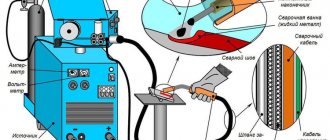
Защитный газ предотвращает попадание из воздуха в сварочную ванну водорода, кислорода, иных вредных веществ, которые ухудшают качество шва. В некоторых случаях, газ выводит подобные элементы из сварочной ванны.
Предприятиям газ поставляется кислородными цехами заводов, домашний сварщик может купить его баллон в торговой сети. Например, 10-литровый баллон углекислоты стоит немногим более 500 рублей, однако израсходовав запас газа, емкость можно заполнить новой порцией двуокиси.
Каждый сварщик старается увеличить продолжительность работы баллона с регулируемой газовой средой, и просто уменьшить его расход обычным зажатием вентиля не получится.
Любая сварка, дома или на производстве, стремиться не только к сокращению расхода углекислоты, но и повышению качества соединяемых деталей, что у новичка часто происходит обратно пропорционально.
Однако выход CO 2 — двуокиси углерода, при работе полуавтоматической сваркой можно предварительно просчитать, чтобы не бежать в магазин за новым баллоном перед самым окончанием трудового дня.
Как должен поступать потребитель
Если фирма использует углекислоту в своей работе, ей необходимо найти тех, кто организует поставку. Процедура получения выглядит таким образом:
- В компании, которая занимается поставками, оставляют заявку на получение определённого количества продукта.
- В назначенное время получить баллоны, заправленные газом.
- Вернуть те резервуары, углекислота из которых уже была использована.
Для заправки используются различные типы баллонов:
- 40-литровая ёмкость вмещает 24 килограмма газа. Баллон имеет диаметр 21,9 см, высоту 140 см.
- В 20-литровом диаметр 21,9 см — высота составляет 85 см. Здесь помещается вдвое меньше газа — 12 килограммов.
- 10-литровая ёмкость более миниатюрная. Диаметр равен 14 см, а высота — 86,5 см. Покупателю предоставляется 6 кг углекислого газа.
Существуют ещё несколько типов баллонов, для которых может быть выполнена заправка.
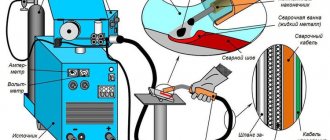
Внешний вид баллонов с углекислотойИсточник nord-gaz.com
Факторы расхода
Наиболее значимыми условиями расхода сварочной смеси — контролируемой атмосферы, является следующие медиаторы:
- Тип и толщина соединяемого металла.
- Диаметр сварочного прута.
- Сила тока сварочного аппарата.
Учитывая каждый из приведенных факторов, можно вывести расход защитной среды. Приведенные ниже данные обусловливают количество выхода сварочной смеси при работе полуавтоматом с учетом диаметра проволоки и силы тока:
- проволока 0,8-1,0 мм, сила тока аппарата 60-160 амп. — 8 литров газа в минуту;
- 1,2 мм, 100-200 A — 9,5-12 л/мин.;
- 1,4 миллиметра, 120-320 апм. — 12-15 л;
- 1,6 мм, 240-380 — от 15 до 18 литров;
- 2,0 мм, 280-450 A — до 20 л/мин.
Это средние математические выводы, которые кроме диаметра и толщины деталей, не учитывают факторы окружающей среды. Процесс в закрытом помещении потребует меньшего расхода регулируемой газовой среды, на открытой же площади происходит некоторое улетучивание углекислоты, что отражается большим ее истечением из баллона.
При работе на улице в ветреный день, испарение, а соответственно и расход углекислоты еще более увеличится.
Не на последнем месте находится и само качество контролируемой атмосферы. Пользуясь неочищенным газом, сварщик поневоле придет к увеличенной издержке производства.
Настройка напряжения
Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом.
На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы.
Расход углекислоты
Чтобы не быть голословным в оценке выхода диоксида углерода для производственной нужды, следует привести конкретный пример. Стандартная газовая емкость — 40-литровый баллон, содержит 24 кг чистого диоксида углерода, который на выходе образует 12 кубометров защитной среды.
Используя присадочную нить диаметром 1,0 мм, установили наименьшую силу тока — 100 A. Если ссылаться на данные справочников, беспрерывный режим подобный сварки продлиться ровно одни сутки — 24 час.
Однако рабочие смены с такой продолжительностью работы почти не встречаются, возьмем обычную смену — 8 час. Разделив объем газа на один рабочий день, получим 8 л контролируемой атмосферы.
Справочник указывает, что 1 кг наплавки потребует 1100 г углерода и 1300 — присадочного материала. Путем несложных вычислений можно прийти к следующему выводу: 1200 г присадки возьмут из баллона 1000 г газа.
Исходя их этого, можно констатировать, что 40- литровой газовой емкости хватит на плавку почти 29 кг сварочного материала.
Разумеется, это примерные сведения, однако они часто совпадают с фактическими данными. Для сварщиков-новичков приводится таблица расхода углекислоты, в зависимости от диаметра нити и показателя силы тока.
Технические требования
Стальные сосуды под давлением объёмом 0,4–50 л используются без малого век. Отечественный ГОСТ 949-73 распространяется на ёмкости для транспортировки промежуточного хранения, технологической раздачи потребителям.
Цельнотянутые бесшовные баллоны малого и среднего объёма из конструкционной стали 45Д и легированной 40ХГСА рассчитаны на рабочее давление 15 и 20 МПа для сосудов 50–20 л и 15 МПа для меньших, которые допускается выпускать с плоским дном.
Отличительная маркировка – жёлтая надпись эмалью «углекислота», «СО2» «двуокись углерода» по чёрному полю. Основные физические параметры и типоразмеры представлены в таблице:
| Давление, МПа | 50 л, | ||
Сталь 45Д/30ХГСА
Сосуды меньших объёмов выполнены из стали 45Д, рабочее давление 15 МПа
| 40л Сталь 45Д/30ХГСА | 20 л Сталь 45Д | ||||||||
| Ø, мм | L, мм | M, кг | Ø, мм | L, мм | M, кг | Ø, мм | L, мм | M, кг | |
| 15 | 219 | 1685/1660 | 71,3/62,5 | 219 | 1370/1350 | 58,5/51,5 | 219 | 740 | 32,3 |
| 20 | 1755/1650 | 93,0/62,5 | 1430/1350 | 76,5/51,5 | 770 | 42,0 | |||
| Ø, мм | 12 л | 10 л | 8 л | 5 л | 4 л | 2 л | ||||||
| L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | Ø, L, мм | M, кг | |
| 140 | 1020 | 17,6 | 865 | 13,0 | 710 | 12,4 | 475 | 8,5 | 400 | 7,3 | 108/330 | 3,7 |
В комплектацию входят:
- запорный вентиль кислородный с правой резьбой латунный;
- предохранительные кольца из резины на цилиндрическую часть;
- опорный башмак прямоугольной формы для устойчивости;
- колпак предохранительный стальной либо формованный из неметаллов.
Эксплуатирующиеся баллоны проходят через 5 лет периодическую переаттестацию, включающую техосмотр и испытание избыточным давлением, превышающем рабочее на 50%. Информация с датой освидетельствования наносится ударными клеймами на зачищенную горловину, обрамляется жёлтой полосой по периметру.
Это «паспорт углекислотного баллона» с полным перечнем информации:
- дата выпуска, переаттестации;
- № баллона, присвоенный производителем;
- литраж наполнения;
- технологическое гидродавление;
- марка стали и физические величины веса и размеров.
Экономия смеси
Исходя из сказанного, можно сделать вывод, что расход регулируемой углекислотной среды зависит не только от прямых факторов — диаметра прутка, силы тока и толщины соединяемых металлических элементов. Косвенными факторами, влияющими на расход углексилоты являются погодные условия — ветер, открытая площадь.
Однако учитывая последние, имеется возможность минимизировать затраты сварочного процесса.
Оптимизированным вариантом послужит проведения работы в закрытом, искусственно проветриваемом помещении, с привлечением опытного сварщика. Новичку так же можно поручить процесс, однако расход все равно будет несколько или значительно больше. Неопытный сотрудник вправе предложить достичь экономии путем прикручивая вентиля на баллоне с углекислотой при полуавтоматической сварке.
Подобная операция уменьшит поток смеси к сварочной ванне, но увеличит приток кислорода из атмосферы, что скажется на снижении качества шва. Однако существует выход из этого положения.
Специалисты советуют использовать в работе многокомпонентные регулируемые газовые составы, которые позволяют уменьшить расход углекислоты с одновременным улучшением качества шва. Например, аргоновая смесь состоит из 20% двуокиси углерода и 80 — аргона. Ее главными преимуществами считаются:
- уменьшение количества использованной проволоки до 80%;
- сокращение количества прилипших брызг металла;
- увеличенная глубина провара элементов;
- меньшее число пор в сварном шве.
Общие же затраты на операцию снижаются до 20%.
Техника полуавтоматической сварки в среде углекислого газа
- Содержимое:
- Где используется сварка углекислотой
- Техника сварки в углекислом газе
- Какое давление углекислоты при сварке
- Расход углекислоты для полуавтомата
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Виды продукции
Двуокись углерода производят в следующем виде:
- Сжиженный газ, который хранится под давлением 50 кг/кв.см. Для этого требуется обеспечить температуру воздуха, не превышающую 31 градуса.
- Жидкий углекислый газ для хранения в специальных термосах.
- В виде сухого льда.
После этого продукт помещают в чёрные резервуары с жёлтыми предупредительными надписями и доставляют потребителям для использования.
Редуктор расхода газаИсточник donmet.com.ua
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Сварка в углекислом газе
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.
Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Регулировка
Регулировка натяжения основной пружины производится при помощи регулировочного винта, в зависимости от первоначального давления газа в баллоне. Управляющая пружина опускается вместе с мембраной, открывая отверстие для прохода двуокиси углерода под сниженным давлением к запорному вентилю. Оттуда поток газа по шлангу движется к горелке. Мембрана углекислотного редуктора выполняется из маслостойкой резины, и обеспечивает своё точное позиционирование относительно выходного отверстия. Поскольку со временем давление газа в баллоне снижается, то верхняя регулирующая пружина может опускаться, изменяя площадь проходного сечения впускающего клапана. Углекислотным редуктором возможно и ручное управление потоком газа, для этого достаточно вывернуть/ввернуть регулировочный винт, в зависимости от текущих показаний манометров.
Постоянство давления в камере редуктора обеспечивается за счёт того, что при снижении давления газа, поступающего из баллона, мембрана перемещается вверх, сжимая обратную (верхнюю) пружину, а при увеличении давления – опускается вниз. Выходное же давление остаётся стабильным вследствие соответствующего изменения площади проходного сечения запорного вентиля.
Для обеспечения стойкости мембраны от резкого превышения давления газа (что может вызвать разрыв мембраны) углекислотные редукторы снабжаются предохранительным клапаном. Он срабатывает, когда входной штуцер по каким-либо причинам теряет герметичность и начинает пропускать увеличенный объём двуокиси углерода из баллона.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Вес баллона
При использовании, транспортировке и зарядке необходимо контролировать наличие в баллоне углекислого газа. Для этой цели применяется взвешивание. Из полного веса нужно вычесть массу следующих деталей:
- Сосуд, где содержится сжиженный газ.
- Вентиль, через который производится зарядка.
- Защитный колпак.
- Предохранительные железные кольца.
- Если используется, должно быть учтено то, сколько весит башмак.
Производится взвешивание всей конструкции, затем вычитается масса перечисленных деталей. Оставшаяся часть говорит о том, сколько осталось внутри углекислого газа. Средний вес этих узлов равен:
- Вес кольца составляет 300 г.
- Масса металлического колпака достигает 1,8 кг.
- Башмак обычно весит 5,2 кг.
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Проверка баллона
После истечения пятилетнего срока баллоны для углекислого газа должны проходить проверку. Без её прохождения дальнейшее использование ёмкости невозможно. Освидетельствование может проводить только уполномоченная организация.
Процедура предусматривает проверку состояния оборудования. При этом обращают внимание на следующее:
- Выполняется тщательный осмотр внешнего вида. Не должно присутствовать повреждений или обширных и глубоких следов ржавчины.
- Производится полное удаление углекислого газа из обследуемой ёмкости. Это делают с использованием инертных газов.
- Проверяется исправность работы вентиля.
- Выполняется оценка толщины стенок баллона. Для этого производится его взвешивание. Результат покажет, насколько уменьшился его вес и, соответственно, истончились стенки.
- Гидравлические испытания показывают исправность работы оборудования.
- После проверки выполняется просушка. Это делают с помощью прогретого воздуха.
- При необходимости может производиться замена вентиля или выполняться покраска резервуара.
После того, как проверка окончена, с помощью специального клейма ставят дату проведения и обводят овальной линией. На баллоне должен присутствовать его технический паспорт. В нём содержится такая информация: заводской номер, вместимость в литрах воды, масса при изготовлении, рабочее и проверочное давление в атмосферах, клеймо завода, проводившего переаттестацию.
Вместимость в литрах воды увеличилась, это говорит о возможности образования внутренних трещин или изменении геометрии ёмкости. Если возрастание превысило 1,5%, то это считается признаком неисправности оборудования.
Баллон с углекислым газомИсточник chipmaker.ru
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.
Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Чем отличается кислородный редуктор от углекислотного?
Конструкции углекислотных редукторов весьма схожи с кислородными, и отличаются в основном способами присоединения к вентилям, и – иногда – отсутствием второго манометра. Поэтому часто возникает вопрос – взаимозаменяемы ли кислородный и углекислотный редукторы.
К кислородному редуктору предъявляются гораздо более высокие эксплуатационные требования. Они связаны с тем, что, в отличие от СО2, кислород не сжижается, а потому находится в баллоне под гораздо более высоким давлением (до 200 ат против 70…80 ат – для сжиженного углекислого газа). Поэтому при попадании кислорода в углекислотный редуктор будет происходит постепенное разрушение уплотняющих мембран. Поэтому углекислотный редуктор не используются для подачи кислорода (обратная замена – допустима).
Отличаются редукторы и возможностями вариантов присоединения к баллону. Углекислотный редуктор можно подсоединять при помощи хомута, а не накидной гайки, поскольку СО2 не обладает свойствами пожаро- и взрывоопасности в случае утечек.
Для повышения чистоты газа, поступающего в редуктор, в конструкции впускающего клапана часто предусматриваются очистные фильтры. Наличие фильтра уменьшает опасность стравливания газа обратно в баллон, где он может образовывать поверхностную подушку над сжиженным газом.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.
Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.
Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.
Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.