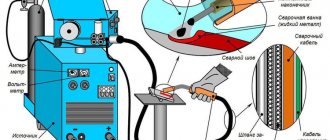
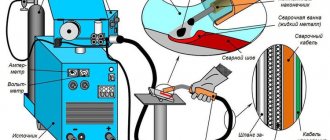
От чего зависит потребление защитного газа
Основными показателями во время сварки, которые влияют на расход сварочных смесей, являются:
- Сила тока;
- Диаметр используемой проволоки;
- толщина свариваемого металла.
Многие производители указывают эти значения в паспортных данных на конкретный защитный газ, что значительно упрощает расчет.
Например, среднее потребление аргоновой смеси, применяемой при сварке методом TIG с током 100 А, будет равняться 6 л/мин. При увеличении силы тока до 300 А, расход увеличится до 10 л/мин.
Таблица влияния силы тока, напряжения дуги, скорости сварки на размер и форму шва
Такая же тенденция наблюдается и при методе MIG – увеличение диаметра проволоки с 1 мм до 1,6 мм приводит к увеличению потребления газа с 9 л/мин до 18 л/мин.
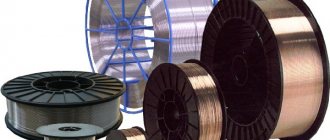
Диаметр проволоки также имеет важное значение
Большое влияние оказывают условия, в которых происходят сварочные работы. На открытом пространстве, или при наличии сквозняков, расход будет увеличиваться, поскольку для создания оптимальной защиты металла от влияния посторонних факторов потребуется больше защитного газа. В этом случае заправка баллонов будет осуществляться чаще, чем при работе в закрытом помещении. Кстати, обо всех нюансах наполнения газовых баллонов читайте в статье: заправка газовой смесью: как это делается.
Какие газовые смеси используются для сварки полуавтоматом
Полуавтоматом чаще всего работают:
- со стальными сплавами, чугуном;
- с легированными сталями — нержавейка, разные виды жаропрочных;
- с цветными металлами — алюминием, медьсодержащими: латунь, бронза.
Работа с другими материалами затруднена тем, что нет соответствующей присадочной проволоки, поставляемой в стандартных катушках. Создают смеси в соответствии с ТУ 2114-002-45905715-2011.
В качестве составных газов применяют:
- аргон — ГОСТ 10157-79 (высшие сорта);
- азот — ГОСТ 9293-74 (особой чистоты 1 сорта);
- двуокись углерода — ГОСТ 8050-85 (высшие сорта);
- кислород — ГОСТ 5583-78 (технический, первые сорта);
- гелий — ТУ 0271-135-31323949- 2005 (марка «А»);
- водород — ГОСТ Р 51673-2000 (первые сорта).
Допускается использование готовых смесей, однако, содержание компонентов в полученной смеси должно соответствовать техническим регламентам.
Расчет расхода сварочной смеси
Существует формула, которая позволяет выяснить приблизительный расход сварочной смеси в процессе сварки:
Р = Ру х Т
где, Ру – удельный расход газа, заявленный производителем,
Т – основное время, потраченное на сваривание одного прохода.
Удельное потребление защитного газа в зависимости от диаметра проволоки при средних значениях силы тока можно посмотреть ниже:
- 1,0 мм – 9 л/мин;
- 1,2 мм – 12 л/мин;
- 1,4 мм – 15 л/мин;
- 1,6 мм – 18 л/мин;
- 2,0 мм – 20 л/мин.
Таблица 1 по зависимости параметров
Таблица 2 по зависимости параметров
Исходя из того, что в стандартном 40-литровом баллоне находится 6 м³ или 6000 литров сварочной смеси, можно легко вычислить, на сколько хватит одного резервуара при непрерывном процессе сварки.
Например, при использовании проволоки диаметром 1 мм и соединения аргона с углекислым газом, баллон объемом 40 л полностью опорожнится через 10-11 часов непрерывного процесса.
Естественно, такие расчеты являются достаточно грубыми, так как в них не учитывается потребление газа на подготовительные и финишные операции при одном проходе. Однако, они позволяют увидеть приблизительную картину. При использовании расходомеров и сверке показаний данные вычисления будут более точными и объективными.
Сварка алюминия
Высокая электро- и теплопроводность алюминия, очень малый вес в сочетании с отличными механическими свойствами его сплавов, сделали этот материал просто незаменимым во многих сферах человеческой деятельности. Как бы в компенсацию своим достоинствам «крылатый» металл очень трудно сваривается. Умение качественно варить алюминий — это то, что отличает сварщика высокой квалификации от сварщика-любителя.
Сварка алюминия
Свариваемость
Как уже отмечалось, алюминий относится к трудносвариваемым металлам. Эта особенность обуславливается целым рядом его свойств:
- На поверхности деталей из алюминия и его сплавов всегда присутствует окисная пленка Al2O3, имеющая температуру плавления 2044°C, в то время как температура плавления самого алюминия составляет около 660°C.
- Легкая окисляемость алюминия приводит к образованию тугоплавкой пленки на каплях расплавленного металла, препятствующей их сплавлению в монолитный шов. Чтобы не допустить образования этой пленки, требуется надежная защита зоны сварки от воздуха, обеспечить которую в полной мере позволяет сварка алюминия с аргоном.
- Большая жидкотекучесть металла затрудняет управление сварочной ванной и диктует необходимость применения теплоотводящих подкладок при сварке.
- Склонность к образованию кристаллизационных трещин и пор в шве приводит к ослаблению последнего. За поры ответственен растворенный в алюминии водород, стремящийся выйти из металла наружу. Трещины больше характерны для сплавов алюминия, они возникают при охлаждении металла из-за повышенного содержания кремния.
- Большая усадка металла, обусловленная высоким коэффициентом линейного расширения, приводит при затвердевании сварного шва к значительным деформациям.
- Высокая теплопроводность алюминия вызывает необходимость применения сварочного тока, превосходящего в 1,2-1,5 раза ток для сталей, — несмотря на то, что температура плавления последних значительно выше, чем у алюминия.
- К дополнительным трудностям сваривания алюминия следует отнести и то, что на практике — особенно при сварке алюминия в домашних условиях — приходится иметь дело с различными сплавами неизвестной марки, которые для качественного сваривания могут требовать особых материалов и режимов сварки.
Сварной шов с включениями и порами
Способы сварки алюминия
Существует много способов сварки алюминия с использованием различного оборудования и разных сварочных материалов, с защитой зоны сварки инертными газами или флюсами. Наибольшее распространение получили три из них:
- сварка вольфрамовым электродом в среде инертных газов (режим AC TIG);
- сварка полуавтоматами в среде инертных газов с автоматизированной подачей проволоки (режим DC MIG);
- сварка покрытыми плавящимися электродами без использования защитного газа (режим MMA).
Важным условием сваривания алюминия и его сплавов является необходимость разрушения оксидной пленки на поверхности металла. Для выполнения этого условия необходим переменный или постоянный ток обратной полярности. Только в этом случае происходит т.н. катодное распыление, разрушающее оксидную пленку. Алюминий нельзя сваривать постоянным током прямой полярности, поскольку в этом случае пленка не подвергается катодному распылению и остается неразрушенной.
Подготовка металла к сварке
Независимо от применяемого способа, сварке должна предшествовать тщательная подготовка свариваемых кромок, цель которой — очистка последних от загрязнений и окисной пленки. Подготовка состоит из ряда операций:
- Очистка и обезжиривание. Свариваемые детали и присадочный материал перед сваркой тщательно очищаются от грязи, масла и жира. Обезжиривание производят ацетоном, авиационным бензином, уайт-спиритом или иным подходящим растворителем.
- Разделка кромок (при необходимости). Сварку деталей толщиной до 4 мм выполняют без разделки кромок, при большей толщине требуется разделка. Исключением из этого правила является сварка алюминия покрытыми электродами, при которой разделку кромок выполняют при толщине металла выше 20 мм. Для деталей из тонкого листа (до 1,5 мм толщиной) целесообразно применение отбортовки
Сварка встык с отбортовкой
- Удаление оксидной пленки. Кромки деталей на ширине 25-30 мм зачищают наждачной бумагой, напильником или металлической щеткой из нержавеющей стали с диаметром проволоки не более 0,15 мм.
Сварка алюминия штучными покрытыми электродами (режим MMA)
Этот вид сварки применяется в основном при изготовлении неответственных конструкций с толщиной металла не менее 4 мм. Этот способ сварки обладает значительными недостатками, в числе которых невысокое качество шва (пористость, низкая прочность), сильное разбрызгивание металла во время сварки, плохая отделяемость застывшего шлака, который может вызывать коррозию металла.
Покрытыми электродами можно сваривать как технически чистый алюминий, так и его сплавы. Взамен старых, имеющих значительные недостатки, марок ОЗА-1 и ОЗА-2, сегодня выпускаются более совершенные электроды для сварки алюминия УАНА и ОЗАНА, позволяющие сваривать все основные виды алюминиевых сплавов. В частности, для сварки деталей из алюминия технической чистоты используются электроды ОЗАНА-1, деталей из алюминиево-кремнистых сплавов (АЛ-4, АЛ-9, АЛ-11) — ОЗАНА-2.
Сварочный шов сделанный электродом ОЗАНА-2
Сварка производится постоянным током обратной полярности. Сварочный ток принимается из расчета 25-30А на 1 мм диаметра электрода.
Для получения удовлетворительного качества шва необходим подогрев — до 250-300°С для металла средних толщин, и до 400°С — для массивных деталей. Подогрев и медленное охлаждение позволяют получить достаточное проплавление металла при умеренных сварочных токах, избежать возникновения кристаллизационных трещин и уменьшить коробление. При сварке крупных деталей целесообразен локальный подогрев.
Сварка алюминиевыми электродами имеет свои особенности, вызываемые тем, что они плавятся в 2-3 раза быстрее, чем стальные. Скорость сварки, следовательно, должна быть существенно выше. При обрывах дуги кратер и конец электрода покрываются коркой шлака, препятствующей повторному зажиганию дуги. В связи с этим сварку рекомендуется выполнять непрерывно в пределах одного электрода. Поперечных колебаний электродом (как при сварке стали) делать не следует.
Сразу же после сварки необходимо удалить шлак со шва, промыть его горячей водой и обработать стальной щеткой. Наличие шлака в зазорах и углах может вызвать коррозию металла.
В силу своих недостатков, сварка алюминия покрытыми электродами не пользуется особым почитанием среди мастеров сварки. Предпочтение отдается аргонной сварке алюминия.
Сварка вольфрамовым электродом в инертном газе (режим AC TIG)
Этот способ сварки — наиболее распространенный. Он применяется при изготовлении конструкций из алюминия и его сплавов, к качеству которых предъявляются высокие требования в отношении прочности и эстетичности.
При сварке используют вольфрамовые электроды диаметром 1,6-5 мм и присадочные прутки диаметром 1,6-4 мм.
Вольфрамовые электроды с синим цветовым кодом
Присадочные прутки для сварки алюминия
В качестве защитного газа применяется аргон или гелий высокой степени чистоты. Питание дуги осуществляют от источника переменного тока, обеспечивающего качественное разрушение оксидной пленки. Все необходимые параметры — диаметры электрода и присадочного прутка, значение сварочного тока, скорость подача газа — зависят от характеристики используемого оборудования. В качестве ориентировочных можно принять значения из нижеприведенной таблицы, которые верны при условии использования аргона в качестве защитного газа.
| Тип соединения | Тол- щина метал- ла, мм | Диаметр элек- трода, мм | Диаметр приса- дочной прово- локи, мм | Сва- рочный ток, А | Расход аргона, л/мин |
| С отбортовкой кромок | 1,0 1,5 2,0 | 1,0 1,6-2,0 1,6-2,0 | — | 45-50 70-75 80-85 | 4-5 5-6 7-8 |
| Встык без разделки кромок, одностороннее | 2,0 3,0 4,0 | 1,5-2,0 3,0-4,0 3,0-4,0 | 1,0-2,0 2,0-3,0 2,0-3,0 | 55-75 100-120 120-150 | 5-6 7-8 8-10 |
| Встык без разделки кромок, двустороннее | 4,0 5,0 6,0 | 3,0-4,0 4,0-5,0 4,0-5,0 | 3,0-4,0 3,0-4,0 3,0-4,0 | 120-180 200-250 240-270 | 7-8 8-10 8-10 |
Угол между электродом и горизонтальной плоскостью должен составлять 70-80°, между присадочной проволокой и электродом — около 90°. Длина дуги не должна превышать 1,5-2,5 мм.
Положение и направление движения горелки с электродом
Горелка движется вслед за присадочным прутком, а не идет впереди него. Этим обеспечивается лучшая защита шва. Важность этого требования подтверждает фото ниже, на котором шов слева выполнен рекомендуемым способом, а шов справа — иным, при котором горелка двигалась впереди прутка.
Сварочные швы при движении прутка перед горелкой (слева) и за горелкой (справа)
Присадочный пруток подается короткими возвратно-поступательными движениями, напоминающими движения кисти художника — приближается, касаясь кончиком края ванны, и отводится назад и вверх. Поперечные движения электрода и присадочного прутка недопустимы.
TIG сварка алюминия
TIG сварка алюминия
Алюминиевый лист необходимо класть на стальную или медную прокладку, которая осуществляет отвод тепла, играя роль радиатора. Особенно это необходимо при сварке тонких листов во избежание прожогов.
Размеры сварочной ванны должны быть минимальными. Скорость сварки должна соответствовать сварочному току и расходу инертного газа. Чрезмерный расход последнего приводит к засасыванию в зону дуги воздуха, при малом течении газа или чрезмерно высокой скорости сварки качественная защита также не будет обеспечена.
Подача аргона включается за 3-5 секунд до поджога дуги, выключается через 5-7 после ее обрыва.
Сварка алюминия полуавтоматами (режим DC MIG)
Лучше всего варить алюминий специальным импульсным аппаратом для сварки алюминия, в котором импульс высокого напряжения, разбив оксидную пленку, падает до базового значения. Каждая капля расплавленного электродного материала как бы «вбивается» в сварочную ванну, обеспечивая тем самым высокое качество шва. Однако такие аппараты дороги. Впрочем, как показывает практика, вполне можно обойтись и обычным полуавтоматом, даже таким, в котором режим сварки алюминия изначально не был заложен. Правда, в этом случае могут потребоваться небольшие переделки.
Инверторный сварочный полуавтомат непрерывной и импульсной сварки MIG-MAG
Процесс MIG-сварки происходит в три раза быстрее процесса TIG-сварки, однако качество последнего выше.
По своему принципу технология сварки алюминия полуавтоматом не отличается от технологии сварки стали. Однако имеются некоторые технические особенности:
- Алюминий и его сплавы нельзя сваривать постоянным током прямой полярности — только обратной (по причине, о которой говорилось выше).
- Алюминиевая проволока значительно мягче стальной, поэтому имеет склонность образовывать петли при незначительном сопротивлении в рукаве. Чтобы этого не происходило, желательно иметь 4-х роликовый механизм подачи, короткий рукав и тефлоновый вкладыш в него, снижающий сопротивление трения.
Смятие алюминиевой проволоки в механизме автоматической подачи проволоки
Вкладыш должен выступать как можно ближе к роликам
- Так как алюминий при нагреве расширяется сильнее чем сталь, алюминиевая проволока может застрять в токосъемнике (токопроводящем наконечнике). Чтобы этого не произошло, можно использовать наконечник с чуть большим диаметром отверстия (например для алюминиевой проволоки диаметром 0,8 мм использовать наконечник для стальной проволоки диаметром 1,0 мм). Также для алюминиевой проволоки продаются специальные токосъемники, маркирующиеся обычно «Al».
Токосъемник (токопроводящий наконечник) сварочного полуавтомата
- Проволока из алюминия плавится быстрее стальной, поэтому при сварке необходимо обеспечить нужную скорость ее подачи — более высокую, чем стальной. Иначе придется часто менять расплавившийся наконечник.
Марка сварочной проволоки должна соответствовать материалу. Перед ее покупкой нужно изучить информацию о видах алюминиевых сплавов, для сварки которых она используется. Нехватку информации поможет компенсировать эксперимент, без которого в любом случае не обойтись, если вы пробуете варить алюминий впервые.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Как можно сократить расход
Основным показателем в процессе сварки является качество и надежность шва. С данной целью, собственно, и применяется защитный газ. Поэтому не имеет особого смысла искусственно занижать расход сварочных смесей, так как это может привести к образованию пор и других побочных эффектов.
Дефектный шов, использовалась некачественная сварочная смесь
Также немаловажную роль играют качественные показатели самого газа. Например, при использовании многокомпонентного состава «Микспро 3212», потребление сокращается минимум в два раза, по сравнению с применением бинарных защитных газов на основе аргона и углекислоты. Кроме того, в случае с «Микспро», качество шва будет на порядок выше.
Кстати, больше информации о сварочных смесях Вы найдете в этом разделе блога.
Область применения
Благодаря своим практичным качествам, аргон может применяться практически повсеместно. В частной сфере он встречается достаточно редко, так как зачастую его не выгодно содержать, не говоря уже о покупке соответствующего оборудования. В строительстве, где нужно создавать ответственные несущие металлоконструкции, газ является практически незаменимым. Здесь не так важна стоимость, как надежность и минимизация вероятности появления брака во время работы.
Также его часто можно встретить в ремонтных мастерских. С его помощью соединяют детали в автомобилях, изделия из сложно свариваемых металлов. Сварка нержавейки и алюминия зачастую происходит именно с помощью этого газа. Сварочные цеха на различных предприятиях также не обходятся без постов с применением аргона, где приходится работать с тонкими деталями. В коммунальной сфере им могут сваривать трубы.
Краткое описание газов, применяемых при создании смесей
Аргон — бесцветный газ без запаха и вкуса, негорюч и нетоксичен. Однако любая смесь Ar с иными газами может вытеснить кислород из помещения, что способно привести к удушью работников, если доля кислорода упадёт ниже 19% от общего объема. Аргон тяжелее воздушной смеси и способен скапливаться в плохо проветриваемых помещениях у пола.
Азот — газ бесцветный и негорючий. Без запаха и вкуса, нетоксичен. Однако скопление газообразной смеси азота может вызвать кислородную недостаточность и даже удушье при уменьшении концентрации кислорода менее 19% от объёма.
Углекислота — газ без цвета, не воспламеняется и нетоксичен, отличается специфическим кисловатым вкусом. Максимально допустимая концентрация соединения в воздухе рабочей зоны 9 г/м3 (что равно 0,5% объёма). Если концентрация становится больше 5%, то двуокись углерода может оказать вредное влияние на физическое состояние работников. Углекислота в полтора раза тяжелее воздушной смеси и способна скапливаться в непроветриваемых помещениях у пола, в ямах. При снижении концентрации кислорода в воздухе ниже 19% наступает кислородное голодание, удушье.
Гелий — бесцветный газ, не имеет вкуса и запаха, нетоксичен и негорюч, легче смеси воздуха, поэтому накапливается вверху цехов.
Кислород — бесцветный негорючий газ без запаха и вкуса, хотя сам не является токсичным и взрывоопасным, однако, будучи сильным окислителем, значительно повышает предрасположенность иных материалов к горению. Если кислород накапливается в воздухе цехов, это может стать причиной возникновения возгораний и впоследствии — пожаров. Важно, что объемная доля газа в рабочих (производственных) зонах не должна быть более 23%.
Аргон, углекислота и кислород
Углекислый газ (5-20%) и аргон (80-95%) используют для создания неразъёмных соединений из сталей: конструкционных легированных и углеродистых. Плюсы: перенос осуществляется струйно или капельно. Дуга при этом горит стабильно. Если применять смесь с добавлением кислорода (2%), уменьшив содержание углекислого газа до 6%, то сварщику будет легче справиться с тонкими сплавами.
Аргон и гелий
Сочетание гелия (70%) и аргона (30%) позволит работать с любыми толстыми сплавами:
- сталью;
- чугуном;
- цветными металлами.
При этом увеличится скорость сварки за счёт исключения операции по предварительному подогреву деталей. Количество дефектов — пористость швов, трещины — будет сведено к минимуму.
Минусом следует считать высокую стоимость таких смесей из-за высокого содержания редкого гелия. Поэтому используют подобные пропорции при сварке особо ответственных конструкций — при создании изделий для космоса или ВПК.
Аргон плюс гелий (по 50%) — смесь считается универсальной инертной. Благодаря этому, можно работать с большинством сплавов — как с цветными, так и чёрными. Состав из 70% аргона и 30% гелия по сравнению с чистым аргоном лучше охлаждает зону сварки, применяется для соединения деталей средней толщины, если нужно получение швов с минимумом дефектов. Смесь из 60% аргона, 38% гелия и 2% углекислоты используют для сварки легированных и конструкционных углеродистых сплавов. Дуга при этом получается стабильной, уменьшается количество брызг.
Аргон и водород
Применяют на производстве при работе с аустенитными (жаропрочными) сплавами. Смесь позволяет улучшить характеристики полученного шва, добиться большей эластичности. Часто применяют при работе во время создания космической и авиатехники. Процент содержания химических элементов зависит от марки сталей.
Оптимальный расход углекислоты при сварке полуавтоматом
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом. Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы. Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов. Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое. В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
| Диаметр проволоки (см) | Сила тока (Ампер) | Средние показатели расхода (литров в минуту) |
| 0,8 – 1 | 60 – 160 | 8 |
| 1,2 | 100 – 250 | 9 – 12 |
| 1,4 | 120 – 320 | 12 – 15 |
| 1,6 | 240 – 130 | 15 – 18 |
| 2 см | 280 – 450 | 18 – 20 |
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.
Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.